一种冷轧平整机实现带钢重卷的方法与流程
本发明属于带钢加工,具体涉及一种冷轧平整机实现带钢重卷的方法。
背景技术:
1、带钢是各类轧钢企业,为了适应工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板。
2、现阶段,现有的平整机主要用来生产退火料带钢,没有重卷功能。而冷轧工艺中平整线设计产能和重卷线设计产能不匹配,导致平整机组的产能无法充分发挥,造成产能浪费。另外,相关的连轧线、酸洗线以及18辊轧机有一部分钢卷需要重卷分切,只能送往重卷线进行,导致精整机组产能释放不出来。
3、综上,由于现有的冷轧工艺布局已经不能满足生产需求,制约了生产节奏。同时造成了平整机的产量释放不出来,重卷线因为有较多的返修钢卷不能产能最大化。亟需一种冷轧平整机实现带钢重卷的技术方案。
技术实现思路
1、为此,本发明提供一种冷轧平整机实现带钢重卷的方法,解决传统冷轧平整机无法充分发挥产能,造成产能浪费的问题。
2、为了实现上述目的,本发明提供如下技术方案:一种冷轧平整机实现带钢重卷的方法,包括:
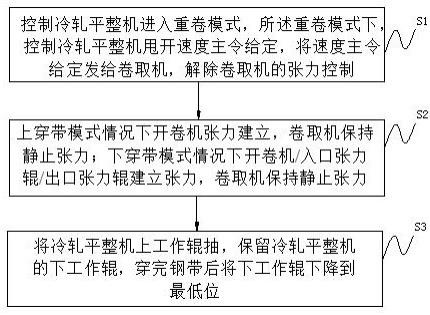
3、控制冷轧平整机进入重卷模式,所述重卷模式下,控制冷轧平整机甩开速度主令给定,将速度主令给定发给卷取机,解除卷取机的张力控制;
4、上穿带模式情况下开卷机张力建立,卷取机保持静止张力;下穿带模式情况下开卷机/入口张力辊/出口张力辊建立张力,卷取机保持静止张力;
5、将冷轧平整机上工作辊抽,保留冷轧平整机的下工作辊,穿完钢带后将下工作辊下降到最低位。
6、作为冷轧平整机实现带钢重卷的方法优选方案,所述重卷模式下,卷取机进入速度控制状态,冷轧平整机上的带钢张力从四段张力变成三段张力:
7、下穿带模式张力在开卷机产生t1,入口张力辊产生t2,出口张力辊产生t3,冷轧平整机产线总张力为:t1+t2+t3。
8、作为冷轧平整机实现带钢重卷的方法优选方案,开卷机产生的张力t1设定按连轧卷曲张力乘以经验系数进行设置,经验系数的取值为0.8~1.0。
9、作为冷轧平整机实现带钢重卷的方法优选方案,入口张力辊产生的张力t2预设为所述重卷模式前的1.0~1.2倍;
10、出口张力辊产生的张力t3预设为所述重卷模式前的1.0~1.2倍。
11、作为冷轧平整机实现带钢重卷的方法优选方案,将下工作辊下降到最低位后,所述重卷模式不切换到换辊模式直接进行行上工作辊抽辊。
12、作为冷轧平整机实现带钢重卷的方法优选方案,所述重卷模式下,冷轧平整机升速之前将入口防皱辊的高低调整到指定位置。
13、作为冷轧平整机实现带钢重卷的方法优选方案,所述重卷模式下:
14、甩开冷轧平整机的主传动运行连锁;
15、甩开冷轧平整机的润滑控制系统;
16、屏蔽冷轧平整机的电机运行信号连锁。
17、作为冷轧平整机实现带钢重卷的方法优选方案,所述重卷模式下:
18、调整重卷模式下停车逻辑;
19、重卷模式进行冷轧平整机就绪信号屏蔽。
20、作为冷轧平整机实现带钢重卷的方法优选方案,所述重卷模式下:
21、进行全线单动、联动逻辑调整;
22、进行建张条件调整。
23、作为冷轧平整机实现带钢重卷的方法优选方案,所述重卷模式下,将冷轧平整机的运行速度限幅不超过500mpm。
24、本发明具有如下优点:通过控制冷轧平整机进入重卷模式,所述重卷模式下,控制冷轧平整机甩开速度主令给定,将速度主令给定发给卷取机,解除卷取机的张力控制;上穿带模式情况下开卷机张力建立,卷取机保持静止张力;下穿带模式情况下开卷机/入口张力辊/出口张力辊建立张力,卷取机保持静止张力;将冷轧平整机上工作辊抽,保留冷轧平整机的下工作辊,穿完钢带后将下工作辊下降到最低位。本发明用卷取机做速度控制主令信号实现全线的重卷功能,可以盘活平整机组的产能,不用繁琐的切入换辊模式进行轧辊的操作,大大的提高了整个冷轧的生产节奏。
技术特征:
1.一种冷轧平整机实现带钢重卷的方法,其特征在于,包括:
2.根据权利要求1所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,所述重卷模式下,卷取机进入速度控制状态,冷轧平整机上的带钢张力从四段张力变成三段张力:
3.根据权利要求2所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,开卷机产生的张力t1设定按连轧卷曲张力乘以经验系数进行设置,经验系数的取值为0.8~1.0。
4.根据权利要求3所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,入口张力辊产生的张力t2预设为所述重卷模式前的1.0~1.2倍;
5.根据权利要求1所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,将下工作辊下降到最低位后,所述重卷模式不切换到换辊模式直接进行行上工作辊抽辊。
6.根据权利要求5所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,所述重卷模式下,冷轧平整机升速之前将入口防皱辊的高低调整到指定位置。
7.根据权利要求1所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,所述重卷模式下:
8.根据权利要求7所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,所述重卷模式下:
9.根据权利要求8所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,所述重卷模式下:
10.根据权利要求9所述的一种冷轧平整机实现带钢重卷的方法,其特征在于,所述重卷模式下,将冷轧平整机的运行速度限幅不超过500mpm。
技术总结
本发明公开一种冷轧平整机实现带钢重卷的方法,通过控制冷轧平整机进入重卷模式,所述重卷模式下,控制冷轧平整机甩开速度主令给定,将速度主令给定发给卷取机,解除卷取机的张力控制;上穿带模式情况下开卷机张力建立,卷取机保持静止张力;下穿带模式情况下开卷机/入口张力辊/出口张力辊建立张力,卷取机保持静止张力;将冷轧平整机上工作辊抽,保留冷轧平整机的下工作辊,穿完钢带后将下工作辊下降到最低位。本发明用卷取机做速度控制主令信号实现全线的重卷功能,可以盘活平整机组的产能,不用繁琐的切入换辊模式进行轧辊的操作,大大的提高了整个冷轧的生产节奏。
技术研发人员:唐会龙,田飞,赵丁藏,张益龙,谭卫锋,胡宏军,曾葵,刘兴定
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!