一种自动焊接系统及其控制方法、装置、设备及介质与流程
本发明涉及自动焊接,具体涉及一种自动焊接系统及其控制方法、装置、设备及介质。
背景技术:
1、目前的3d视觉检测模块,一般是基于线激光和被测物体的相对直线运动,扫描出被测物体的表面形态。而针对直径较大的圆形物体的线扫描成像,通常采用3d视觉检测模块加旋转装置的组合,通过匀速转动底部的旋转装置,最终形成一幅矩形图像。然而这种方法的缺点是圆形的物体被展开为一条直线,存在畸变,不能反映真实物体的形状和坐标位置,即使配合九点标定也无法得到其真实的三维坐标,达到利用视觉引导机器人进行焊接加工的目的,从而影响自动焊接的精确度,降低焊接质量。
技术实现思路
1、有鉴于此,本发明提供了一种自动焊接系统及其控制方法、装置、设备及介质,以解决获取环形焊接面存在畸变导致焊接不精准的问题。
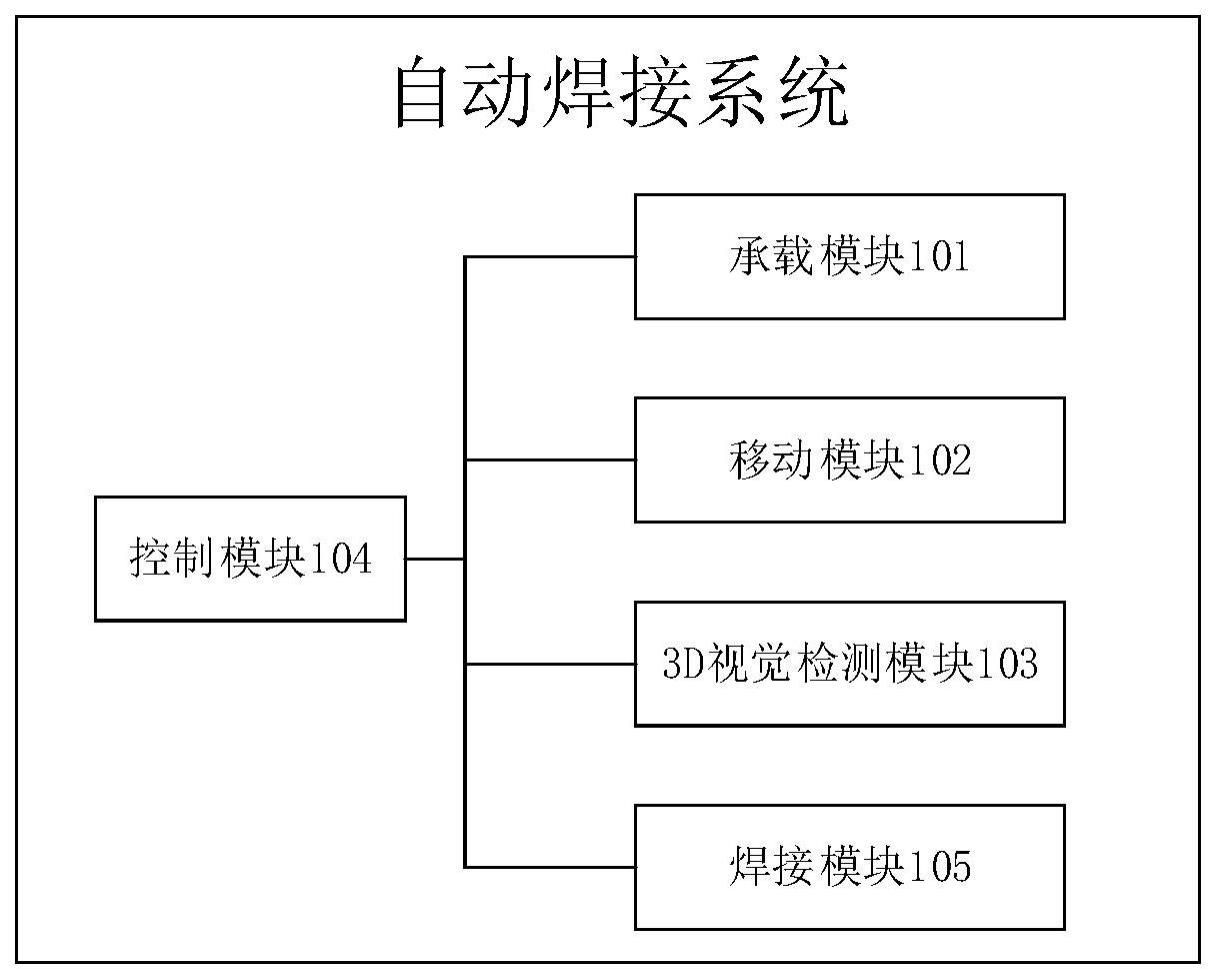
2、第一方面,本发明提供了一种自动焊接系统,用于对待焊接工件的环形焊接端面进行焊接,系统包括:
3、承载模块,包括承载台面,承载台面上设有旋转装置,用于放置待焊接工件并带动其进行旋转;
4、移动模块,固定于承载台面,用于带动3d视觉检测模块进行移动;
5、3d视觉检测模块,固定于移动模块末端,用于对待焊接工件进行图像采集;
6、控制模块,固定于承载台面,用于控制3d视觉检测模块对待焊接工件进行图像采集,并通过与预设第一算法及预设图像处理算法生成环形焊接端面的3d点云图,并按照3d点云图控制焊接模块进行焊接;
7、焊接模块,固定于承载台面,用于对待焊接工件的环形焊接端面的焊接点进行焊接。
8、本发明实施例提供的自动焊接系统,通过在承载模块上安装其他模块,由控制模块控制移动模块来带动3d视觉检测模块进行移动,移动过程中对待焊接工件进行图像采集,并通过预设矫正算法及预设图像处理算法将获取的矩形深度图像转化为3d点云图,根据3d点云图控制焊接模块进行焊接。本发明通过对图像采集、图像矫正、图像处理及自动焊接进行控制,能够实现高精度的自动焊接,且能够保证焊接质量。
9、第二方面,本发明提供了一种自动焊接系统的控制方法,方法包括:
10、控制3d视觉检测模块移动至待焊接工件的环形焊接端面上方的预设高度处,并基于3d视觉检测模块的成像清晰原则确定3d视觉检测模块的固定位置、激光强度及相机参数;
11、控制待焊接工件于旋转装置上进行预设角度的匀速旋转,并控制3d视觉检测模块对待焊接工件进行图像采集,获取环形焊接端面的矩形深度图像;
12、根据预设矫正算法对矩形深度图像进行二次矫正,获取环形焊接端面的环形深度图像,并根据预设图像处理算法将环形深度图像转换为3d点云图;
13、按照预设九点标定原则对3d点云图进行标定,获取环形焊接端面内所有焊接点的中心点坐标,并根据中心点坐标控制焊接模块进行焊接。
14、本发明实施例提供的自动焊接系统的控制方法,通过控制3d视觉检测模块移动至待焊接工件的环形焊接端面上方预设高度处,确定其固定位置、激光强度及相机参数来保证成像清晰,控制待焊接工件匀速旋转并控制3d视觉检测模块进行图像采集,获取环形焊接端面的矩形深度图像,采用预设矫正算法将矩形深度图像还原为环形深度图像,并通过预设图像处理算法获取环形焊接端面的3d点云图,按照3d点云图进行自动焊接。本发明通过矫正算法对3d视觉检测模块获取的矩形深度图像进行处理,并结合图像处理算法获取环形焊接面的3d云图,能够对3d视觉检测模块获取的深度图像进行线性畸变矫正,获取环形物体的精确、真实的三维坐标位置,从而引导机器人进行精确自动焊接,提高焊接质量。
15、在一种可选的实施方式中,预设矫正算法的计算过程,包括:径向线性畸变矫正及极坐标转换;径向线性畸变矫正的过程:基于旋转扫描过程中环形焊接端面不同半径处采样间隔的线性变化原则,对矩形深度图像内的第一像素坐标(x0,y0)进行径向降采样,采样系数k的计算公式如下:
16、
17、其中,h为矩形深度图像的高度像素值,w为矩形深度图像的宽度像素值;通过降采样将矩形深度图像转换为对应的梯形深度图像,对应第二像素坐标点为(x1,y1);通过对沿x轴方向上k个像素的灰度值gray求平均来获取平均灰度值avegray,并代替k个像素中心处的灰度值gray,求平均公式如下所示:
18、
19、根据矩形深度图像与对应梯形深度图像之间的坐标及灰度值映射关系,来获取梯形深度图像的二维平面坐标及平均灰度值映射关系,公式如下所示:
20、x1=x0/k
21、y1=y0
22、
23、极坐标转换的过程:基于圆环展开的逆过程,计算第二像素坐标点(x1,y1)对应到圆环上后与x轴的夹角α,计算公式如下所示:
24、
25、根据夹角对梯形深度图像进行极坐标转换,将梯形深度图像转换为环形深度图像,对应第三像素坐标点为(x2,y2);根据梯形深度图像与对应环形深度图像之间的坐标及灰度值映射关系,来获取环形深度图像的二维平面坐标及平均灰度值映射关系,公式如下所示:
26、x2=(h-2πw+2πy0)cosα
27、y2=(h-2πw+2πy0)sinα
28、
29、本发明通过在待焊接工件旋转过程中进行图像采集,由于3d视觉检测模块的臊面频率固定,而待焊接工件环形焊接端面的内外圈由于角速度固定、线速度不同,导致内外圈采样间隔不一致,使得环形焊接端面沿径向产生线性畸变,即径向方向上越往内圈真实形状被拉伸的效应越明显。真实圆环形状的物体被展开后本应是一个梯形,但是由于线性畸变效应的存在,使得形成的图像为长条矩形,因此预设矫正算法能够实现直线转圆,消除线性畸变影响并找到不同坐标系下坐标和灰度值的映射关系。
30、在一种可选的实施方式中,在待焊接工件的环形焊接端面内选取感兴趣区域,对还原后的环形深度图像内感兴趣区域内的像素进行图像处理。
31、本发明通过在环形焊接端面内划分出感兴趣区域,将图像待计算区域由整幅图像缩小至局部感兴趣区域,图像中感兴趣区域外的像素不参与计算,屏蔽多余区域,能够有效降低数据的传输的计算量,并消除噪声影响。
32、在一种可选的实施方式中,3d视觉检测模块的激光入射方向与环形焊接端面的圆心对齐,且根据3d视觉检测模块的激光扫描范围设置3d视觉检测模块的预设高度。
33、本发明采用3d视觉检测模块对环形焊接端面进行图像采集,通过发射激光至环形焊接端面,并根据返回激光线获取环形焊接端面的形状,因此将3d视觉检测模块的激光入射方向与环形焊接端面的圆心对齐,且固定在距离环形焊接端面的预设高度处,能够保证环形焊接端面始终处于3d视觉检测模块的扫描视野内,保证反射回的激光线能够被相机接收,减少采集误差。
34、在一种可选的实施方式中,待焊接工件的匀速旋转精度与3d视觉检测模块的行加帧触发频率保持匹配,且待焊接工件匀速旋转的起始和终止信号与3d视觉检测模块的图像采集起始和终止信号对应。
35、本发明通过3d视觉检测模块采集环形焊接端面的图像,在图像采集过程中要保持待焊接工件的匀速旋转精度与相机的触发频率相匹配,并且旋转与采集同时开始、同时结束,如此才能够保证图像采集成功。
36、在一种可选的实施方式中,根据预设图像处理算法将环形深度图像转换为3d点云图的过程,包括:选取环形深度图像内的感兴趣区域,通过预设图像处理算法将环形深度图像的灰度值转化为高度坐标,并结合环形深度图像的二维平面坐标,将环形深度图像转换为环形焊接端面的3d点云图。
37、本发明3d视觉检测模块获取的只是深度图像,需要通过图像处理才能够转换为3d点云图。其中,环形深度图像不同像素坐标点的灰度值代表此处的高度,因此将其转化为高度坐标,并结合二维平面坐标,能够将环形深度图像转化为3d点云图。在转化过程中只对感兴趣区域进行处理,能够屏蔽多余区域并消除噪声影响。
38、在一种可选的实施方式中,3d点云图以环形焊接端面的圆心为中心点坐标,并按照预设方向依次确定各焊接点的3d坐标顺序。
39、第三方面,本发明提供了一种自动焊接系统的控制装置,包括:
40、设备控制模块,用于控制3d视觉检测模块移动至待焊接工件的环形焊接端面上方的预设高度处,并基于3d视觉检测模块的成像清晰原则确定3d视觉检测模块的固定位置、激光强度及相机参数;
41、图像采集模块,用于控制待焊接工件于旋转装置上进行预设角度的匀速旋转,并控制3d视觉检测模块对待焊接工件进行图像采集,获取环形焊接端面的矩形深度图像;
42、云图获取模块,用于根据预设矫正算法对矩形深度图像进行二次矫正,获取环形焊接端面的环形深度图像,并根据预设图像处理算法将环形深度图像转换为3d点云图;
43、自动焊接模块,用于按照预设九点标定原则对3d点云图进行标定,获取环形焊接端面内所有焊接点的中心点坐标,并根据中心点坐标控制焊接模块进行焊接。
44、本发明实施例提供的自动焊接系统的控制装置,通过控制3d视觉检测模块移动至待焊接工件的环形焊接端面上方预设高度处,确定其固定位置、激光强度及相机参数来保证成像清晰,控制待焊接工件匀速旋转并控制3d视觉检测模块进行图像采集,获取环形焊接端面的矩形深度图像,采用预设矫正算法将矩形深度图像还原为环形深度图像,并通过预设图像处理算法获取环形焊接端面的3d点云图,按照3d点云图进行自动焊接。本发明通过矫正算法对3d视觉检测模块获取的矩形深度图像进行处理,并结合图像处理算法获取环形焊接面的3d云图,能够对3d视觉检测模块获取的深度图像进行线性畸变矫正,获取环形物体的精确、真实的三维坐标位置,从而引导机器人进行精确自动焊接,提高焊接质量。
45、第四方面,本发明提供了一种计算机设备,包括:存储器和处理器,存储器和处理器之间互相通信连接,存储器中存储有计算机指令,处理器通过执行计算机指令,从而执行上述第一方面或其对应的任一实施方式的自动焊接系统的控制方法。
46、第五方面,本发明提供了一种计算机可读存储介质,该计算机可读存储介质上存储有计算机指令,计算机指令用于使计算机执行上述第一方面或其对应的任一实施方式的自动焊接系统的控制方法。
- 还没有人留言评论。精彩留言会获得点赞!