一种奥氏体不锈钢管两辊冷轧大变形加工工艺的制作方法
本发明涉及钢管加工的,尤其涉及一种奥氏体不锈钢管两辊冷轧大变形加工工艺。
背景技术:
1、目前在电子行业,产品零件中涉及到有些零件是不锈钢材质的(比如奥氏体不锈钢),该类产品尺寸精度、表面质量、硬度(≥310hv1)要求高,现有加工方式都是普通冷轧+冷拔变形,生产道次多(不少于4道次)成本高、加工周期长、批量生产时生产效率低,产品内表缺陷深度深(≥150um)、尺寸精度不能完全满足特殊要求、硬度值不高(一般在270~310hv1),导致产品合格率低。
2、为克服现有技术中存在的缺陷,改变以往采用普通冷轧+冷拔变形的工艺技术,压缩加工周期,提高生产效率,降低生产成本下,减轻产品内表缺陷深度,提高尺寸精度、硬度,急需设计一种奥氏体不锈钢管两辊冷轧大变形加工工艺,用于奥氏体不锈钢电子产品零件用空心管冷加工。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述现有一种奥氏体不锈钢管两辊冷轧+冷拔加工工艺存在的问题,提出了本发明。
3、因此,本发明目的是提供一种奥氏体不锈钢管两辊冷轧大变形加工工艺,其克服现有技术中存在的缺陷:原有工艺最后一道次变形率普遍为40~65%;固溶处理设置在2~4道次冷轧处理之中,所以其中有几次冷轧处理是连在一起的,并不是每次冷轧后就设置一道热处理工序(退火一共9~11道次),由于材质(奥氏体不锈钢)的原因,相邻道次间变形率不能大于65%,否则会开裂。
4、为解决上述技术问题,本发明提供如下技术方案:
5、一种奥氏体不锈钢管两辊冷轧大变形加工工艺,包括以下步骤:
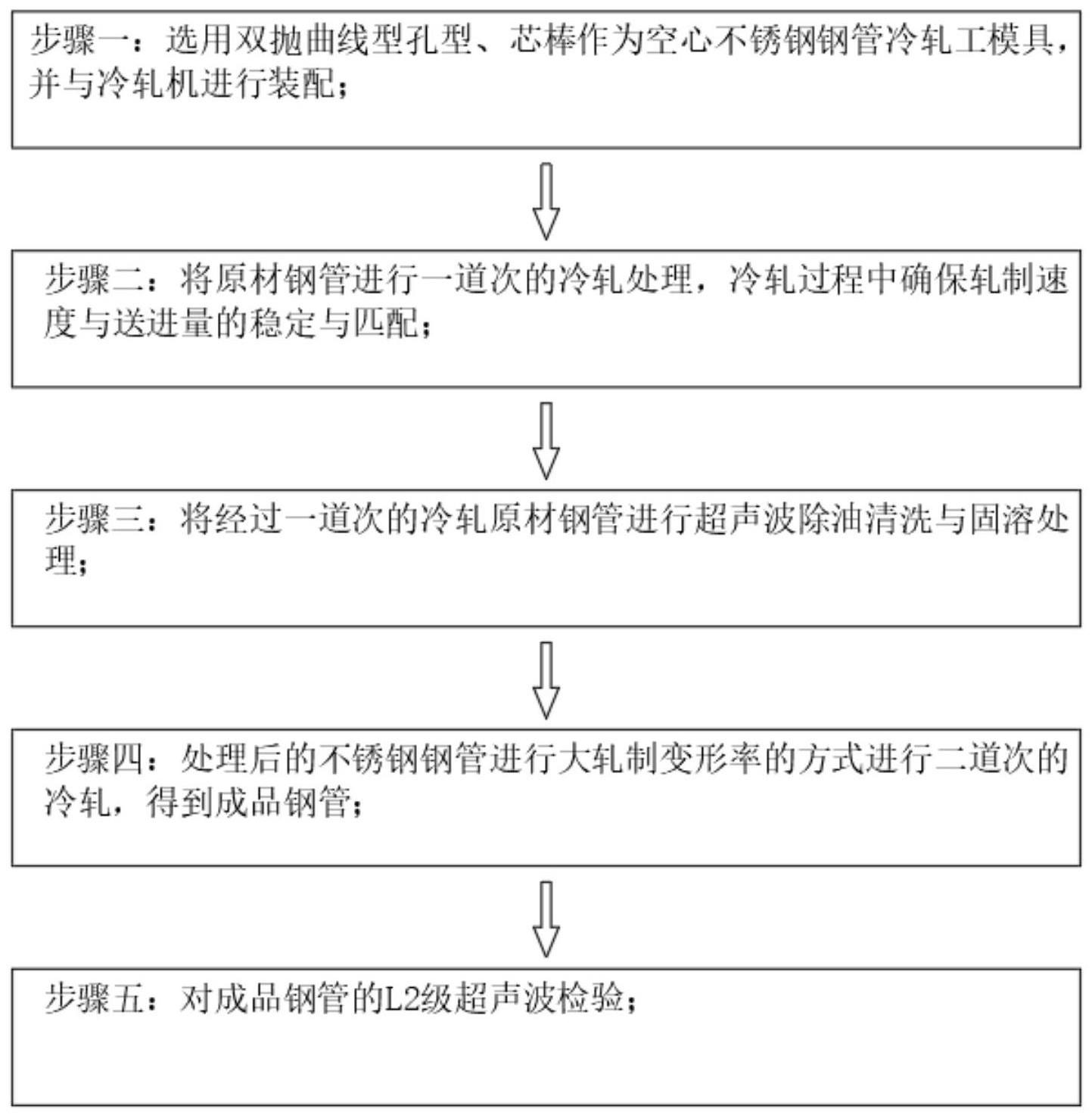
6、步骤一:选用双抛曲线型孔型、芯棒作为空心不锈钢钢管冷轧工模具,并与冷轧机进行装配;
7、步骤二:将原材钢管进行一道次的冷轧处理,冷轧过程中确保轧制速度与送进量的稳定与匹配;
8、步骤三:将经过一道次的冷轧原材钢管进行超声波除油清洗与固溶处理;
9、步骤四:处理后的不锈钢钢管进行大轧制变形率的方式进行二道次的冷轧,得到成品钢管。
10、作为本发明所述一种奥氏体不锈钢管两辊冷轧大变形加工工艺的一种优选方案,其中:所述双抛曲线型孔型由四段组成,分别为:前回转段、均整段、变形段以及后回转段,且原材钢管冷轧时内部设置有与孔型四段一致的双抛曲线型的芯棒。
11、作为本发明所述一种奥氏体不锈钢管两辊冷轧大变形加工工艺的一种优选方案,其中:所述固溶处理的温度为:1060℃~1090℃,同时固溶过程中充入保护性气体。
12、作为本发明所述一种奥氏体不锈钢管两辊冷轧大变形加工工艺的一种优选方案,其中:在每次固溶处理后采用极速冷方式迅速将钢管冷却至200℃以下,冷却介质为循环冷却水,冷却速度为100~300℃/min。
13、作为本发明所述一种奥氏体不锈钢管两辊冷轧大变形加工工艺的一种优选方案,其中:该工艺还包括:对成品钢管的l2级超声波检验,确保成品钢管的内表面缺陷深度不大于50um或无缺陷存在。
14、本发明的有益效果:
15、1、本发明通过选用合理双抛曲线形状的孔型和芯棒,合理分配每道次适宜的变形率,使轧制速度与送进量稳定与匹配,最后一道次冷轧处理相比于其前一道次冷轧处理采用更大的轧制变形率,大为压缩生产周期,提高了成品钢管的生产效率;
16、2、通过对成品钢管的检测保证了钢管表面质量,确保表面光亮光滑,内表缺陷深度较小;并且由于本工艺只采用了前后两道次的生产,大大节省能源以及原材料消耗,减少工序和人力成本,从而产品生产成本降低。
技术特征:
1.一种奥氏体不锈钢管两辊冷轧大变形加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种奥氏体不锈钢管两辊冷轧大变形加工工艺,其特征在于:所述双抛曲线型孔型由四段组成,分别为:前回转段、均整段、变形段以及后回转段,且原材钢管冷轧时内部设置有与孔型四段一致的双抛曲线型的芯棒。
3.根据权利要求2所述的一种奥氏体不锈钢管两辊冷轧大变形加工工艺,其特征在于:所述固溶处理的温度为:1060℃~1090℃,同时固溶过程中充入保护性气体。
4.根据权利要求3所述的一种奥氏体不锈钢管两辊冷轧大变形加工工艺,其特征在于:在每次固溶处理后采用极速冷方式迅速将钢管冷却至200℃以下,冷却介质为循环冷却水,冷却速度为100~300℃/min。
5.根据权利要求1-4任一项所述的一种奥氏体不锈钢管两辊冷轧大变形加工工艺,其特征在于:该工艺还包括:对成品钢管的l2级超声波检验,确保成品钢管的内表面缺陷深度不大于50um或无缺陷存在。
技术总结
本发明公开了一种奥氏体不锈钢管两辊冷轧大变形加工工艺,此工艺包括以下步骤:选用双抛曲线型孔型和芯棒作为空心不锈钢钢管冷轧工模具;将原材钢管进行一道次的冷轧处理,冷轧过程中确保轧制速度与送进量的稳定与匹配;将经过一道次的冷轧原材钢管进行超声波除油清洗与固溶处理;处理后的不锈钢钢管进行大轧制变形率的方式进行二道次的冷轧;最后对对成品钢管的L2级超声波检验。本发明通过选用合理双抛曲线形状的孔型和芯棒,合理分配每道次适宜的变形率,使轧制速度与送进量的稳定性与匹配性在最佳状态,最后一道次冷轧处理相比于其前一道次冷轧处理采用更大的轧制变形率,从而快速得到成品钢管。
技术研发人员:吕建钢,彭海龙,杨明安
受保护的技术使用者:众山(常州)新材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!