一种挡泥板模具的制作方法
本发明涉及挡泥板模具,尤其涉及一种挡泥板模具。
背景技术:
1、公告号为cn218310428u的中国专利公开了一种挡泥板模具,该技术包括模具顶板和模具底板,所述模具顶板的下表面中部焊接有冲压板,所述冲压板的下表面分别设有上成型块和上成型槽,所述模具底板的上表面设有下成型槽和下成型块,所述上成型块与所述下成型槽的轮廓相对,所述上成型槽与所述下成型块的轮廓相对。该技术通过设置与挡泥板需要的沟槽等结构形状相配的上成型块、上成型槽、下成型槽与下成型块;将预制好的挡泥板工件放入模具顶板与模具底板之间,通过外部压力机带动模具顶板压向预制挡泥板工件;配合上成型块、上成型槽、下成型槽与下成型块冲压成型;可使挡泥板一次成型,无需经历折弯、压筋、成形等多步加工工序,节约时间,提高了挡泥板的加工效率,但上述技术中仍因为结构所限导致使用过程中存在问题:
2、由于市场上的汽车挡泥板区分左右位置,故一副挡泥板存在两个左右对称的成品,例如福特猛禽f-150挡泥板(如附图8所示),其成品在生产过程中,需要使用两个左右对称的模具,并将工件分别带至两个模具中,以生产出两个左右对称的成品,这使得生产过程中,使用两个压力机驱动两个模具完成成品生产,相较于在一个模具中完成生产,无疑增加生产成本。
技术实现思路
1、本发明的目的是为了解决现有技术中的问题,而提出的一种挡泥板模具。
2、为了实现上述目的,本发明采用了如下技术方案:
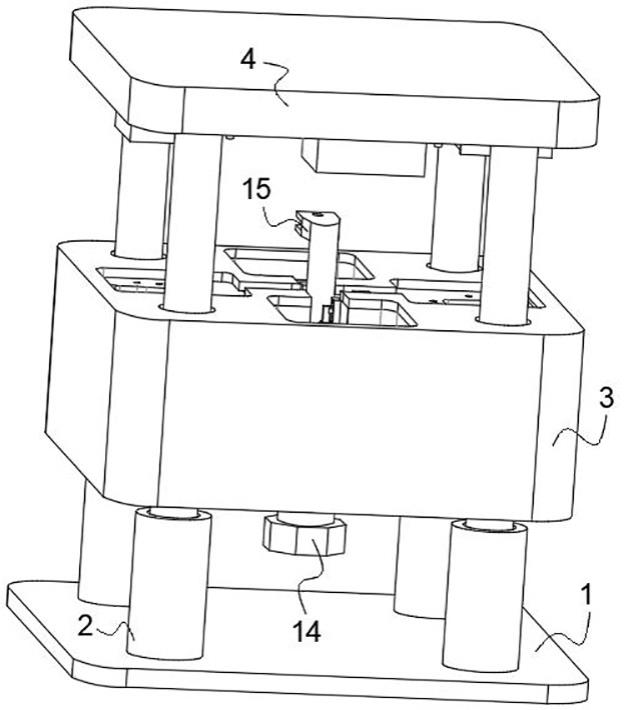
3、一种挡泥板模具,包括基板,所述挡泥板模具中设置有:
4、伸缩杆、下盒体和上盒体,所述伸缩杆固定安装于基板上,所述下盒体活动套设于伸缩杆上,所述上盒体固定连接于伸缩杆输出端处;
5、第一冲压凹模和第一切除凹模,所述第一冲压凹模和第一切除凹模均开设于下盒体中;
6、第一冲压凸模和第一切除凸模,所述第一冲压凸模和第一切除凸模均固定连接于上盒体上,所述第一冲压凹模和第一冲压凸模配合对工件进行冲压处理,所述第一切除凹模和第一切除凸模配合对工件进行切除处理,所述第一冲压凹模和第一冲压凸模、第一切除凹模和第一切除凸模依次对工件处理出一个成品;
7、第二冲压凹模和第二切除凹模,所述第二冲压凹模和第二切除凹模均开设于下盒体中;
8、第二冲压凸模和第二切除凸模,所述第二冲压凸模和第二切除凸模均固定连接于上盒体上,所述第二冲压凹模和第二冲压凸模配合对工件进行冲压处理,所述第二切除凹模和第二切除凸模配合对工件进行切除处理,所述第二冲压凹模和第二冲压凸模、第二切除凹模和第二切除凸模依次对工件处理出另一个成品;
9、所述第一冲压凹模和第二冲压凹模、第一切除凹模和第二切除凹模、第一冲压凸模和第二冲压凸模、第一切除凸模和第二切除凸模互为左右对称形状,所述工件通过转动位置,进而依次生产出两个左右对称的成品;
10、驱动所述工件转动的部件设置于下盒体上,且用于驱动工件转动;
11、限位机构,所述限位机构设置于下盒体上,且限位机构用于限位下盒体和上盒体的闭合位置。
12、优选地,驱动所述工件转动的部件包括:
13、活动气缸、电机和夹具,所述活动气缸转动安装于下盒体中,所述电机输出端固定连接于活动气缸下端位置,所述夹具固定套设于活动气缸输出端上。
14、优选地,所述夹具上分别开设有螺纹孔和放置槽,所述放置槽用于放置工件,所述夹具通过螺纹孔固定放置槽中的工件。
15、优选地,所述限位机构包括:
16、长槽、储存室和竖直管道,四个所述长槽均开设于下盒体中,且四个长槽分别与第一冲压凹模、第一切除凹模、第二冲压凹模和第二切除凹模相连通,所述长槽用于放置夹具,所述储存室活动套设于活动气缸上,且储存室用于储存液压油,四个所述竖直管道均固定连接于储存室中,且四个竖直管道分别位于四个长槽下方;
17、第一活塞和第二活塞,所述第一活塞和第二活塞分别活动套设于储存室和竖直管道中,且第一活塞和第二活塞与固定连接,所述第一活塞用于驱动液压油流动;
18、第一磁铁、第二磁铁和长板,所述第一磁铁固定连接于第二活塞上,所述第二磁铁固定连接于夹具下端位置,且第一磁铁和第二磁铁相对应,所述长板固定连接于竖直管道上;
19、滑槽和弹簧,所述滑槽开设于长板上,所述弹簧设置于滑槽中,且第一磁铁上端设置于滑槽中;
20、固定板和限位夹,四个所述固定板均固定连接于下盒体中,两个所述限位夹转动安装于固定板上,且两个限位夹配合用于锁定伸缩杆活动端,两个所述限位夹之间的连接处安装有扭簧;
21、引导槽和输出管,两个所述引导槽均开设于固定板上,所述输出管固定连接于储存室上;
22、活动块和移动块,所述活动块活动套设于输出管输出端处,所述移动块滑动套设于引导槽中,且移动块与活动块固定连接,所述移动块与限位夹活动相抵。
23、优选地,所述第一活塞为圆环体结构,所述第一磁铁和第二磁铁异极相吸。
24、优选地,所述弹簧焊接于滑槽中,所述第一磁铁上端滑动套设于滑槽中,且第一磁铁和弹簧自由端固定连接,所述输出管数量为八个,且两个输出管为一组,一组所述输出管输出端分别延伸至固定板两端处。
25、与现有技术相比,本发明具备以下优点:
26、1、本发明通过外置压力机驱动上盒体下移,让第一冲压凹模和第一冲压凸模配合对工件进行冲压作业,之后转动工件位置,在第一切除凹模和第一切除凸模配合对工件进行切除作业,进而生产出一个挡泥板成品,通过转动下一个工件位置,让第二冲压凹模和第二冲压凸模配合对工件进行冲压作业,之后转动工件位置,在第二切除凹模和第二切除凸模配合对工件进行切除作业,进而生产出另一个挡泥板成品,仅需一个模具和压力机完成两个对称成品的生产,以减少压力机的设置和生产成本。
27、2、本发明在工件运动至第一冲压凹模、第一切除凹模、第二冲压凹模和第二切除凹模时,活动气缸输出端带动夹具向下移动,让第一磁铁与第二磁铁之间异极相吸,两个限位夹在扭簧的弹性作用力下恢复初始状态,两个限位夹对伸缩杆活动端解除锁定,使得工件仅在第一冲压凹模、第一切除凹模、第二冲压凹模和第二切除凹模处,上盒体和下盒体才能闭合,避免工件的加工位置出现偏差。
技术特征:
1.一种挡泥板模具,包括基板(1),其特征在于,所述挡泥板模具中设置有:
2.根据权利要求1所述的一种挡泥板模具,其特征在于,驱动所述工件转动的部件包括:
3.根据权利要求2所述的一种挡泥板模具,其特征在于,所述夹具(15)上分别开设有螺纹孔和放置槽,所述放置槽用于放置工件,所述夹具(15)通过螺纹孔固定放置槽中的工件。
4.根据权利要求2所述的一种挡泥板模具,其特征在于,所述限位机构包括:
5.根据权利要求4所述的一种挡泥板模具,其特征在于,所述第一活塞(19)为圆环体结构,所述第一磁铁(21)和第二磁铁(31)异极相吸。
6.根据权利要求4所述的一种挡泥板模具,其特征在于,所述弹簧(24)焊接于滑槽(23)中,所述第一磁铁(21)上端滑动套设于滑槽(23)中,且第一磁铁(21)和弹簧(24)自由端固定连接,所述输出管(28)数量为八个,且两个输出管(28)为一组,一组所述输出管(28)输出端分别延伸至固定板(25)两端处。
技术总结
本发明涉及挡泥板模具技术领域,尤其涉及一种挡泥板模具,包括基板,挡泥板模具中设置有:第一冲压凹模和第一切除凹模,第一冲压凹模和第一切除凹模均开设于下盒体中;第一冲压凸模和第一切除凸模,第一冲压凸模和第一切除凸模均固定连接于上盒体上;第二冲压凹模和第二切除凹模,第二冲压凹模和第二切除凹模均开设于下盒体中;第二冲压凸模和第二切除凸模,第二冲压凸模和第二切除凸模均固定连接于上盒体上;限位机构,限位机构用于限位下盒体和上盒体的闭合位置;本发明通过转动工件位置,进而生产出两个挡泥板成品,仅需一个模具和压力机完成两个对称成品的生产,以减少压力机的设置和生产成本。
技术研发人员:战永嘉,周立涛,徐晓龙
受保护的技术使用者:龙口通力汽车零部件制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!