一种空间扭曲结构钢板压型方法与流程
本发明属于大型钢板成型加工制造,尤其属于钢板压机成型应用方法,涉及一种空间扭曲结构桥梁钢板压型方法。
背景技术:
1、在钢结构桥梁施工中,异形钢板常常是桥梁构成材料的常规组件;复杂的空间造型,同时为了满足结构需求,桥梁组件的钢板需要采用整体成型制成。由于空间扭曲结构桥梁钢板厚度较大,面临这种厚板空间扭曲结构钢板压型,往往采用制作模具压制,而桥梁因为其壁板单元造型得不到统一,若每一张钢板均制作模具将造成生产成本极高,生产周期长等一系列问题。
技术实现思路
1、根据现有技术的需要,本发明公开了一种空间扭曲结构钢板压型方法,本发明方法解决了现有技术中空间扭曲结构钢板压型中钢板厚度大、生产成本高、工期时间长等一系列问题。
2、本发明通过以下技术方案实现:
3、一种空间扭曲结构钢板压型方法,其特征在于:包括计算机辅助分析、压型及随检和胎架火矫工艺步骤;
4、计算机辅助分析:
5、应用三维软件分析空间扭曲结构钢板上口至下口曲率,选择相近曲率圆弧分别与上口至下口比对,误差控制在2mm以内;
6、根据板面曲率将空间扭曲结构钢板板面划分为数块压型分割区域,每块压型分割区域内的曲率误差小于2mm;
7、每块压型分割区域按照50~100mm距离绘制等分的压型控制线;
8、压型及随检:
9、制作检验样板,制作与压型分割区域数量相同的检验样板,每个检验样板一侧边具有与空间扭曲结构钢板一压型分割区域系统的曲率弧度;
10、根据计算机布置分析结果在钢板上划分压型分割区域,并绘制压型控制线;采用大吨位压力机压制,压制时配合检验样板,逐渐施力,随检压制曲率弧度;
11、胎架火矫:
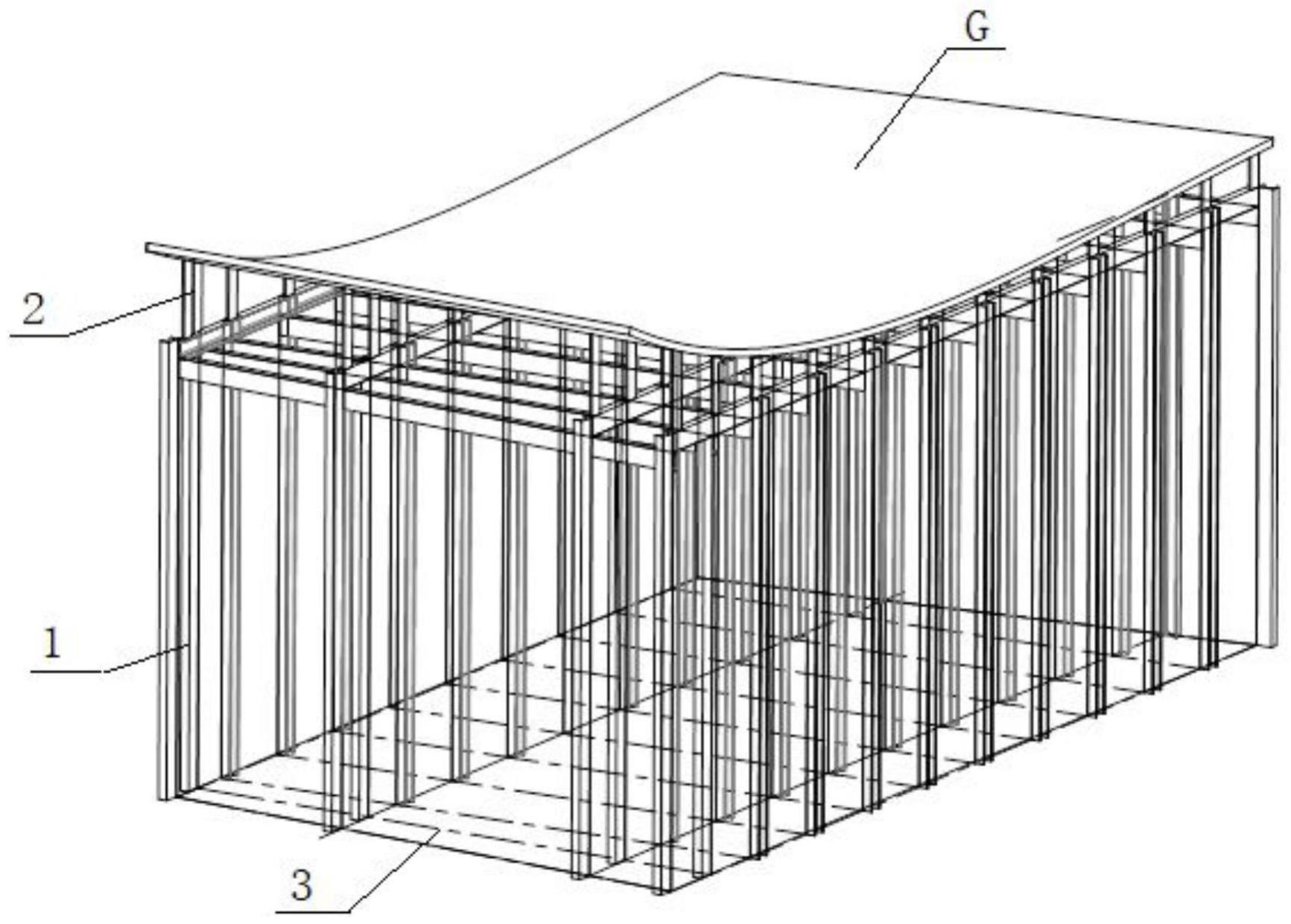
12、制作矫形胎架,矫形胎架各支撑点形成的顶面与空间扭曲结构钢板平面弧度相同;
13、火矫,将压型好的空间扭曲结构钢板矫形胎架上,检查空间扭曲结构钢板与矫形胎架贴合情况,根据扭曲结构钢板与胎架贴合情况,采用火矫方式矫形扭曲结构钢板,使扭曲结构钢板与矫形胎架各支撑点贴合,完成矫形。
14、进一步所述胎架固定于地面,包括:钢梁制成的立柱、联接横梁和顶面焊接固定的牙板;牙板由各长度制成,各牙板顶点形成的顶面与空间扭曲结构钢板平面弧度相同;胎架外周立柱位于空间扭曲结构钢板外形投影线上。
15、所述牙板设置于胎架上空间扭曲结构钢板与隔板组装线及环口位置。
16、根据钢板与胎架牙板贴合情况,采用火矫方式矫形钢板,使钢板与胎架贴合,火矫温度控制在600~750℃。
17、本发明一种空间扭曲结构钢板压型方法,具有以下有益效果:本发明方法采用计算机分析钢板特征的方法制作压型线,避免了大量模具制作,加工精度高,能够保证结构的整体性和稳定性;结合压型和火矫工艺,省去了传统的切割、焊接等加工工艺,降低了制造成本,满足整体钢板成型的需要,能够快速生产产品,提高生产效率,节省施工成本及施工周期。
技术特征:
1.一种空间扭曲结构钢板压型方法,其特征在于:包括计算机辅助分析、压型及随检和胎架火矫工艺步骤;
2.根据权利要求1所述的空间扭曲结构钢板压型方法,其特征在于:所述胎架固定于地面,包括:钢梁制成的立柱、联接横梁和顶面焊接固定的牙板;牙板由各长度制成,各牙板顶点形成的顶面与空间扭曲结构钢板平面弧度相同;胎架外周立柱位于空间扭曲结构钢板外形投影线上。
3.根据权利要求1所述的空间扭曲结构钢板压型方法,其特征在于:所述牙板设置于胎架上空间扭曲结构钢板与隔板组装线及环口位置。
4.根据权利要求1所述的空间扭曲结构钢板压型方法,其特征在于:所述火矫温度控制在600~750℃。
技术总结
本发明公开了一种空间扭曲结构钢板压型方法。包括计算机辅助分析、压型及随检和胎架火矫工艺步骤;采用三维软件分析钢板曲率及特征,设置压型分割区域并进行等分控制线的划分;在对应钢板上绘制压型控制线,并使用压力机进行压制,制作单元矫形胎架、设置胎架牙板并与钢板设计空间的匹配,通过胎架火矫实现压型。本发明方法采用计算机分析钢板特征的方法制作压型线,避免了大量模具制作,加工精度高,能够保证结构的整体性和稳定性;结合压型和火矫工艺,省去了传统的切割、焊接等加工工艺,降低了制造成本,满足整体钢板成型的需要,能够快速生产产品,提高生产效率,节省施工成本及施工周期。
技术研发人员:李春权,袁硕,夏学成,伍易龙,肖浪,沈榆岚,娄彩红,曹宇飞,康龙,张丁文,毛舒娅,罗新宇,牟鹏
受保护的技术使用者:中国水利水电第七工程局有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!