一种轴承滚轮自动组装机的组装机构及其工艺流程的制作方法
本发明属于轴承滚轮制造,具体涉及一种轴承滚轮自动组装机的组装机构及其工艺流程。
背景技术:
1、滚轮是现今生活中一种常用的机械零件,其使用于一些常见的用品或设备。一般而言,滚轮通常会搭配轮轴来使用,其中轮轴安装在滚轮的轴孔中,并作为滚轮旋转时的轴芯。轴承滚轮在行业中用来装配于各类收纳箱底部使收纳箱具有移动功能,其结构由滚轮主轴、钢珠、滚轮内外圈的组装而成。
2、由于该组装复杂,目前采用人工手动组装,并利用工装治具辅助定位来对其进行组装装配,其人工组装步骤是将滚轮主轴定位后,依次将第一内圈、滚轮外圈、十一颗钢珠,第二内圈按照先后顺序组装成型,还需要在钢珠表面滴上适量的润滑油进行润滑,最后使用铁锤对准敲击组装后的内圈将内圈嵌入滚轮主轴与钢珠两边方可组装完成;人工组装需要耗费大量的劳动力,并且效率及其低下、人工成本高、产能低,并且成品不良率高,无法达到正常的效益。
技术实现思路
1、为了解决现有的轴承滚轮通过人工组装需要耗费大量的劳动力,并且效率及其低下、人工成本高、产能低,并且成品不良率高,无法达到正常的效益的问题。
2、本发明的技术方案如下:
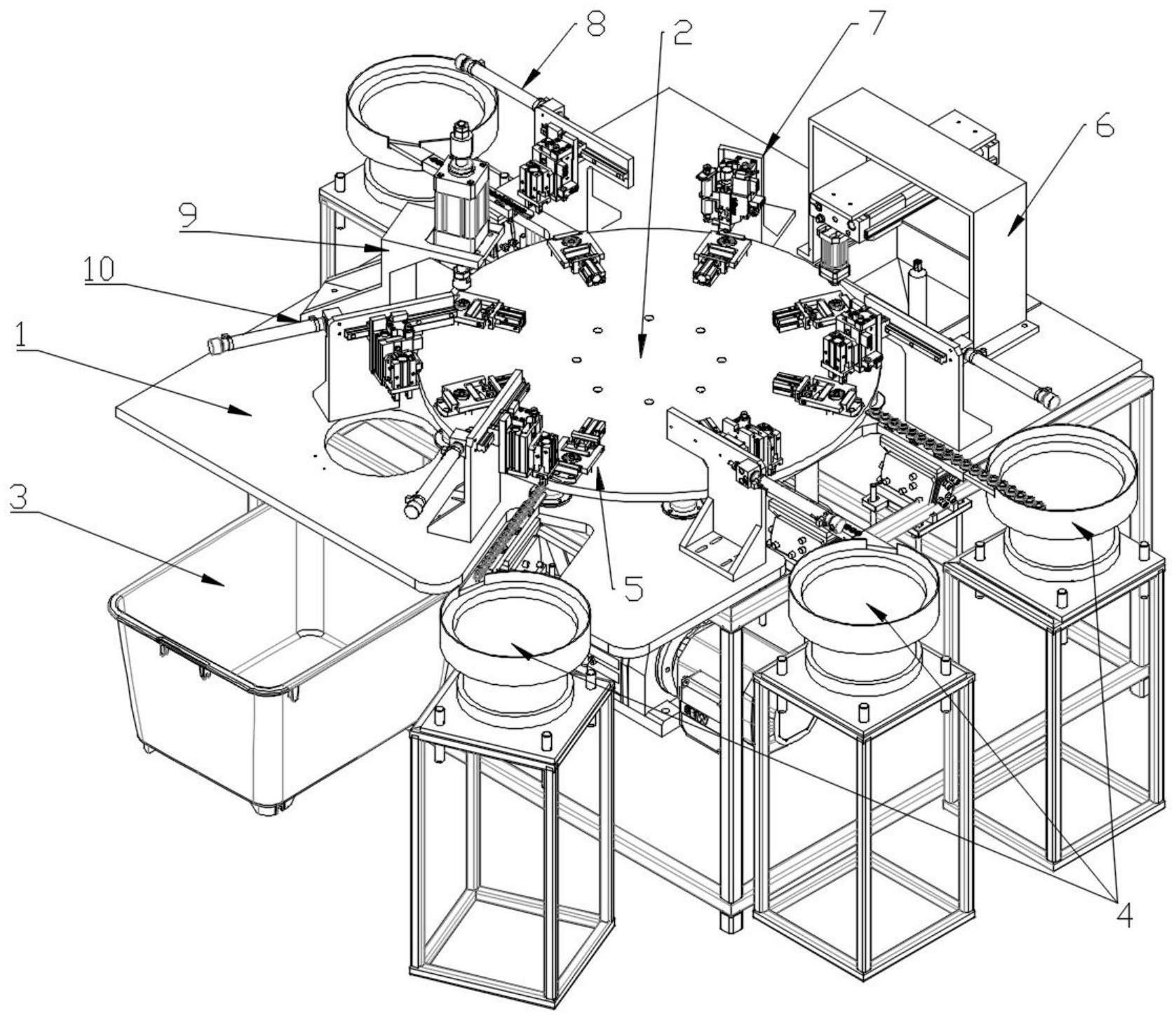
3、一种轴承滚轮自动组装机的组装机构,包括用于放置轴承滚轮部件的定位机构,定位机构按工序依次经过有若干个第一上料机构、钢珠上料机构、钢珠润滑机构、第二上料机构、冲压机构以及出料机构;
4、所述第一上料机构和第二上料机构包括送料结构以及振动出料结构,所述送料结构包括第一固定支架,所述第一固定支架正面设置有第一滑轨,所述第一滑轨上具有第一滑块,所述第一滑块上固定有第一滑台气缸,所述第一滑台气缸的滑台上固定连接有第一气动手指,所述第一固定支架反面设置有第一微型圆柱气缸,所述第一微型圆柱气缸的输出端穿过第一固定支架与第一滑块固定连接。
5、进一步的,还包括八工位分割器机组,所述八工位分割器机组顶部具有转盘及机台,所述定位机构设置于转盘上,所述第一上料机构具有三个,分别是用于滚轮主轴上料的第一上料机构、用于滚轮第二内圈上料的第一上料机构、用于滚轮外圈上料的第一上料机构、所述第二上料机构具有一个,所述第二上料机构用于滚轮第一内圈上料,所述转盘外按工序依次设置有用于滚轮主轴上料的第一上料机构、用于滚轮第二内圈上料的第一上料机构、用于滚轮外圈上料的第一上料机构、钢珠上料机构、钢珠润滑机构、用于滚轮第一内圈上料的第二上料机构、冲压机构以及出料机构。
6、进一步的,所述定位机构包括滚轮轴定位块,所述滚轮轴定位块顶部固定有安装槽,所述安装槽的两侧具有限位块a和限位块b,所述滚轮轴定位块上还设置有与限位块a和限位块b配合的整形机构;
7、所述整形机构包括第二气动手指,所述第二气动手指的输出端具有夹块a和夹块b,所夹块a和夹块b外侧端分别与一夹块c和一夹块d固定连接,所述限位块a和限位块b对夹块c和夹块d进行限位,所述夹块c和夹块d沿限位块a和限位块b之间运动,所述夹块c和夹块d呈l形;
8、所述夹块a和夹块b上开设有安装孔,所述安装孔内具有螺纹,所述夹块c和夹块d上开设有通孔,所述通孔内具有螺纹,所述夹块a通过一螺栓a与夹块c固定连接,所述夹块b通过一螺栓b与夹块d固定连接。
9、进一步的,所述振动出料结构包括内置产品零件的出料振动盘,所述出料振动盘包括底盘,所述底盘顶部设置有料仓和螺旋轨道,所述螺旋轨道末端从出料振动盘内延伸至出料振动盘外部与一出料轨道的一端配合送料,所述出料轨道另一端朝向转盘,所述出料轨道底部固定有直线振动盘。
10、进一步的,所述钢珠上料机构包括呈几字形的固定座,所述固定座下方设置有用于存放钢珠的钢珠料斗,所述钢珠料斗内设置有用于吸取钢珠的钢珠顶升机构,所述固定座上具有用于转运钢珠的驱动装置;
11、进一步的,所述钢珠顶升机构包括设置在钢珠料斗内的顶升气缸,所述顶升气缸顶部固定有托台,所述顶升气缸驱动托台上下移动,所述托台的顶部呈环形分布有凹槽,所述托台中部开设有由上至下贯穿托台的圆槽,所述圆槽位于环形分布的凹槽内侧,所述托台的外壁上开设有与圆槽相通的落料口;
12、所述驱动装置包括固定于固定座顶部内侧端的无杆气缸,所述无杆气缸的移动端固定有单活塞杆气缸,所述单活塞杆气缸的输出端固定有磁吸结构;
13、所述磁吸结构包括上模体,所述上模体包括内模和外模,所述内模固定在一电磁铁的底部,且与电磁铁内置于所述外模内,所述内模与外模之间设有与底部相通的间隙,所述内模的底部外边缘与外模的底部内边缘共同形成有环状的珠槽,所述珠槽与所述凹槽共同组成的圆圈相匹配。
14、进一步的,所述钢珠润滑机构包括挤压阀固定支架,所述挤压阀固定支架上固定有第三滑台气缸,所述第三滑台气缸的移动端上固定有挤压阀。
15、进一步的,所述冲压机构包括冲压固定支架,所述冲压固定支架呈z形,所述冲压固定支架顶部固定有标准气缸,所述标准气缸的输出端穿过所述冲压固定支架并固定连接有冲压块。
16、进一步的,所述出料机构包括第二固定支架,所述第二固定支架正面设置有第二滑轨,所述第二滑轨上具有第二滑块,所述第二滑块上固定有第二滑台气缸,所述第二滑台气缸的滑台上固定连接有第三气动手指,所述第二固定支架反面设置有第二微型圆柱气缸,所述第二微型圆柱气缸的输出端穿过第二固定支架与第二滑块固定连接。
17、进一步的,所述八工位分割器机组的机台上开设有孔洞,孔洞下方固定有与八工位分割器机组固定连接的收纳框。
18、一种轴承滚轮自动组装机的组装工艺流程,所述工艺流程包括如下步骤:
19、步骤1:通过若干个第一上料机构将滚轮主轴、滚轮第二内圈以及滚轮外圈放置在定位机构上进行初次安装;
20、步骤2:钢珠上料机构吸取钢珠并将钢珠放置在定位机构内的进行第二次安装;
21、步骤3:钢珠润滑机构对钢珠进行润滑;
22、步骤4:第二上料机构放置滚轮第一内圈至定位机构内,组装初步完成;
23、步骤5:冲压机构对准并冲压定位机构上的滚轮第二外圈表面,滚轮轴承嵌合装配完成;
24、步骤6:及出料机构定位机构松开,轴承滚轮夹取机构将轴承滚轮定位机构上的轴承滚轮夹取出转盘,送至收纳筐中,以上完成一个周期的组装。
25、与现有技术相比,本发明具有如下有益效果:
26、本发明设计的一种轴承滚轮自动组装机的组装机构实现了集上料、传送、钢珠吸取筛选、钢珠上料、润滑液喷涂、冲压装配和下料于一体,其轴承滚轮组装过程全自动化操作,无需人手参与组装,其不但大大降低了劳动强度和劳务成本,而且组装效率高、组装效果好,使用方便、快捷,便于导入使用的轴承滚轮自动组装机。
技术特征:
1.一种轴承滚轮自动组装机的组装机构,其特征在于,包括用于放置轴承滚轮部件的定位机构,定位机构按工序依次经过有若干个第一上料机构、钢珠上料机构、钢珠润滑机构、第二上料机构、冲压机构以及出料机构;
2.根据权利要求1所述的一种轴承滚轮自动组装机的组装机构,其特征在于,还包括八工位分割器机组,所述八工位分割器机组顶部具有转盘及机台,所述定位机构设置于转盘上,所述第一上料机构具有三个,分别是用于滚轮主轴上料的第一上料机构、用于滚轮第二内圈上料的第一上料机构、用于滚轮外圈上料的第一上料机构、所述第二上料机构具有一个,所述第二上料机构用于滚轮第一内圈上料,所述转盘外按工序依次设置有用于滚轮主轴上料的第一上料机构、用于滚轮第二内圈上料的第一上料机构、用于滚轮外圈上料的第一上料机构、钢珠上料机构、钢珠润滑机构、用于滚轮第一内圈上料的第二上料机构、冲压机构以及出料机构。
3.根据权利要求1或2所述的一种轴承滚轮自动组装机的组装机构,其特征在于,所述定位机构包括滚轮轴定位块,所述滚轮轴定位块顶部固定有安装槽,所述安装槽的两侧具有限位块a和限位块b,所述滚轮轴定位块上还设置有与限位块a和限位块b配合的整形机构;
4.根据权利要求1或2所述的一种轴承滚轮自动组装机的组装机构,其特征在于,所述振动出料结构包括内置产品零件的出料振动盘,所述出料振动盘包括底盘,所述底盘顶部设置有料仓和螺旋轨道,所述螺旋轨道末端从出料振动盘内延伸至出料振动盘外部与一出料轨道的一端配合送料,所述出料轨道另一端朝向转盘,所述出料轨道底部固定有直线振动盘。
5.根据权利要求1或2所述的一种轴承滚轮自动组装机的组装机构,其特征在于,所述钢珠上料机构包括呈几字形的固定座,所述固定座下方设置有用于存放钢珠的钢珠料斗,所述钢珠料斗内设置有用于吸取钢珠的钢珠顶升机构,所述固定座上具有用于转运钢珠的驱动装置;
6.根据权利要求1或2所述的一种轴承滚轮自动组装机的组装机构,其特征在于,所述钢珠润滑机构包括挤压阀固定支架,所述挤压阀固定支架上固定有第三滑台气缸,所述第三滑台气缸的移动端上固定有挤压阀。
7.根据权利要求1或2所述的一种轴承滚轮自动组装机的组装机构,其特征在于,所述冲压机构包括冲压固定支架,所述冲压固定支架呈z形,所述冲压固定支架顶部固定有标准气缸,所述标准气缸的输出端穿过所述冲压固定支架并固定连接有冲压块。
8.根据权利要求1或2所述的一种轴承滚轮自动组装机的组装机构,其特征在于,所述出料机构包括第二固定支架,所述第二固定支架正面设置有第二滑轨,所述第二滑轨上具有第二滑块,所述第二滑块上固定有第二滑台气缸,所述第二滑台气缸的滑台上固定连接有第三气动手指,所述第二固定支架反面设置有第二微型圆柱气缸,所述第二微型圆柱气缸的输出端穿过第二固定支架与第二滑块固定连接。
9.根据权利要求2所述的一种轴承滚轮自动组装机的组装机构,其特征在于,所述八工位分割器机组的机台上开设有孔洞,孔洞下方固定有与八工位分割器机组固定连接的收纳框。
10.一种轴承滚轮自动组装机的组装工艺流程,其特征在于,所述工艺流程利用如权利要求9一种轴承滚轮自动组装机的组装机构实现,所述工艺流程包括如下步骤:
技术总结
本发明涉及一种轴承滚轮自动组装机的组装机构,包括用于放置轴承滚轮部件的定位机构,定位机构按工序依次经过有若干个第一上料机构、钢珠上料机构、钢珠润滑机构、第二上料机构、冲压机构以及出料机构;本发明涉及的一种轴承滚轮自动组装机的组装机构集上料、传送、钢珠吸取筛选、钢珠上料、润滑液喷涂、冲压装配和下料于一体,其轴承滚轮组装过程全自动化操作,无需人手参与组装,其不但大大降低了劳动强度和劳务成本,而且组装效率高、组装效果好,使用方便、快捷。
技术研发人员:卢梦飞
受保护的技术使用者:福建富兰光学股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!