棒材全倍尺生产方法及装置与流程
本发明涉及棒材剪切,尤其涉及棒材全倍尺生产方法及装置。
背景技术:
1、本部分旨在为权利要求书中陈述的本发明实施例提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
2、棒材是钢铁行业的主要产品之一,长期以来,棒材产品主要包括螺纹钢棒材及圆钢棒材,广泛应用于建筑、桥梁、交通、机械、金属制品等行业。大规格棒材主要采用普棒生产线生产,小规格棒材通常采用普棒切分生产或高速棒材线单线生产或双高棒双线生产。
3、棒材一般都采用直条定尺交货,定尺长度通常为6m,9m,12m等。在棒材生产过程中中,由于钢坯长度、质量、温度的波动、轧机辊缝的磨损及调整、机架间张力的变化等因素,导致上冷床的棒材无法稳定实现全倍尺,经常有非定尺棒材产生。非定尺的存在,棒材车间需在收集区设置专门的工作岗位(4~6人)进行挑非定尺工作,劳动强度较大,同时干扰了收集区的全自动生产过程,需要较多的人工手动操作,影响生产节奏,当出现较短非定尺时,还会造成短尺无法正常通过冷剪机,又无法自动掉落到废料槽,需要冷剪尾部多次剪切,这些因素大大降低了生产效率。
4、为解决非定尺问题,一些钢铁企业采用了在棒材车间上游的连铸工序采用定重切割的技术,非定尺问题得到了一些改善,但从连铸到棒材轧制完成要经过多道工序,而且涉及到两个车间,影响因素较多,连铸坯的测长误差、称重误差、加热炉烧损、轧线公差调整等因素都影响非定尺,无法彻底解决非定尺难题。
技术实现思路
1、本发明实施例提供一种棒材全倍尺生产方法,用以解决棒材生产线非定尺问题,提高生产稳定性和生产效率,该方法包括:
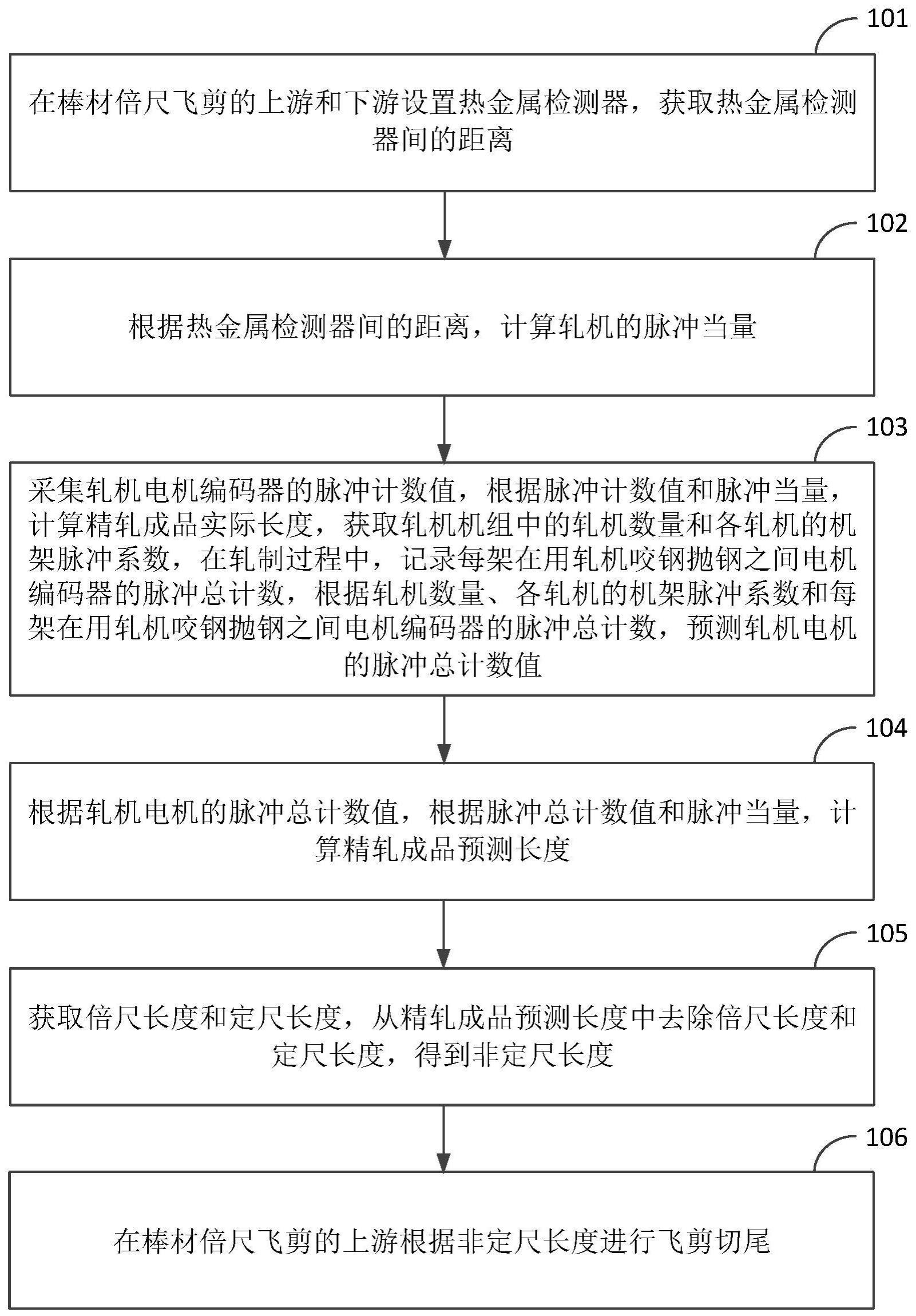
2、在棒材倍尺飞剪的上游和下游设置热金属检测器,获取热金属检测器间的距离;
3、根据热金属检测器间的距离,计算轧机的脉冲当量;
4、采集轧机电机编码器的脉冲计数值,根据脉冲计数值和脉冲当量,计算精轧成品实际长度,获取轧机机组中的轧机数量和各轧机的机架脉冲系数,在轧制过程中,记录每架在用轧机咬钢抛钢之间电机编码器的脉冲总计数,根据轧机数量、各轧机的机架脉冲系数和每架在用轧机咬钢抛钢之间电机编码器的脉冲总计数,预测轧机电机的脉冲总计数值;
5、根据脉冲总计数值和脉冲当量,计算精轧成品预测长度;
6、获取倍尺长度和定尺长度,从精轧成品预测长度中去除倍尺长度和定尺长度,得到非定尺长度;
7、在倍尺飞剪的上游根据非定尺长度进行飞剪切尾。
8、本发明实施例还提供一种棒材全倍尺生产装置,用以解决棒材生产线非定尺问题,提高生产稳定性和生产效率,该装置包括:
9、距离预测模块,用于在棒材倍尺飞剪的上游和下游设置热金属检测器,获取热金属检测器间的距离;
10、计算模块,用于根据热金属检测器间的距离,计算轧机的脉冲当量;采集轧机电机编码器的脉冲计数值,根据脉冲计数值和脉冲当量,计算精轧成品实际长度,获取轧机机组中的轧机数量和各轧机的机架脉冲系数,在轧制过程中,记录每架在用轧机咬钢抛钢之间电机编码器的脉冲总计数;根据轧机数量、各轧机的机架脉冲系数和每架在用轧机咬钢抛钢之间电机编码器的脉冲总计数,预测轧机电机的脉冲总计数值;
11、长度预测模块,用于根据脉冲总计数值和脉冲当量,计算精轧成品预测长度;
12、非定尺计算模块,用于获取倍尺长度和定尺长度,从精轧成品预测长度中去除倍尺长度和定尺长度,得到非定尺长度;
13、切尾模块,用于在倍尺飞剪的上游根据非定尺长度进行飞剪切尾。
14、本发明实施例还提供一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述棒材全倍尺生产方法。
15、本发明实施例还提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述棒材全倍尺生产方法。
16、本发明实施例还提供一种计算机程序产品,所述计算机程序产品包括计算机程序,所述计算机程序被处理器执行时实现上述棒材全倍尺生产方法。
17、本发明实施例中,在棒材倍尺飞剪的上游和下游设置热金属检测器,获取热金属检测器间的距离;根据热金属检测器间的距离,计算轧机的脉冲当量;采集轧机电机编码器的脉冲计数值,根据脉冲计数值和脉冲当量,计算精轧成品实际长度,获取轧机机组中的轧机数量和各轧机的机架脉冲系数,在轧制过程中,记录每架在用轧机咬钢抛钢之间电机编码器的脉冲总计数;根据轧机数量、各轧机的机架脉冲系数和每架在用轧机咬钢抛钢之间电机编码器的脉冲总计数,预测轧机电机的脉冲总计数值;根据脉冲总计数值和脉冲当量,计算精轧成品预测长度;获取倍尺长度和定尺长度,从精轧成品预测长度中去除倍尺长度和定尺长度,得到非定尺长度;在棒材倍尺飞剪的上游根据非定尺长度进行飞剪切尾。这样,利用飞剪剪切点信号及剪前剪后热金属检测器信号和成品轧机编码器信号测量轧件成品总长,利用精轧上游飞剪前热金属检测器,精轧各架轧机电机编码器脉冲计数及成品轧机电机编码器脉冲当量提前预测轧件总长,结合精轧上游飞剪、精轧各架电机编码器信号、倍尺飞剪实现棒材生产线全倍尺生产方法,可以通过较小的投入解决棒材生产线全倍尺生产的问题,减少收集区人员投入,提高生产稳定性和生产效率。
技术特征:
1.一种棒材全倍尺生产方法,其特征在于,包括:
2.如权利要求1所述的方法,其特征在于,根据热金属检测器间的距离,计算轧机的脉冲当量,包括:
3.如权利要求1所述的方法,其特征在于,根据脉冲总计数值和脉冲当量,计算精轧成品预测长度,包括:
4.如权利要求1所述的方法,其特征在于,从精轧成品预测长度中去除倍尺长度和定尺长度,得到非定尺长度,包括:
5.一种棒材全倍尺生产装置,其特征在于,包括:
6.如权利要求5所述的装置,其特征在于,计算模块具体用于:
7.如权利要求5所述的装置,其特征在于,长度预测模块具体用于:
8.如权利要求5所述的装置,其特征在于,非定尺计算模块具体用于:
9.一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1至4任一所述方法。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现权利要求1至4任一所述方法。
11.一种计算机程序产品,其特征在于,所述计算机程序产品包括计算机程序,所述计算机程序被处理器执行时实现权利要求1至4任一所述方法。
技术总结
本发明公开了一种棒材全倍尺生产方法及装置,该方法包括:在棒材倍尺飞剪的上游和下游设置热金属检测器,获取热金属检测器间的距离;根据热金属检测器间的距离,计算轧机的脉冲当量;采集轧机电机编码器的脉冲计数值,根据脉冲计数值和脉冲当量,计算精轧成品实际长度,根据精轧成品实际长度预测轧机电机编码器的脉冲总计数值;根据脉冲总计数值和脉冲当量,计算精轧成品预测长度;获取倍尺长度和定尺长度,从精轧成品预测长度中去除倍尺长度和定尺长度,得到非定尺长度;在棒材倍尺飞剪的上游根据非定尺长度进行飞剪切尾。本发明可以减少收集区人员投入,提高生产稳定性和生产效率。
技术研发人员:吉年丰,刘东,胡威,张东,郭巨众,汪启伟,高源,王云波
受保护的技术使用者:中冶京诚工程技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!