一种基于视觉识别定位的储能电箱汇流排焊接设备的制作方法
本发明涉及储能电箱汇流排焊接设备,特别涉及一种基于视觉识别定位的储能电箱汇流排焊接设备。
背景技术:
1、现有的储能电箱的电芯通常是由若干层叠设置的锂电池组成,相邻锂电池之间垫上隔热绝缘泡棉,在储能电箱的加工过程中,为了增加储能电箱的电芯容量并使得结构更加紧凑,电芯的电极可由电池板的极耳并联组成,具有同极性的极耳连接成的组件称为极群,为了避免极群之间的干扰,在电芯的组装过程中,相邻的电池板互为反向设置,即相邻的电池板一正一反设置,从而保证组成电芯的电池板的正负极耳都在同一端,为了将电芯内部各锂电池串联或是并联起来,就需要将各锂电池的各极耳通过汇流排进行连接,连接完成后将锂电池极耳的端面与汇流排进行焊接从而使得汇流排与锂电池极耳之间固定导通。
2、目前,公告号为cn114473347b的中国发明,公开了一种新型动力电池汇流排交替式焊接压紧工装及焊接方法,包括上层组件、机架台、治具台、用于输送治具台的倍速链输送线以及抬起定位组件,所述的上层组件包括固定安装在机架台上的上层机架、上层机架左右两侧安装的压紧模头横移驱动直线模组,压紧模头横移驱动直线模组移动端的模头横移座板上固定安装有压模头组件。
3、现有的发明通过设置两套交替工作的压模头组件从而提升了生产的效率以及压装的效果,但是,电池在焊接前需要经由倍速链输送线进行输送并通过抬起定位组件进行定位抬起后才可以进行汇流排的焊接,焊接完成后同样需要下降后经过倍速链输送线进行输出,加之每个动力电池进行汇流排焊接时有较多的焊接点位,从而导致单个动力电池的汇流排焊接周期较长,影响焊接效率的提升,具有改进的必要。
技术实现思路
1、本发明的目的是提供一种基于视觉识别定位的储能电箱汇流排焊接设备,其优点是结构简单,缩短了储能电箱汇流排的平均焊接周期,提升了汇流排焊接效率。
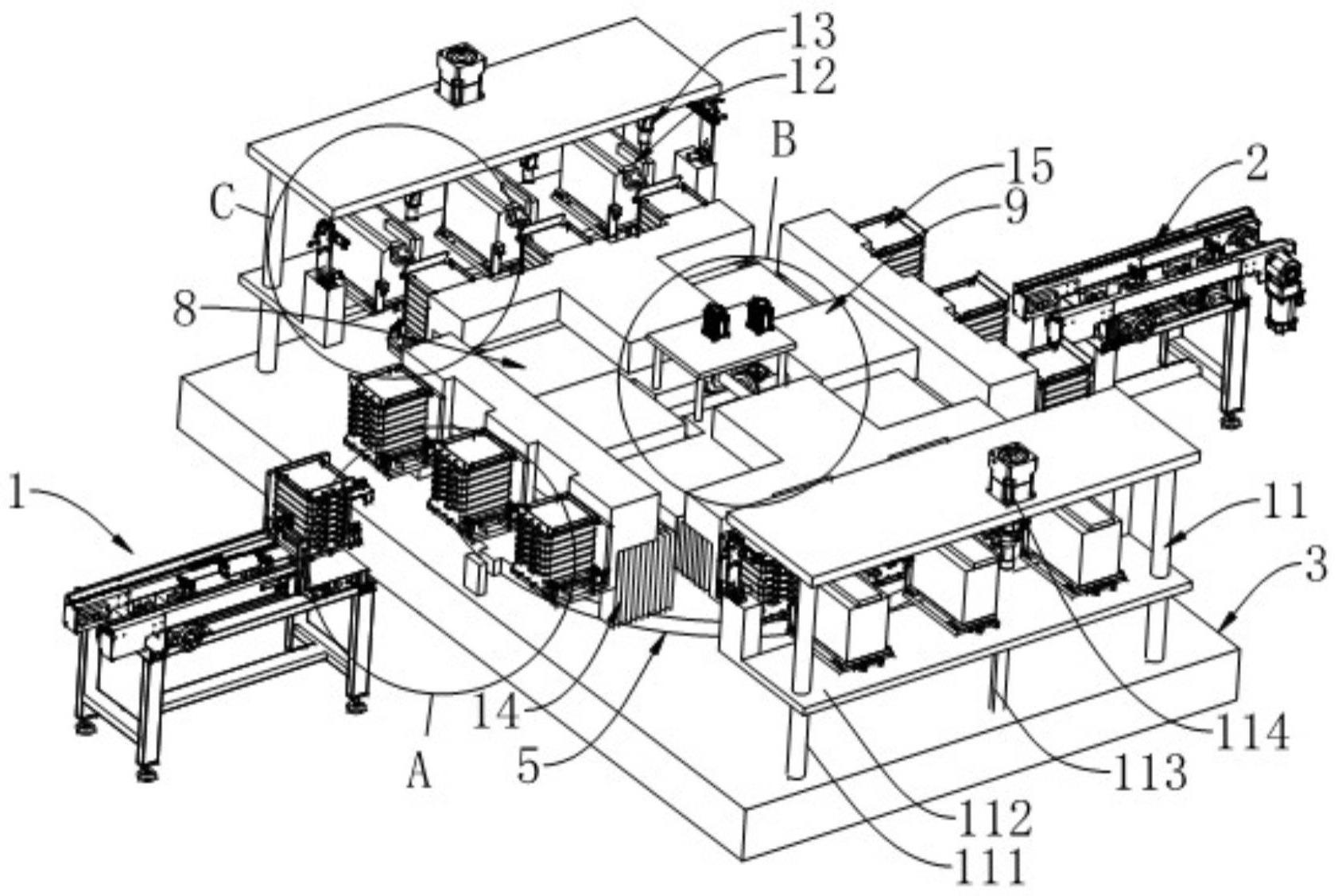
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种基于视觉识别定位的储能电箱汇流排焊接设备,包括用于输送储能电箱的输入流水线以及输出流水线,所述输入流水线与所述输出流水线之间固定设有焊接基座;所述焊接基座上基于旋转定位组件转动连接有旋转盘,所述旋转盘上基于x向丝杆滑移组件以及y向丝杆滑移组件活动连接有安装座,所述安装座上分别沿着平行于储能电箱输送方向以及垂直于储能电箱输送方向滑动连接有两组同步对向滑移组件,所述同步对向滑移组件两端对称均匀设有不低于3组用于定位固定储能电箱的定位固定座,所述焊接基座沿着储能电箱输送方向的两端基于竖直调节组件可调节设有与所述定位固定座对应设置的焊接装置,所述焊接装置上固定设有视觉识别检测装置。
3、本发明进一步设置为:所述同步对向滑移组件包括对称同步滑动连接于所述安装座上的滑移座以及转动连接于所述滑移座之间的旋转块,所述旋转块两端同轴心固定设有旋转相反设置的丝杆,所述滑移座上开设有与所述丝杆配合的丝座孔,所述定位固定座固定设置于所述滑移座远离所述旋转块的端面,两组所述同步对向滑移组件的所述丝杆沿着竖直方向交错设置,所述安装座上固定设有用于带动所述旋转块旋转的旋转驱动组件。
4、本发明进一步设置为:所述旋转驱动组件包括固定连接于所述安装座上的驱动台以及固定连接于所述驱动台上,用于分别驱动两组所述同步对向滑移组件的旋转驱动电机,所述旋转块上同轴心固定连接有旋转锥齿轮,所述旋转驱动电机的旋转端固定连接有与所述旋转锥齿轮配合的驱动锥齿轮。
5、本发明进一步设置为:所述x向丝杆滑移组件包括沿着储能电箱输送方向滑动连接于所述旋转盘的丝杆滑块以及沿着平行于储能电箱输送方向转动连接于所述旋转盘上,用于带动所述丝杆滑块在所述旋转盘上进行滑移的x向丝杆,所述旋转盘上沿着平行于储能电箱输送方向固定连接有若干用于支撑所述丝杆滑块的x向支撑滑轨,所述旋转盘上固定连接有用于带动所述x向丝杆转动的x向调节电机,所述y向丝杆滑移组件包括沿着垂直于储能电箱输送方向转动连接于所述丝杆滑块上,用于带动所述安装座进行滑移的y向丝杆以及固定连接于所述丝杆滑块上,用于带动所述y向丝杆转动的y向调节电机,所述丝杆滑块上沿着垂直于储能电箱输送方向固定设有若干用于支撑所述安装座的y向支撑滑轨。
6、本发明进一步设置为:所述旋转定位组件包括固定连接于所述焊接基座上的旋转电机,所述旋转盘固定连接于所述旋转电机旋转轴上,所述焊接基座上沿着圆周方向固定设有用于支撑所述旋转盘的圆周支撑滑轨,所述旋转盘沿着圆周方向均匀间隔设有不低于4组第一定位传感器,所述焊接基座上固定设有与所述第一定位传感器配合的第二定位传感器。
7、本发明进一步设置为:所述竖直调节组件包括若干沿着竖直方向设置的导向杆以及沿着竖直方向滑动连接于所述导向杆上的焊接座,所述焊接基座上沿着竖直方向转动连接有用于带动所述焊接座进行滑移的竖直丝杆,所述焊接基座底部固定设有用于带动所述竖直丝杆转动的竖直调节电机。
8、本发明进一步设置为:所述焊接装置使用超声波焊接组件,包括固定设置于所述焊接座上的焊接基体以及沿着竖直方向分别活动连接于所述焊接基体一端的一组超声波焊接定位块,所述超声波焊接定位块的宽度小于汇流排的宽度。
9、本发明进一步设置为:所述视觉识别检测装置包括沿着竖直方向固定连接于所述焊接基体顶部的第一视觉检测相机以及沿着水平方向固定设置于所述焊接座沿着长边方向两端的第二视觉检测相机,所述第一视觉检测相机用于检测所述超声波焊接定位块两端距离汇流排的端部的距离,所述第二视觉检测相机用于检测汇流排上下表面与超声波焊接定位块靠近汇流排的表面的距离。
10、本发明进一步设置为:所述旋转盘在沿着储能电箱输送方向的两端以及垂直于储能电箱输送方向的两端固定设有用于抵接所述安装座的缓冲泡棉板。
11、综上所述,本发明具有以下有益效果:
12、1.在旋转盘上基于x向丝杆滑移组件以及y向丝杆滑移组件设置安装座,并且在安装座上设置两组同步对向滑移组件并且在同步对向滑移组件的两端设置多个用于定位固定储能电箱的定位固定座,自输入流水线输入的储能电箱首先进入同步对向滑移组件的定位固定座上进行定位固定,随后设置在焊接基座两端的焊接装置对一组同步对向滑移组件两端的储能电箱汇流板进行焊接,当焊接完成后旋转盘旋转90°使得焊接装置对另一组同步对向滑移组件两端的储能电箱汇流板进行焊接,从而实现同步对多个储能电箱的汇流板进行焊接,当两组同步对向滑移组件两端的储能电箱焊接完成后,首先最靠近输出流水线的储能电箱进行输出,随后旋转盘旋转90°使得临近的同步对向滑移组件一端的多个储能电箱进行输出,当旋转盘继续旋转90°时,下一组临近的同步对向滑移组件一端的多个储能电箱进行输出,于此同时,初始的定位固定座输送到输入流水线处同步进行储能电箱的输入,旋转盘继续旋转90°同理,随后旋转盘继续旋转使得储能电箱输入同步对向滑移组件两端的定位固定座上,在同步实现对多个储能电箱的汇流排进行焊接的同时也减少了储能电箱输入以及输出的间隔,大大缩短了储能电箱汇流排的平均焊接周期,从而提升了储能电箱汇流排的焊接效率,并且结构简单,降低了设备的制造成本;
13、2.视觉识别检测装置分别设置第一视觉检测相机以及第二视觉检测相机,第一视觉检测相机检测超声波焊接定位块两端距离汇流排两端面的距离,第二视觉检测相机用于检测汇流排上下表面与超声波焊接定位块表面的距离,从而便于控制对应的x向丝杆滑移组件、y向丝杆滑移组件以及竖直调节组件进行调节或是判断出某个储能电箱的汇流排出现问题,便于后续进行调整,有利于保证超声波焊接的质量稳定性,不容易出现虚焊等不良问题。
- 还没有人留言评论。精彩留言会获得点赞!