叉车倾斜油缸自动装配线的制作方法
本发明涉及油缸装配,具体为叉车倾斜油缸自动装配线。
背景技术:
1、叉车油缸:即液压缸,液压缸是输出力和活塞有效面积及其两边的压差成正比的直线运动式执行元件,它的职能是将液压能转换成机械能。液压缸的输入量是流体的流量和压力,输出的是直线运动速度和力。液压缸的活塞能完成直线往复运动,输出的直线位移是有限的。液压缸是将液压能转换为往复直线运动的机械能的能量转换装置。液压缸基本上由缸筒和缸盖、活塞和活塞杆、密封装置、缓冲装置与排气装置组成。现有的技术在对叉车倾斜油缸进行装配时存在以下问题:
2、目前,现有的技术在对叉车倾斜油缸进行装配时,在整个装配过程中,大多无法做到全自动装配,从而导致油缸的装配效率低下,同时,需要投入大量的人力来完成油缸的装配,进而导致油缸装配的人力作业成本较高,针对上述问题,发明人提出叉车倾斜油缸自动装配线用于解决上述问题。
技术实现思路
1、为了解决油缸的装配效率低下以及油缸装配的人力作业成本较高的问题;本发明的目的在于提供叉车倾斜油缸自动装配线。
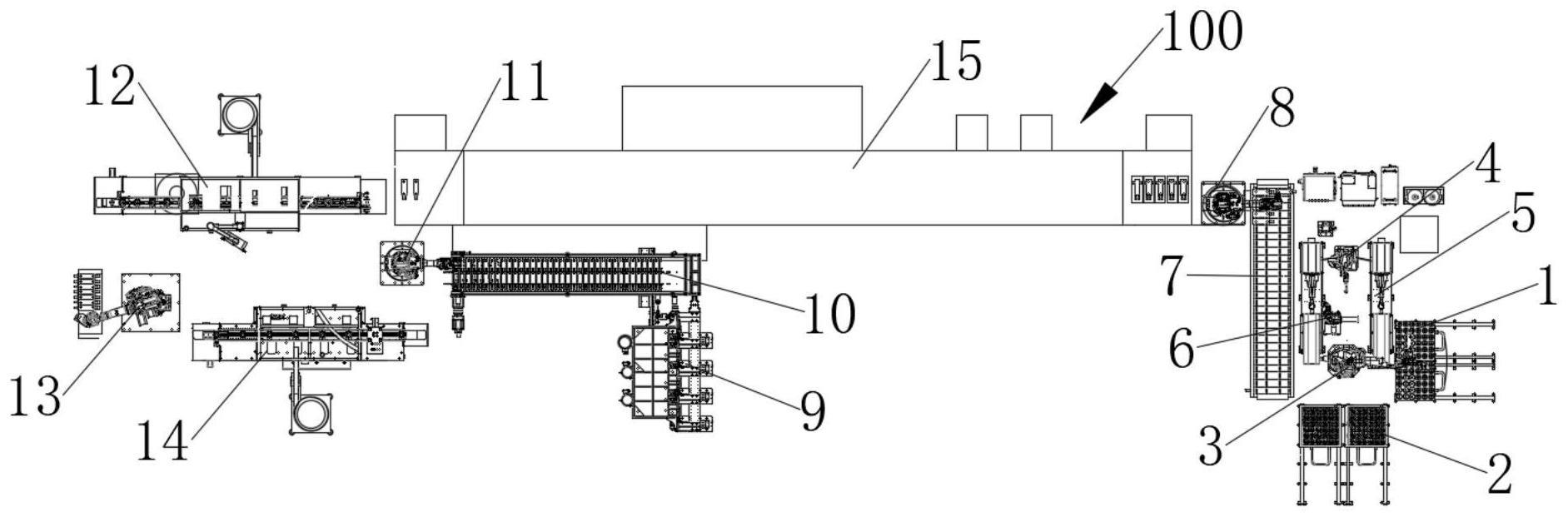
2、为解决上述技术问题,本发明采用如下技术方案:叉车倾斜油缸自动装配线,包括自动装配流水线,所述自动装配流水线由缸底料库、缸筒料库、组件料库、第一抓举机器人、焊接机器人、两个环缝焊接平台、缸筒位置纠偏机构、第一板链输送线、第二抓举机器人、第二板链输送线、第三抓举机器人、第一多工位装配平台、码垛机器人、第二多工位装配平台及超声波清洗机组成,所述环缝焊接平台的上表面固定安装有设备仓,所述环缝焊接平台的上表面固定安装有两个机座,两个所述机座的相对侧均转动安装有转轴,所述设备仓内的驱动电机和其中一个转轴的一端固定连接,两个所述转轴的一端均固定设有夹具盘,所述环缝焊接平台的上表面分别设有接料机构和推料机构,所述转轴和夹具盘之间设有调节机构。
3、优选地,所述第一板链输送线的表面固定安装有均匀分布的放置架。
4、优选地,所述接料机构包括v型接料斗,所述v型接料斗的下表面和环缝焊接平台的上表面活动接触,所述环缝焊接平台的表面转动安装有第一转动杆,所述第一转动杆的一端和v型接料斗的下表面固定连接,所述第一转动杆远离v型接料斗的一端固定安装有第一齿轮。
5、优选地,所述v型接料斗的内部滑动设有推动板,所述v型接料斗的内壁开设有两个滑槽,两个所述滑槽的内壁均滑动连接有滑块,两个所述滑槽的内壁均固定安装有伸缩弹簧,所述伸缩弹簧的一端和滑块的一侧固定连接,两个所述滑块的相对侧均固定安装有拉动杆,所述拉动杆远离滑块的一端和推动板的一侧固定连接。
6、优选地,所述推料机构包括u型推动座,所述u型推动座的一侧固定安装有推动杆,所述环缝焊接平台的表面转动安装有两个第二转动杆,两个所述第二转动杆的一端均固定安装有传动轮,两个所述传动轮之间传动连接有传动带,所述传动带的外壁固定安装有移动块,所述移动块的上表面固定安装有驱动杆,所述u型推动座的内壁开设有条形槽,所述驱动杆远离移动块的一端和条形槽的内壁活动接触,其中一个所述第二转动杆的另一端固定安装有第二齿轮。
7、优选地,所述环缝焊接平台的上表面开设有两个第一导向槽,两个所述第一导向槽的内壁均滑动连接有第一导向块,两个所述第一导向块的上表面和u型推动座的下表面固定连接。
8、优选地,所述环缝焊接平台的下表面固定设有伺服电机,所述伺服电机的驱动输出端固定安装有第三转动杆,所述第三转动杆远离伺服电机的一端和环缝焊接平台的下表面转动连接,所述第三转动杆的外壁固定安装有扇形齿轮,所述扇形齿轮和第一齿轮啮合连接,所述扇形齿轮和第二齿轮相对应。
9、优选地,所述伺服电机的端部固定安装有l型支撑架,所述l型支撑架和环缝焊接平台的下表面固定连接。
10、优选地,所述调节机构包括两个空心杆,一个所述空心杆的一端和一个转轴的一端固定连接,两个所述空心杆的内部均滑动设有调节杆,一个所述调节杆的一端和一个夹具盘的一侧固定连接,两个所述空心杆的内壁均转动安装有丝杠,所述调节杆远离夹具盘的一端和丝杠的一端螺纹转动连接,两个所述调节杆的内部均开设有活动腔,所述丝杠贯穿活动腔,两个所述丝杠的一端均固定安装有蜗轮,两个所述空心杆的一端均转动安装有蜗杆,所述蜗杆和蜗轮啮合连接,两个所述蜗杆的一端均固定安装有调节手柄。
11、优选地,两个所述空心杆的内壁均开设有两个第二导向槽,所述第二导向槽的内壁滑动连接有第二导向块,所述调节杆远离夹具盘的一端和两个第二导向块的相对侧固定连接。
12、与现有技术相比,本发明的有益效果在于:
13、1、本发明中,自动装配流水线将整个加工过程分为:焊接工段、清洗工段、活塞杆组件螺母防松工段及自动装配工段,各个组件在装配加工的过程中有序的完成缸筒及缸底的焊接、清洗、配件组装及整体装配,以及装配后的自动码垛,从而方便的实现了油缸的全自动装配,进而有效的提高了油缸的装配效率,同时,降低了大量的人力作业成本;
14、2、本发明中,通过驱动两个调节杆水平移动,两个调节杆使两个夹具盘同步水平移动,使两个夹具盘之间的间距与待焊接缸筒及缸底的长度尺寸相匹配,从而便于实现不同长度缸底及缸筒的夹持作业,进而有效的提高了环缝焊接平台的灵活性;
15、3、本发明中,通过接料机构与推料机构的相互配合,完成焊接加工结束后的缸筒及缸底的自动推出,并将缸筒及缸底推动至放置架内,使焊接加工结束后的缸筒及缸底与环缝焊接平台分离,从而方便的实现了焊接后的缸筒及缸底的自动出料,进而有效的降低了第一抓举机器人的作业量,同时有效的提高了第一抓举机器人的使用寿命。
技术特征:
1.叉车倾斜油缸自动装配线,包括自动装配流水线(100),其特征在于:所述自动装配流水线(100)由缸底料库(1)、缸筒料库(2)、组件料库(9)、第一抓举机器人(3)、焊接机器人(4)、两个环缝焊接平台(5)、缸筒位置纠偏机构(6)、第一板链输送线(7)、第二抓举机器人(8)、第二板链输送线(10)、第三抓举机器人(11)、第一多工位装配平台(12)、码垛机器人(13)、第二多工位装配平台(14)及超声波清洗机(15)组成,所述环缝焊接平台(5)的上表面固定安装有设备仓(51),所述环缝焊接平台(5)的上表面固定安装有两个机座(52),两个所述机座(52)的相对侧均转动安装有转轴(53),所述设备仓(51)内的驱动电机和其中一个转轴(53)的一端固定连接,两个所述转轴(53)的一端均固定设有夹具盘(54),所述环缝焊接平台(5)的上表面分别设有接料机构(20)和推料机构(30),所述转轴(53)和夹具盘(54)之间设有调节机构(80)。
2.如权利要求1所述的叉车倾斜油缸自动装配线,其特征在于,所述第一板链输送线(7)的表面固定安装有均匀分布的放置架(71)。
3.如权利要求1所述的叉车倾斜油缸自动装配线,其特征在于,所述接料机构(20)包括v型接料斗(21),所述v型接料斗(21)的下表面和环缝焊接平台(5)的上表面活动接触,所述环缝焊接平台(5)的表面转动安装有第一转动杆(22),所述第一转动杆(22)的一端和v型接料斗(21)的下表面固定连接,所述第一转动杆(22)远离v型接料斗(21)的一端固定安装有第一齿轮(23)。
4.如权利要求3所述的叉车倾斜油缸自动装配线,其特征在于,所述v型接料斗(21)的内部滑动设有推动板(24),所述v型接料斗(21)的内壁开设有两个滑槽(25),两个所述滑槽(25)的内壁均滑动连接有滑块(26),两个所述滑槽(25)的内壁均固定安装有伸缩弹簧(27),所述伸缩弹簧(27)的一端和滑块(26)的一侧固定连接,两个所述滑块(26)的相对侧均固定安装有拉动杆(28),所述拉动杆(28)远离滑块(26)的一端和推动板(24)的一侧固定连接。
5.如权利要求3所述的叉车倾斜油缸自动装配线,其特征在于,所述推料机构(30)包括u型推动座(31),所述u型推动座(31)的一侧固定安装有推动杆(311),所述环缝焊接平台(5)的表面转动安装有两个第二转动杆(34),两个所述第二转动杆(34)的一端均固定安装有传动轮(35),两个所述传动轮(35)之间传动连接有传动带(36),所述传动带(36)的外壁固定安装有移动块(37),所述移动块(37)的上表面固定安装有驱动杆(38),所述u型推动座(31)的内壁开设有条形槽(39),所述驱动杆(38)远离移动块(37)的一端和条形槽(39)的内壁活动接触,其中一个所述第二转动杆(34)的另一端固定安装有第二齿轮(41)。
6.如权利要求5所述的叉车倾斜油缸自动装配线,其特征在于,所述环缝焊接平台(5)的上表面开设有两个第一导向槽(32),两个所述第一导向槽(32)的内壁均滑动连接有第一导向块(33),两个所述第一导向块(33)的上表面和u型推动座(31)的下表面固定连接。
7.如权利要求5所述的叉车倾斜油缸自动装配线,其特征在于,所述环缝焊接平台(5)的下表面固定设有伺服电机(42),所述伺服电机(42)的驱动输出端固定安装有第三转动杆(44),所述第三转动杆(44)远离伺服电机(42)的一端和环缝焊接平台(5)的下表面转动连接,所述第三转动杆(44)的外壁固定安装有扇形齿轮(45),所述扇形齿轮(45)和第一齿轮(23)啮合连接,所述扇形齿轮(45)和第二齿轮(41)相对应。
8.如权利要求7所述的叉车倾斜油缸自动装配线,其特征在于,所述伺服电机(42)的端部固定安装有l型支撑架(43),所述l型支撑架(43)和环缝焊接平台(5)的下表面固定连接。
9.如权利要求1所述的叉车倾斜油缸自动装配线,其特征在于,所述调节机构(80)包括两个空心杆(81),一个所述空心杆(81)的一端和一个转轴(53)的一端固定连接,两个所述空心杆(81)的内部均滑动设有调节杆(82),一个所述调节杆(82)的一端和一个夹具盘(54)的一侧固定连接,两个所述空心杆(81)的内壁均转动安装有丝杠(85),所述调节杆(82)远离夹具盘(54)的一端和丝杠(85)的一端螺纹转动连接,两个所述调节杆(82)的内部均开设有活动腔(86),所述丝杠(85)贯穿活动腔(86),两个所述丝杠(85)的一端均固定安装有蜗轮(87),两个所述空心杆(81)的一端均转动安装有蜗杆(88),所述蜗杆(88)和蜗轮(87)啮合连接,两个所述蜗杆(88)的一端均固定安装有调节手柄(89)。
10.如权利要求9所述的叉车倾斜油缸自动装配线,其特征在于,两个所述空心杆(81)的内壁均开设有两个第二导向槽(83),所述第二导向槽(83)的内壁滑动连接有第二导向块(84),所述调节杆(82)远离夹具盘(54)的一端和两个第二导向块(84)的相对侧固定连接。
技术总结
本发明公开叉车倾斜油缸自动装配线,涉及油缸装配技术领域;而本发明包括自动装配流水线,自动装配流水线由缸底料库、缸筒料库、组件料库、第一抓举机器人、焊接机器人、两个环缝焊接平台、缸筒位置纠偏机构、第一板链输送线、第二抓举机器人、第二板链输送线、第三抓举机器人、第一多工位装配平台、码垛机器人、第二多工位装配平台及超声波清洗机组成;本发明中,自动装配流水线中的各个组件在装配加工的过程中有序的完成缸筒及缸底的焊接、清洗、配件组装及整体装配,以及装配后的自动码垛,从而方便的实现了油缸的全自动装配,进而有效的提高了油缸的装配效率,同时,降低了大量的人力作业成本。
技术研发人员:马彬荣,朱征东,郑继斌,毕书明,林康铭,陈立
受保护的技术使用者:浙江华昌液压机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!