一种适用于发动机缸盖的工装夹具及加工方法与流程
本发明属于数控车床领域,具体涉及一种适用于发动机缸盖的工装夹具及加工方法。
背景技术:
1、数控加工是指在数控机床上进行零件加工的一种工艺方法,数控机床加工与传统机床加工的工艺规程从总体上说是一致的,但也发生了明显的变化,用数字信息控制零件和刀具位移的机械加工方法,它是解决零件品种多变、批量小、形状复杂和精度高等问题和实现高效化和自动化加工的有效途径。
2、现有的设备在产品加工完成后,不可避免地会有铝屑残留在夹具上,为了保证产品质量,通常在上料前需要操作人员使用气枪对夹具支承面和定位销上残留的铝屑进行清理,上料后还需要操作人员检查产品到位情况,确定产品定位面与夹具支承面是否紧贴,防止产品装偏导致加工过程中出现断刀、尺寸超差等异常情况,人工检查不仅存在误差,还降低了工作效率。
技术实现思路
1、针对现有技术的不足,本发明提供了一种适用于发动机缸盖的工装夹具及加工方法,其通过设置的气密仪和设置在支撑块上的气检孔,使得产品在放置到支撑块上后,能够通过气密仪检测气检孔内的压力,以此判断产品是否装配到位,以确保产品能够稳定的装配到夹具上。
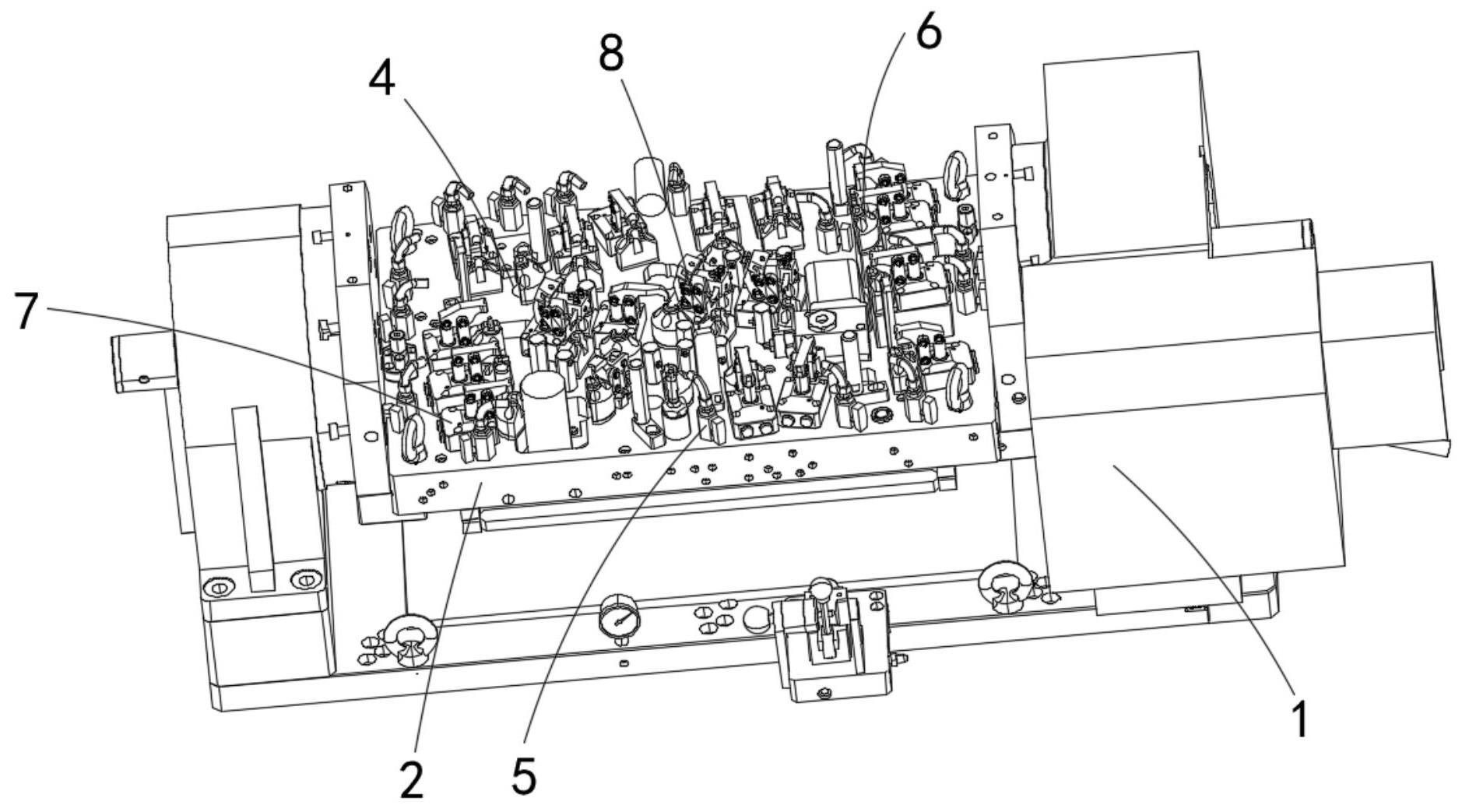
2、为实现上述目的,本发明提供如下技术方案:一种适用于发动机缸盖的工装夹具,包括转台和设置在该转台上的底板;
3、在底板上设置有多个第一夹持单元和多个支撑块;多个第一夹持单元沿底板的外周布置,用于对待加工零件的外周进行夹持;多个支撑块的设置位置对应多个第一夹持单元的设置位置,用于对待加工零件的底部进行撑设;
4、在支撑块与待加工零件的接触面上还形成有至少一个气检孔,该至少一个气检孔与外部的气密仪连通,以此利用气密仪检测产品是否装配到位。
5、作为本发明的进一步改进,第一夹持单元包括第一底座、第一液压杆、第一压接块和两个第一支板。
6、作为本发明的进一步改进,第一底座的上表面固定有第一液压杆,第一液压杆输出轴的外侧通过铰接轴铰接有第一压接块,第一压接块的内部通过铰接轴铰接有两个第一支板,两个第一支板分别通过铰接轴铰接在第一压接块的左右两侧。
7、作为本发明的进一步改进,部分或全部支撑块的俯视投影面呈半圆形。
8、作为本发明的进一步改进,在底板上形成有多个气道,多个气道与多个支撑块上的气检孔连通;气密仪与气道连通。
9、作为本发明的进一步改进,还包括第二夹持单元,其包括第二底座、第二液压杆、第二压接块和两个第二支板,第二底座的内部固定有第二液压杆,第二液压杆输出轴的外侧通过铰接轴铰接有第二压接块,第二压接块的内部通过铰接轴铰接有两个第二支板,两个第二支板分别通过铰接轴铰接在第二压接块的左右两侧。
10、作为本发明的进一步改进,还包括多个清洗结构,多个清洗结构设于底板上;
11、该清洗结构包括清洗喷嘴和调节阀,清洗喷嘴固定在底板上,调节阀设置在清洗喷嘴上。
12、作为本发明的进一步改进,清洗结构通过控制器与气密仪电连接。
13、作为本发明的进一步改进,转台结构包括电机、转轴和转动板,所述电机输出轴的外侧固定有转轴,所述转动板固定在转杆的外侧,底板设置在转台上的转动板上。
14、在此基础上,本发明还提供了一种适用于发动机舱盖的加工方法,其利用上述的工装夹具来实现,其包括以下步骤:
15、s100:将待加工产品预安装在夹具上,利用气密仪通过气检孔检测产品在装配后支撑块的气压;
16、s200:通过气压判断产品是否安装到位;若安装到位,将信号反馈至控制器;若没有安装到位,则人工继续调整缸盖的位置;
17、s300:加工完成后,取下加工后的产品,并利用气密仪和气检孔再次检测产品是否脱离支撑块;
18、s400:当缸盖脱离支撑块后,则控制清洗结构对支撑块进行冲洗。
19、上述改进技术特征只要彼此之间未构成冲突就可以相互组合。
20、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有的有益效果包括:
21、(1)本发明的适用于发动机缸盖的工装夹具及加工方法,其通过设置的气密仪和设置在支撑块上的气检孔,使得产品在放置到支撑块上后,能够通过气密仪检测气检孔内的压力,以此判断产品是否装配到位,以确保产品能够稳定的装配到夹具上。
22、(2)本发明的适用于发动机缸盖的工装夹具及加工方法,其通过设置在底板上的多个清洗喷嘴,使得产品在夹具上加工完成后,能够通过清洗在喷嘴对夹具的表面进行清洗,同时,配合设置气密仪和调节阀调节冲水压力,防止在冲水的过程中废料飞溅。
23、(3)本发明的适用于发动机缸盖的工装夹具及加工方法,其整体结构简单,操作方便,不仅利用气密仪对产品在放置后进行检测,同时还将的气密仪与清洗喷嘴进行联动,调整清洗喷嘴的压力,优化清洗效果,具有良好的实用价值与应用前景。
技术特征:
1.一种适用于发动机缸盖的工装夹具,包括转台和设置在该转台上的底板,其特征在于:
2.根据权利要求1所述的一种适用于发动机缸盖的工装夹具,其特征在于,所述第一夹持单元包括第一底座、第一液压杆、第一压接块和两个第一支板。
3.根据权利要求2所述的一种适用于发动机缸盖的工装夹具,其特征在于,所述第一底座的上表面固定有第一液压杆;
4.根据权利要求1所述的一种适用于发动机缸盖的工装夹具,其特征在于,部分或全部所述支撑块的俯视投影面呈半圆形。
5.根据权利要求1~4中任一项所述的一种适用于发动机缸盖的工装夹具,其特征在于:在所述底板上形成有多个气道,多个气道与多个所述支撑块上的气检孔连通;所述气密仪与所述气道连通。
6.根据权利要求1~5中任一项所述的一种适用于发动机缸盖的工装夹具,其特征在于:还包括第二夹持单元,其包括第二底座、第二液压杆、第二压接块和两个第二支板;
7.根据权利要求1~6中任一项所述的一种适用于发动机缸盖的工装夹具,其特征在于:还包括多个清洗结构,多个所述清洗结构设于所述底板上;
8.根据权利要求7所述的一种适用于发动机缸盖的工装夹具,其特征在于:所述清洗结构通过控制器与气密仪电连接。
9.根据权利要求1所述的一种适用于发动机缸盖的工装夹具,其特征在于:所述转台结构包括电机、转轴和转动板,所述电机输出轴与转轴连接,所述转动板固定在转轴的外侧,所述底板设置在所述转动板上。
10.一种适用于发动机舱盖的加工方法,其特征在于,其利用权利要求1~9中任一项所述的工装夹具来实现,其包括以下步骤:
技术总结
本发明公开了一种适用于发动机缸盖的工装夹具及加工方法,属于数控车床领域,包括转台和设置在该转台上的底板;在底板上设置有多个第一夹持单元和多个支撑块;多个第一夹持单元沿底板的外周布置,用于对待加工零件的外周进行夹持;多个支撑块的设置位置对应多个第一夹持单元的设置位置,用于对待加工零件的底部进行撑设;在支撑块与待加工零件的接触面上还形成有至少一个气检孔,至少一个气检孔与外部的气密仪连通。本发明的适用于发动机缸盖的工装夹具及加工方法,其整体结构简单,操作方便,不仅利用气密仪对产品在放置后进行检测,同时还将的气密仪与清洗喷嘴进行联动,调整清洗喷嘴的压力,优化清洗效果,具有良好的实用价值与应用前景。
技术研发人员:苏国荣,黄德升,林振华,谭云柱,黄永珍
受保护的技术使用者:广东鸿图科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!