一种管件边缘冲孔装置及冲孔工艺的制作方法
本发明涉及冲孔,尤其涉及一种管件边缘冲孔装置及冲孔工艺。
背景技术:
1、如图1所示的管状零件,管件1上设计有径向的整圆孔11,此孔很大,且靠近管件1的边缘、接近管件1的内壁,工艺要求开孔不允许有影响装配或功能的毛刺、飞边、尖角、锐边等。面对此工况,传统冲孔工艺难以实施,原因是一下子冲出整圆孔11,无论是管件1还是支撑芯棒,没有足够的强度,容易导致管件1变形、开孔质量下降。另外,还有铣加工或者激光切割等工艺,能够完成开孔,但是加工成本和效率都比较低,无法满足批量加工要求。
技术实现思路
1、基于上述问题,本发明的目的在于提供一种管件边缘冲孔装置及冲孔工艺,满足管件上边缘开孔的工艺要求,提高产能和产品质量。
2、为达上述目的,一方面,本发明采用以下技术方案:
3、一种管件边缘冲孔装置,其包括:
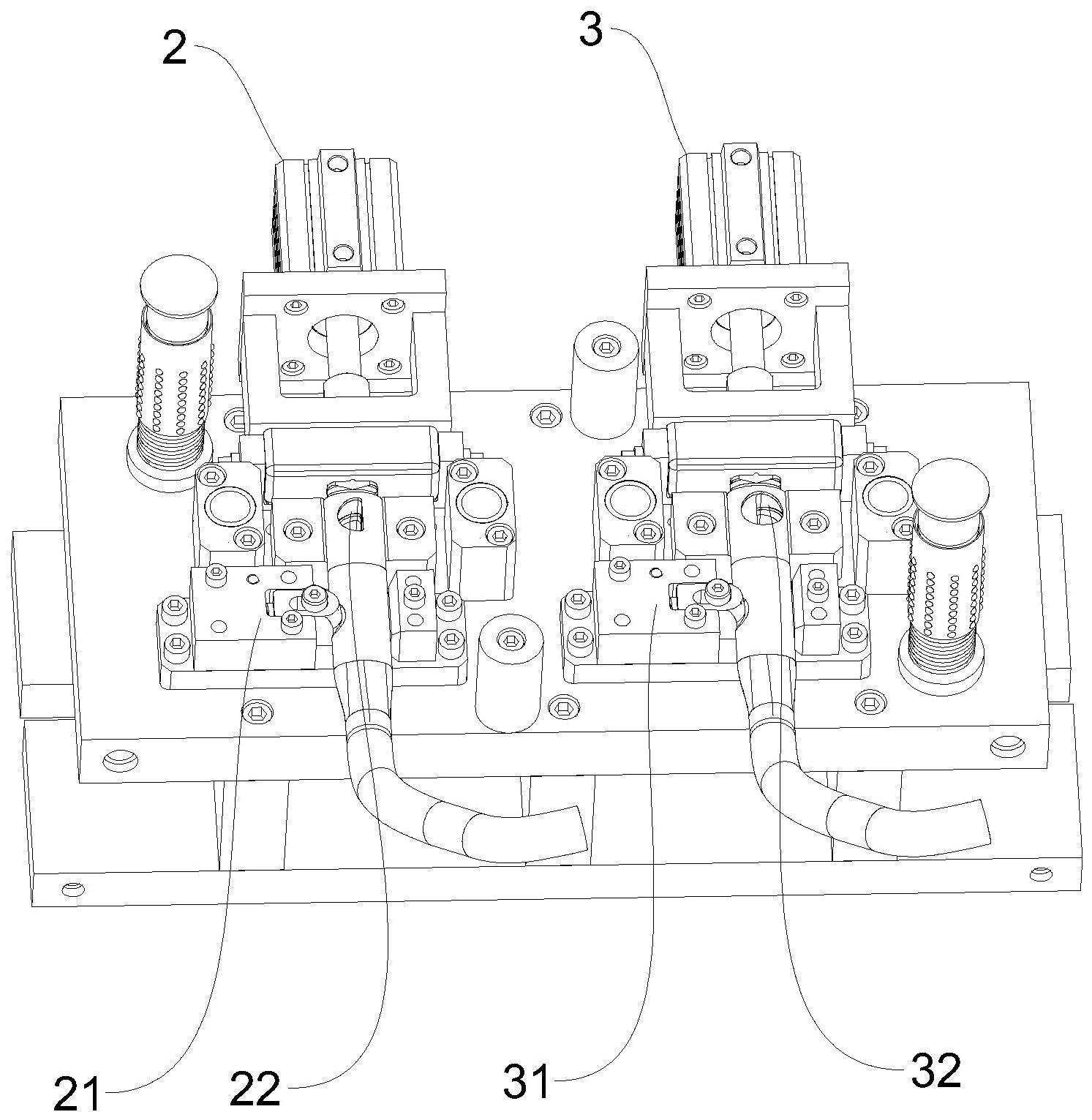
4、第一冲孔工位,第一冲孔工位上设置有第一定位夹具、第一芯棒和第一冲头,第一定位夹具用于对待开孔的管件装夹固定并使待开孔部位朝上,第一芯棒用于自管件的端部伸入内部待开孔部位,且第一芯棒上开设有第一半腔,第一冲头与第一半腔适配,用于对管件进行部分圆形状冲孔;
5、第二冲孔工位,第二冲孔工位上设置有第二定位夹具、第二芯棒和第二冲头,第二定位夹具用于对开部分孔的管件装夹固定并使剩余开孔部位朝上,第二芯棒用于自管件的端部伸入内部待开孔部位,且第二芯棒上开设有第二半腔,第二冲头与第二半腔适配,用于对管件进行另一部分圆形状冲孔,从而使管件上形成整圆孔。
6、可选地,管件上设置有特征部,特征部作为第一定位夹具与第二定位夹具的装夹基准,用于确定待开孔部位和剩余开孔部位的位置。
7、可选地,第一半腔的型腔形状与第二半腔的型腔形状分别呈半圆形,且两个半圆形拼合呈整圆,第一冲头与第二冲头对应设置为半圆状冲头。
8、可选地,第一芯棒和第二芯棒分别由气缸驱动进行伸缩动作。
9、可选地,第一芯棒和第二芯棒上均设置有用于刮除开孔毛刺的刀口。
10、另一方面,本发明采用以下技术方案:
11、一种管件边缘冲孔工艺,基于上述的管件边缘冲孔装置,包括步骤:
12、步骤一、将待开孔的管件装夹固定;
13、步骤二、自管件的端部伸入开设有第一半腔的第一芯棒,通过第一冲头与第一芯棒配合,对管件进行部分圆形状冲孔;
14、步骤三、自管件的端部伸入开设有第二半腔的第二芯棒,通过第二冲头与第二芯棒配合,对管件进行另一部分圆形状冲孔,从而使管件上形成整圆孔。
15、综上,本发明的有益效果为,所述管件边缘冲孔装置及冲孔工艺设计对管件进行分步冲孔,先后经过部分圆形状冲孔与另一部分圆形状冲孔,使管件上形成整圆孔,从而解决了一次冲孔存在的问题,且分步冲孔形式使得芯棒具有足够强度,管件不易变形,开孔质量得到显著提高,有效提高了加工效率和良品率。
技术特征:
1.一种管件边缘冲孔装置,其特征在于,包括:
2.根据权利要求1所述的管件边缘冲孔装置,其特征在于,所述管件(1)上设置有特征部(12),所述特征部(12)作为所述第一定位夹具(21)与所述第二定位夹具(31)的装夹基准,用于确定所述待开孔部位和所述剩余开孔部位的位置。
3.根据权利要求2所述的管件边缘冲孔装置,其特征在于,所述第一半腔(23)的型腔形状与所述第二半腔(33)的型腔形状分别呈半圆形,且两个半圆形拼合呈整圆,所述第一冲头与所述第二冲头(33)对应设置为半圆状冲头。
4.根据权利要求1所述的管件边缘冲孔装置,其特征在于,所述第一芯棒(22)和所述第二芯棒(32)分别由气缸驱动进行伸缩动作。
5.根据权利要求4所述的管件边缘冲孔装置,其特征在于,所述第一芯棒(22)和所述第二芯棒(32)上均设置有用于刮除开孔毛刺的刀口。
6.一种管件边缘冲孔工艺,基于根据权利要求1-5任一项所述的管件边缘冲孔装置,其特征在于,包括步骤:
技术总结
本发明涉及冲孔技术领域,尤其涉及一种管件边缘冲孔装置及冲孔工艺,其中冲孔装置包括:第一冲孔工位,第一冲孔工位上设置有第一定位夹具、第一芯棒和第一冲头,第一定位夹具用于对待开孔的管件装夹固定并使待开孔部位朝上,第一芯棒用于自管件的端部伸入内部待开孔部位,第一芯棒上开设有第一半腔,第一冲头与第一半腔适配,用于对管件进行部分圆形状冲孔;第二冲孔工位,第二冲孔工位上设置有第二定位夹具、第二芯棒和第二冲头,第二定位夹具用于对开部分孔的管件装夹固定,第二芯棒用于自管件的端部伸入内部待开孔部位,第二芯棒上开设有第二半腔,第二冲头与第二半腔适配,用于对管件进行另一部分圆形状冲孔,从而使管件上形成整圆孔。
技术研发人员:魏忠,杨科达
受保护的技术使用者:江苏中捷精工科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!