一种圆管自动焊接机的制作方法
本技术涉及圆管焊接,尤其涉及一种圆管自动焊接机。
背景技术:
1、焊接是金属器件常用的连接方式,现有的焊接通常由焊接技术工人完成,对于大批量的同一种类器件的焊接(如三轮车的制动分配轴,制动分配轴由空芯圆管、摇臂、制动分配轴支架构成),通过人工焊接完成不仅工作量大、焊接效率低,而且工人长时间的焊接操作容易疲劳,影响焊接的质量,对此设计一种自动的焊接机是必要的。
技术实现思路
1、本实用新型提供了一种圆管自动焊接机,解决上述人工焊接三轮车制动分配轴时效率低的问题。
2、一种圆管自动焊接机,包括:机架以及设置在机架上的焊接机构、定位机构与翻转机构;
3、焊接机构包括焊枪、枪架与旋转底座,焊枪设置在枪架上,枪架安装在旋转底座上,旋转底座设置在滑座上,滑座滑动设置在滑臂上;
4、所需焊接的焊接圆管、曲柄摇臂均放置在夹持机构上且可转动,两件夹持机构对称设置在翻转机构的两侧并可随翻转机构转动。
5、进一步地,上述滑臂内部设有沿其轴向的丝杆,丝杆穿过滑座并带动滑座移动,丝杆通过第一伺服电机驱动转动。
6、进一步地,上述定位机构包括同心轴与定位气缸,定位气缸的伸缩活塞杆与同心轴连接,定位气缸通过气缸安装座设置在机架上。
7、进一步地,上述翻转机构包括中芯架、旋转中管与翻转气缸,旋转中管穿过中芯架的中轴线且旋转中管的两端通过轴承座转动连接在机架上,翻转气缸设置在机架上且其活塞杆固定在中芯架的侧壁。
8、进一步地,上述中芯架上连接有挡光板,挡光板通过旋转电机带动旋转,旋转电机通过角形板安装在中芯架上。
9、进一步地,上述夹持机构包括连接架与夹钳,连接架的中部设置有多个刹轴固定板,连接架的端部设置有刹轴限位块,刹轴固定板之间设置有间隔定位板;焊接圆管放置在刹轴固定板上并通过夹钳固定,曲柄摇臂一端套设在焊接圆管上,另一端卡设在间隔定位板上。
10、进一步地,上述连接架的两端分别固定在两根同心轴上,两根同心轴通过轴承座连接在中芯架上,连接架一端的同心轴与定位气缸连接,另一端的同心轴与第二伺服电机相接。
11、进一步地,上述机架上设置有电控箱,电控箱分别与伺服电机、旋转电机、第二伺服电机电连接。
12、本实用新型具有以下有益效果:本实用新型的自动焊接机只需要工人上料,焊接过程自动完成,极大地提高了焊接速度,而且焊接时焊接圆管转速不变,因此焊缝均匀,焊接质量可靠有保障,此外也避免了焊接强光对人眼的伤害;本实用新型的焊接机焊接高效快捷,实用性好。
技术特征:
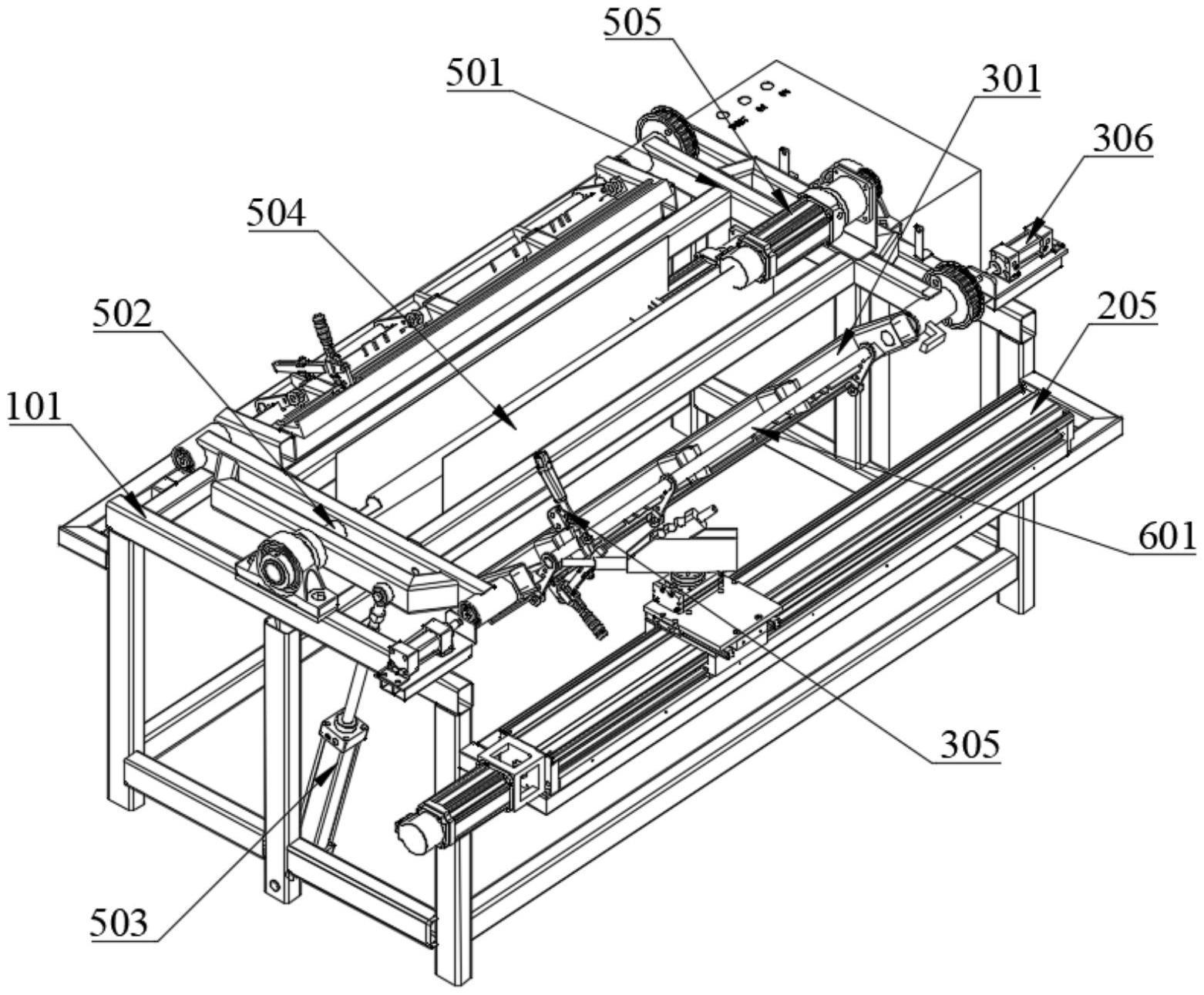
1.一种圆管自动焊接机,其特征在于,包括:机架(101)以及设置在所述机架(101)上的焊接机构、定位机构与翻转机构;
2.根据权利要求1所述的圆管自动焊接机,其特征在于:所述滑臂(205)内部设有沿其轴向的丝杆(206),所述丝杆(206)穿过所述滑座(204)并带动滑座(204)移动,所述丝杆(206)通过第一伺服电机(207)驱动转动。
3.根据权利要求2所述的圆管自动焊接机,其特征在于:所述定位机构包括同心轴(401)与定位气缸(402),所述定位气缸(402)的伸缩活塞杆与同心轴(401)连接,所述定位气缸(402)通过气缸安装座(403)设置在所述机架(101)上。
4.根据权利要求3所述的圆管自动焊接机,其特征在于:所述翻转机构包括中芯架(501)、旋转中管(502)与翻转气缸(503),所述旋转中管(502)穿过所述中芯架(501)的中轴线且旋转中管(502)的两端通过轴承座转动连接在所述机架(101)上,所述翻转气缸(503)设置在机架(101)上且其活塞杆固定在所述中芯架(501)的侧壁。
5.根据权利要求4所述的圆管自动焊接机,其特征在于:所述中芯架(501)上连接有挡光板(504),所述挡光板(504)通过旋转电机(505)带动旋转,所述旋转电机(505)通过角形板(506)安装在中芯架(501)上。
6.根据权利要求5所述的圆管自动焊接机,其特征在于:所述夹持机构包括连接架(301)与夹钳(305),所述连接架(301)的中部设置有多个刹轴固定板(303),所述连接架(301)的端部设置有刹轴限位块(302),所述刹轴固定板(303)之间设置有间隔定位板(304);所述焊接圆管(601)放置在所述刹轴固定板(303)上并通过夹钳(305)固定,所述曲柄摇臂(602)一端套设在焊接圆管(601)上,另一端卡设在所述间隔定位板(304)上。
7.根据权利要求6所述的圆管自动焊接机,其特征在于:所述连接架(301)的两端分别固定在两根同心轴(401)上,两根所述同心轴(401)通过轴承座连接在所述中芯架(501)上,连接架(301)一端的所述同心轴(401)与定位气缸(402)连接,另一端的所述同心轴(401)与第二伺服电机(306)相接。
8.根据权利要求7所述的圆管自动焊接机,其特征在于:所述机架(101)上设置有电控箱(102),所述电控箱(102)分别与所述伺服电机(207)、旋转电机(505)、第二伺服电机(306)电连接。
技术总结
本技术涉及圆管焊接技术,公开了一种圆管自动焊接机,包括:机架以及设置在机架上的焊接机构、定位机构与翻转机构;焊接机构包括焊枪、枪架与旋转底座,焊枪设置在枪架上,枪架安装在旋转底座上,旋转底座设置在滑座上,滑座滑动设置在滑臂上;所需焊接的焊接圆管、曲柄摇臂均放置在夹持机构上且可转动,两件夹持机构对称设置在翻转机构的两侧并可随翻转机构转动。本技术的自动焊接机只需要工人上料,焊接过程自动完成,极大地提高了焊接速度,而且焊接时焊接圆管转速不变,因此焊缝均匀,焊接质量可靠有保障,此外也避免了焊接强光对人眼的伤害;本技术的焊接机焊接高效快捷,实用性好。
技术研发人员:尹建波,汪颖,胡建文
受保护的技术使用者:四川双胜电动车有限公司
技术研发日:20230609
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!