09MnNiDR封头拼接的焊接坡口及焊接、处理方法与流程
本发明涉及金属材料的焊接领域,具体涉及一种09mnnidr封头拼接的焊接坡口及焊接、处理方法。
背景技术:
1、09mnnidr是一种适用于工作温度为-70℃以上低温压力容器用钢板,广泛应用于吸收塔、闪蒸塔低温储罐等石油化工领域设备的筒体和封头等部位。对于封头尺寸较大无法采用一张钢板制造完成的封头,需要对两块或者两块以上钢板进行拼接。传统的09mnnidr拼接封头主要制造过程为:两块或者两块以上钢板的焊接拼接→拼接板的热成型→恢复性能热处理(正火热处理+回火热处理)→去除拼接焊缝→重新焊接→与壳体焊接完成后进行焊后消应力热处理。为描述方便,将去除焊缝和重新焊接的整个过程称之为“焊缝置换”。
2、焊缝置换的目的主要是解决原拼接焊缝经历正火热处理后,焊接接头性能无法满足冲击和拉伸等性能要求的问题。传统封头制造工艺因焊缝置换的存在,使得工艺复杂、生产周期长、综合成本高、封头的尺寸精度不易控制。
技术实现思路
1、本发明的目的是解决上述存在的问题,提供一种09mnnidr封头拼接的焊接坡口及焊接、处理方法。
2、上述的目的通过以下的技术方案实现:
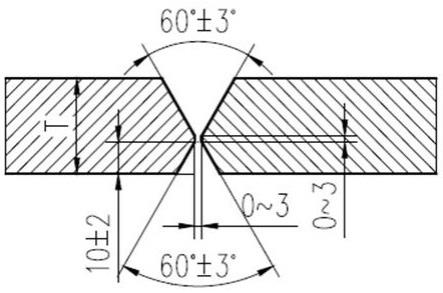
3、一种09mnnidr封头拼接的焊接坡口,其组成包括两块钢板,两块所述的钢板对拼形成x型坡口,所述的x型坡口是由深侧v型坡口、浅侧v型坡口和中间直坡口组成,所述的深侧v型坡口两坡面的夹角大于等于所述的浅侧v型坡口两坡面的夹角。
4、所述的09mnnidr封头拼接的焊接坡口,所述的钢板的厚度为t,t≤30mm时,所述的浅侧坡口的深度为10±2mm。
5、所述的09mnnidr封头拼接的焊接坡口,所述的钢板的厚度为t,t>30mm时,所述的浅侧坡口的深度为1/3t。
6、一种09mnnidr封头拼接的焊接坡口的焊接、处理方法,该方法包括如下步骤:
7、(1)加工封头坡口,并对坡口进行100%mt检测,将检测合格的试件平放,点焊装配;
8、(2)采用焊条电弧焊方法焊接深侧坡口至10-12mm;
9、(3)采用埋弧焊方法焊接深侧坡口至一半,背面采用碳弧气刨清根,预热60℃以上,并打磨后,采用埋弧焊方法焊妥浅坡口侧,再焊满深坡口侧;
10、(4)对热成型后的封头进行恢复性能热处理,包括正火热处理+回火热处理,通过正火及回火后快速冷却,以细化晶粒;
11、(5)与壳体焊接完成后进行焊后消应力热处理。
12、所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,所述的采用焊条电弧焊方法焊前预热10℃,焊接过程中控制层间温度10-150℃。焊接时,采用平焊位置,焊条电弧焊焊条直径3.2mm和4.0mm。
13、所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,所述的采用埋弧焊方法焊丝直径ф3.2mm,焊前预热10℃,焊接过程中控制层间温度10-150℃。焊接时,采用平焊位置,电流420-450a,电压30-33v,焊接速度45cm/min。
14、所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,正火热处理温度890℃±15℃,保温时间按厚度计算,1.2min/mm且≮15min,然后出炉水冷。回火热处理温度645℃±15℃,保温时间按厚度计算,2.4min/mm且≮30min,然后出炉空冷。
15、所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,所述的焊后消应力热处理温度590℃±15℃,保温时间按厚度计算,厚度≤50mm时:保温时间为t×2.4min/mm且≮15min,厚度>50mm时:保温时间为120min+(50-t)×0.6min,然后炉冷。进出炉温度要求≤400℃,升温速度要求≤5500/厚度(℃/h),且不大于220℃/h但不必小于55℃/h,降温速度要求≤7000/厚度(℃/h),且不大于220℃/h但不必小于55℃/h。
16、有益效果
17、1.本发明采用x型坡口,根据厚度而改变角度的x形坡口填充量更小,节省焊材的同时也减少了坡口的变形程度,同时也更便于加工。
18、2.本发明通过采用优化的焊接及热处理工艺方法,合理的焊接材料匹配方案,优化的坡口形式,解决了09mnnidr对接焊缝经历正火后性能不满足要求而采用去除焊缝再重新焊接,导致效率降低、成本增高、质量下降的问题,采用适宜的电流参数,尽可能降低热输入的同时保证得到成型美观且无缺陷的焊缝。
19、3.本发明通过严格控制层间温度避免焊缝晶粒粗大,焊后通过正火加速冷却细化晶粒,提高焊缝及母材的力学性能,根据不同厚度设计相应坡口形式,可最大限度提高效率,节约焊接材料。
技术特征:
1.一种09mnnidr封头拼接的焊接坡口,其特征是:其组成包括两块钢板,两块所述的钢板对拼形成x型坡口,所述的x型坡口是由深侧v型坡口、浅侧v型坡口和中间直坡口组成,所述的深侧v型坡口两坡面的夹角大于等于所述的浅侧v型坡口两坡面的夹角。
2.根据权利要求1所述的09mnnidr封头拼接的焊接坡口,其特征是:所述的钢板的厚度为t,t≤30mm时,所述的浅侧坡口的深度为10±2mm。
3.根据权利要求1所述的09mnnidr封头拼接的焊接坡口,其特征是:所述的钢板的厚度为t,t>30mm时,所述的浅侧坡口的深度为1/3t。
4.一种权利要求1-3之一所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,其特征是:该方法包括如下步骤:
5.根据权利要求4所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,其特征是:所述的采用焊条电弧焊方法焊前预热10℃,焊接过程中控制层间温度10-150℃。焊接时,采用平焊位置,焊条电弧焊焊条直径3.2mm和4.0mm。
6.根据权利要求4所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,其特征是:所述的采用埋弧焊方法焊丝直径ф3.2mm,焊前预热10℃,焊接过程中控制层间温度10-150℃。焊接时,采用平焊位置,电流420-450a,电压30-33v,焊接速度45cm/min。
7.根据权利要求4所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,其特征是:正火热处理温度890℃±15℃,保温时间按厚度计算,1.2min/mm且≮15min,然后出炉水冷。回火热处理温度645℃±15℃,保温时间按厚度计算,2.4min/mm且≮30min,然后出炉空冷。
8.根据权利要求4所述的09mnnidr封头拼接的焊接坡口的焊接、处理方法,其特征是:所述的焊后消应力热处理温度590℃±15℃,保温时间按厚度计算,厚度≤50mm时:保温时间为t×2.4min/mm且≮15min,厚度>50mm时:保温时间为120min+(50-t)×0.6min,然后炉冷。进出炉温度要求≤400℃,升温速度要求≤5500/厚度(℃/h),且不大于220℃/h但不必小于55℃/h,降温速度要求≤7000/厚度(℃/h),且不大于220℃/h但不必小于55℃/h。
技术总结
09MnNiDR封头拼接的焊接坡口及焊接、处理方法。传统封头制造工艺因焊缝置换的存在,使得工艺复杂、生产周期长、综合成本高、封头的尺寸精度不易控制。本发明包括:两块钢板,两块所述的钢板对拼形成X型坡口,所述的X型坡口是由深侧V型坡口、浅侧V型坡口和中间直坡口组成,所述的深侧V型坡口两坡面的夹角大于等于所述的浅侧V型坡口两坡面的夹角。本发明用于09MnNiDR封头拼接的焊接。
技术研发人员:郭志成,刁旺战,赵卫君,徐祥久,李秋石,马鸣,徐兵,杨红权,柳云天
受保护的技术使用者:哈尔滨锅炉厂有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!