一种可靠用含铁类材质焊接消除热脆现象的焊接工艺的制作方法
本发明属于石油化工、衍生烃类加工、焦化行业的,具体涉及一种可靠用含铁类材质焊接消除热脆现象的焊接工艺。
背景技术:
1、石油化工、衍生烃类加工、焦化行业的技术领域,涉及的大部分介质均含硫,仅仅区别于含硫量的多少,按照目前生产经验界定,含硫量≤50ppm泛指微硫,51-10000ppm泛指低硫,10001-20000ppm泛指中硫,20001ppm以上泛指高硫。石油化工、衍生烃类加工、焦化行业生产过程中涉及到气相介质(拔顶气/弛放气/裂解气/循环氢/解析气/荒煤气/再生气/含硫干气等)、生产过程液相介质(馏分油/加氢油/初馏分/脱硫液/轻粗苯/含硫污水等)、固体类物质(原油渣/石油焦/焦油渣/原料储罐渣/硫膏/焦炭/脱硫废渣等)和生产装置(原油储存装置/原油加工装置/加氢装置/裂解装置/焦炉/焦炉煤气净化装置/轻粗苯储罐/含硫污水处理装置/含硫干气处理装置等),上述介质和工艺设备所触硫含量一般在100-200000ppm之间。涉及上述介质/上述工艺装置基本列入危险化学品生产装置,且基本地处化工园区。
2、工业生产中所涉上述介质及装置,大量触及含铁类材质。上述介质的工业化应用以及上述装置的工业化运营中,日常检修、中修、大修、年修等检修作业均涉及动火作业,动火作业是八大作业之一,应用最广泛就是焊接作业,特别是含铁类材质检修过程焊接作业尤为普遍。
3、焊接作业过程中,硫和铁在加热的条件下会发生氧化还原反应,生成硫化铁(fes)。
4、fes熔点为1193℃,而fe与fes组成的共晶体,其熔点只有985℃。液态fe与fes可以无限互溶,但fes在固态铁的溶解度很小,仅为0.015~0.020%,所以当钢的硫含量超过0.020%时,钢水在冷却凝固过程中由于偏析,fe-fes以低熔点的共晶体呈网状分布于晶界处;钢的焊接热加工温度在1150~1200℃,在此温度下晶界处共晶体己熔化,当钢受压后造成晶界处的破裂,这就是钢的“热脆”性;钢中氧含量较高时,feo与fes形成的共晶体熔点更低,只有940℃,更加剧了钢的“热脆”现象。
5、触硫含铁类材质设施焊接存在以下缺陷:
6、(1)触硫含铁类材质设施长时间运行后硫残留较为严重,焊接作业过程中硫遇高温燃烧,焊接现场烟雾浓度增加,直接影响焊接质量与焊接效率。
7、(2)触硫含铁类材质设施长时间运行后硫残留较为严重,焊接作业过程中硫遇高温燃烧,产生刺鼻so2直接影响作业进度,严重时造成作业人员中毒,形成严重的职业危害。
8、(3)触硫含铁类材质设施长时间运行后硫残留较为严重,焊接温度达到2000℃以上,焊接高温过程含铁类材质与硫单质生成fes,产生“热脆”现象,焊接高温过程产生熔融金属加剧“热脆”腐蚀,导致焊接质量不达标。
9、(4)触硫含铁类材质设施长时间运行后硫残留较为严重,硫单质已污染焊接作业面机理,在焊接过程中,因焊接面渗入硫元素,高温燃烧焊接产生大量so2气体,so2气体渗入到焊接熔融面,在焊接熔融面产生气孔,导致焊接质量不达标,从而造成输送介质的泄露,影响环境和人员健康。
10、上述情况影响到焊接质量,极易引发恶性泄漏事故,甚至是安全事故,危及装置作业人员生命安全,危机装置安全运行,危及化工园区的稳定运行,甚至导致行业安全形势的重新评估。
技术实现思路
1、本发明的目的在于解决上述问题,提供了一种可靠用含铁类材质焊接消除热脆现象的焊接工艺,本发明通过在焊接前采用以下预处理工艺:
2、利用1050-1150℃的火焰清除触硫含铁类材质设施焊接作业面的残留硫元素,并对加热过后焊接作业面进行打磨,彻底消除硫元素,从而保证了后续的焊接质量,避免了“热脆”现象。
3、本发明所要解决的技术问题采用以下技术方案来实现:一种可靠用含铁类材质焊接消除热脆现象的焊接工艺,包括以下步骤:
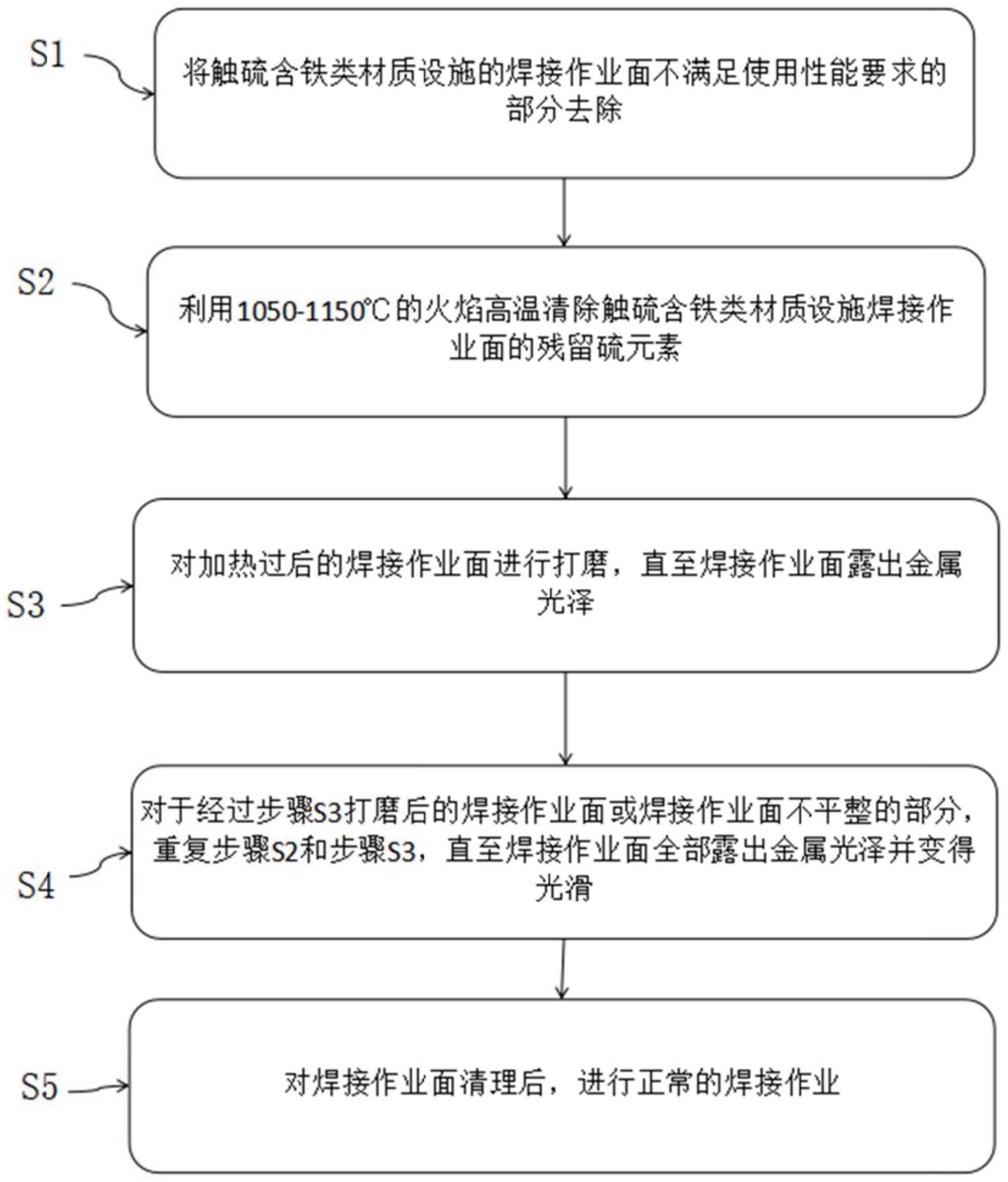
4、s1、将触硫含铁类材质设施的焊接作业面不满足使用性能要求的部分去除;
5、s2、利用1050-1150℃的火焰高温清除触硫含铁类材质设施焊接作业面的残留硫元素;
6、s3、对加热过后的焊接作业面进行打磨,直至焊接作业面露出金属光泽;
7、s5、对焊接作业面清理后,进行正常的焊接作业。
8、本发明的技术方案还有:还包括:
9、步骤s4、对于经过步骤s3打磨后的焊接作业面或焊接作业面不平整的部分,重复步骤s2和步骤s3,直至焊接作业面全部露出金属光泽并变得光滑。步骤s4位于步骤3与步骤s5之间,由于步骤s3打磨过程中,产生的摩擦会造成一部分含硫杂质重新渗入到焊接作业面的纹理中,为了保证硫元素被完全去除,所以须再次利用步骤s2对焊接作业面进行进一步加热处理。当焊接作业面表面含有不平整部分时,利用打磨作业无法彻底清理含硫杂质,因此需要重复步骤s2和步骤s3,直至焊接作业面变得光滑,从而进一步提高焊接作业面的焊接质量。
10、本发明的技术方案还有:步骤s2中,将焊接作业面加热到黄色持续10s以上,无烟尘生成。由于将焊接作业面加热到黄色对应的温度为1050-1150℃,通过将焊接作业面加热到黄色持续10s以上,直至无烟尘生成,用于判断焊接作业面的残留硫元素是否完全被清除。
11、本发明的技术方案还有:步骤s2和步骤s4中,利用过烟气收集装置收集加热过程产生的有害气体。利用过烟气收集装置收集加热过程产生的so2气体和焊接作业产生的有毒气体,保证施工现场的安全以及减少污染。
12、本发明的技术方案还有:步骤s2和步骤s4中,操作人员佩戴防毒面具,做好个人防护,避免操作人员吸入so2气体和焊接作业产生的有毒气体。
13、本发明的技术方案还有:步骤s2和步骤s4中,通过控制火焰的加热显色为“亮黄色”。为了控制火焰的温度,通过控制火焰的加热显色为“亮黄色”,保证火焰的温度维持在1050-1150℃。
14、本发明的技术方案还有:步骤s2和步骤s4中,通过配套测温设备检测焊接作业面的加热温度。为了保证对焊接作业面硫元素的清除效果和加热温度的稳定性,操作过程中,利用测温设备实时监测焊接作业面的加热温度。
15、本发明的技术方案还有:步骤s5中,操作人员做好焊接作业规范防护,开展正常电焊焊接作业。规范化的焊接防护,确保作业人员有安全可控的作业环境。
16、本发明的发明构思:fes熔点为1193℃,而fe与fes组成的共晶体,其熔点只有985℃。液态fe与fes可以无限互溶,但fes在固态铁的溶解度很小,仅为0.015~0.020%,所以当钢的硫含量超过0.020%时,钢水在冷却凝固过程中由于偏析,fe-fes以低熔点的共晶体呈网状分布于晶界处;钢的热加工温度在1150~1200℃,在此温度下晶界处共晶体己熔化,当钢受压后造成晶界处的破裂,这就是钢的“热脆”性;钢中氧含量较高时,feo与fes形成的共晶体熔点更低,只有940℃,更加剧了钢的“热脆”现象。
17、经过研究发现,火焰火色对应的温度值(℃)为:
18、暗褐色:520——580;暗红色:580——650;暗樱色:650——750;樱红色:750——780;淡樱红色:780——800;淡红色:800——830;桔黄微红:830——850;淡枯色:880——1050;黄色:1050——1150;淡黄色:1150——1250;黄白色:1250——1300;亮白色:1300——1350。
19、利用加热显色“亮黄色”保证火焰温度达到1050-1150℃,高温焚烧彻底清除焊接作业面残留硫元素。加热过程中铁元素与硫元素生成硫化铁,随着加热持续硫化铁被氧化生成so2和氧化铁。用于触硫含铁类材质焊接过程,利用加热显色至“亮黄色”达到1050-1150℃,由于加热温度低于1150℃,低于含铁类材质熔点,焊接作业面仍处于固体状态,另外,加热温度低于1193℃“热脆”临界温度,因此不会使焊接作业面产生“热脆”现象,从而保证在清除焊接作业面残留硫元素过程中不会影响焊接作业面的质量,通过优化焊接工艺,有效提高了触硫含铁类材质的焊接质量。
20、与现有技术相比,本发明的有益效果是:本技术利用1050-1150℃的火焰高温焚烧清除触硫含铁类材质设施焊接作业面的残留硫元素,由于低于1193℃“热脆”临界温度,因此不会引起触硫含铁类材质设施发生“热脆”缺陷,并且在该温度下加热会让触硫含铁类材质设施焊接作业面表面的残留硫元素与铁元素生成硫化铁,随着加热持续硫化铁被氧化生成so2气体和氧化铁,从而有效清除触硫含铁类材质设施焊接作业面表面附着的硫元素。
21、并且加热过后再对焊接作业面进行打磨,进一步消除渗入触硫含铁类材质设施焊接作业面内部的硫元素,从而避免后续焊接过程中含铁类材质与硫单质生成fes产生“热脆”现象,大幅提升了触硫含铁类材质的焊接质量。
22、本发明利用火焰对焊接作业面清理不会受到焊接作业面外形的影响,对操作空间的要求较小,方便人员作业。
- 还没有人留言评论。精彩留言会获得点赞!