一种碟式离心机分配器下体热拉深成型方法与流程
本发明涉及拉深成形,具体是指一种碟式离心机分配器下体热拉深成型方法。
背景技术:
1、拉深成形是通过模具对板料施加复杂的外力,引发板内出现复杂的应力状态,促使板料产生理想方向的流动。在拉深成形过程中,需要安装压边装置产生摩擦抗力,以增加板料中的拉应力,控制材料的流动,避免起皱。压边力的大小是板材拉深成形中的重要工艺参数和控制手段。传统的板材拉深成形方式往往通过单动压力机的弹性压边圈和双动压力机的固定压边圈来产生拉深成形所需的压边力。
2、生产过程中经常会遇到一些类似锥形件但结构复杂的旋转体,常规的毛坯成形方法可以通过锻造、铸造、板料卷焊以及旋压等方式获得,但是对于壁厚在15~25mm范围内的工件采用锻件或原材料生产,材料利用率仅有8%~10%,机加工作量大,效率低,零件的制造周期和成本较高;采用整体铸件因为不锈钢流动性差,铸造缺陷明显,常有砂眼、缩孔、裂纹,废品率高;采用板料卷焊材料利用率虽然大幅提高,但焊接变形严重,工序繁多,工效、可靠性和合格率都较低;采用旋压对毛坯的厚度有一定的限制,在旋压初期还会产生严重的加工硬化需通过退火处理才能继续成形。分配器下体就属于该类锥形件。
3、鉴于以上,有必要提出一种碟式离心机分配器下体热拉深成型方法来解决上述问题。
技术实现思路
1、本发明的目的是为了解决上述技术问题,而提供一种碟式离心机分配器下体热拉深成型方法。
2、为了实现上述目的,本发明采用了如下技术方案:一种碟式离心机分配器下体热拉深成型方法,包括以下步骤:
3、(a)将分配器下体板料转化为形状简单的能够完全包容原零件的锥形件;
4、(b)零件成型性分析;通过一组算法,确定包容分配器下体原零件的锥形件是否满足拉深成型,如不满足拉深成型,则需要调整包容锥形件结构,直至满足要求为止,并根据锥形件尺寸来确定板料尺寸;
5、(c)热拉深成型;将板料预加热升温,然后置入拉深模中,利用电液锤的压力拉深成形。
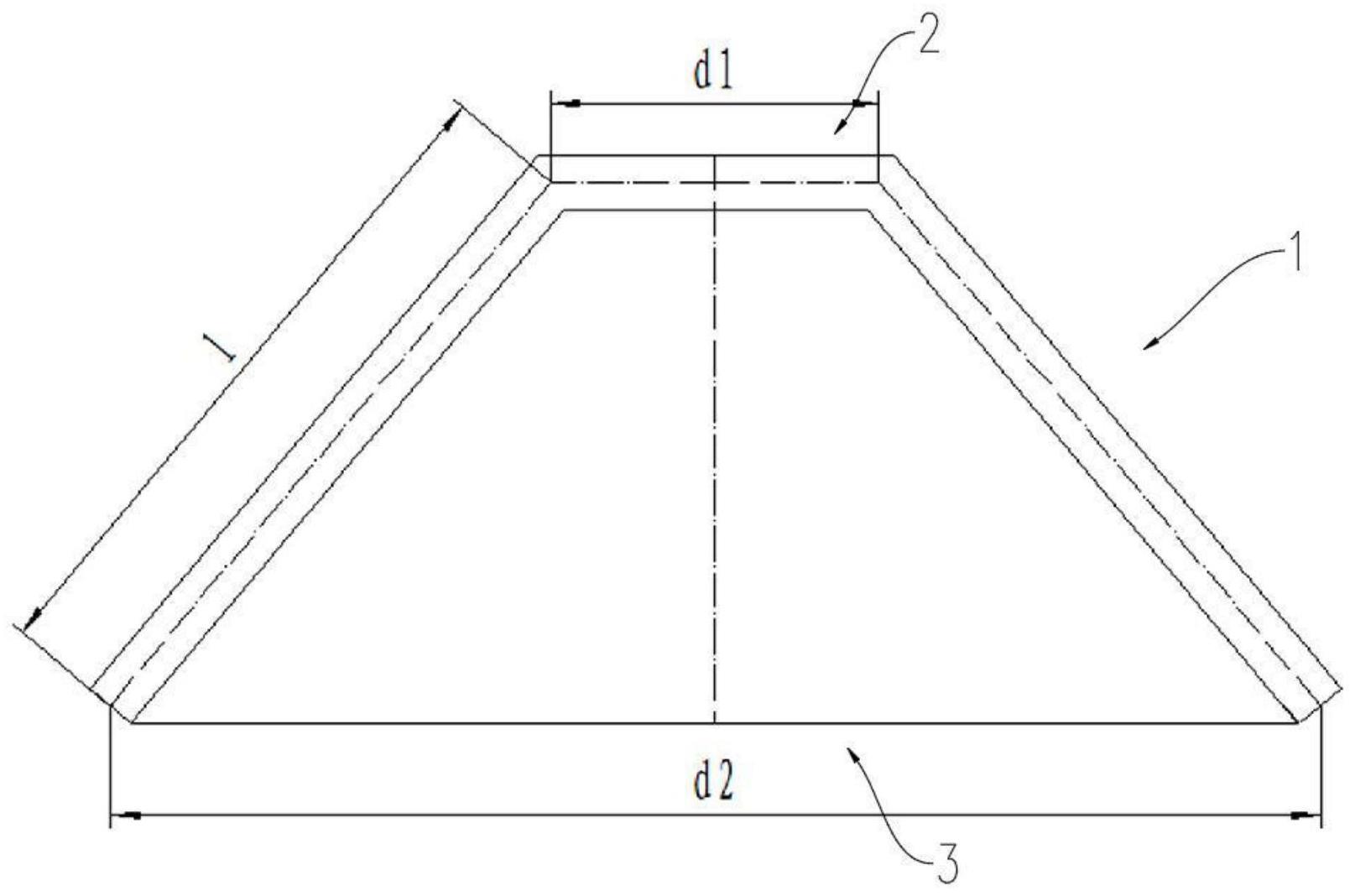
6、进一步的,所述步骤(a)中,分配器下体转化为形状简单的能够完全包容原零件的锥形件,所述锥形件呈圆台形,锥形件小端直径为d1,锥形件大端直径为d2,锥形件高度为l。
7、进一步的,步骤(b)中,所述通过一组算法包括以下步骤:
8、锥形件的拉深过程,针对预成型工件的几何参数,即相对高度、锥度及材料的相对厚度不同,进行如下判断:
9、(1)拉深成型方法:
10、t/d×100>2.5时,此时材料的稳定性好,采用无压边的拉深模一次拉出;
11、t/d×100=1.5~2时,采用压边装置的模具一次拉出;
12、t/d×100<1.5或有较宽的凸缘时,采用压边装置,经多次拉深而成;
13、(2)毛坯直径的确定:
14、根据包容的锥形件,计算板料直径
15、其中d1是锥形件小端直径mm;d2是锥形件大端直径mm;是锥形件高度mm。
16、(3)锥形件拉深力公式f拉深=πd1tσbk
17、其中d1—小端直径mm;t—料厚mm;σb—材料的拉深强度:k—形状系数。
18、进一步的,所述锥形件采用06cr19ni10不锈钢材质。
19、进一步的,所述步骤c中为满足热拉深成型需要,同时保证不锈钢耐蚀性,将板料加热到1050~1150℃。
20、进一步的,,选择适合厚度的钢板做坯料,使拉深成型的壁厚在0.75t-1.2t。
21、与现有技术相比,本发明的有益效果是:碟式离心机分配器下体零件一般由不锈钢材料制造而成。针对06cr19ni10不锈钢材质冷成形回弹大、贴模性差的特点,申请人研究了采用热成形的方法保证了该零件的尺寸精度,同时分析了热成形中成形方法、成形温度、压边间隙、冲压压力等工艺参数对成形零件尺寸的影响,热成形工艺方式成形零件尺寸精准、成形效果好,适合高精度加工生产;并且拉深成形后只要作少量的机械加工,即可做出合格零件,生产周期缩短,零件几何精度高,强度好,生产成本降低,产品质量和工作效率显著提高。
技术特征:
1.一种碟式离心机分配器下体热拉深成型方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种碟式离心机分配器下体热拉深成型方法,其特征在于,所述步骤(a)中,分配器下体转化为形状简单的能够完全包容原零件的锥形件,所述锥形件呈圆台形,锥形件小端直径为d1,锥形件大端直径为d2,锥形件高度为l。
3.根据权利要求2所述的一种碟式离心机分配器下体热拉深成型方法,其特征在于,步骤(b)中,所述通过一组算法包括以下步骤:
4.根据权利要求3所述的一种碟式离心机分配器下体热拉深成型方法,其特征在于,所述锥形件采用06cr19ni10不锈钢材质。
5.根据权利要求1所述的一种碟式离心机分配器下体热拉深成型方法,其特征在于,所述步骤c中为满足热拉深成型需要,同时保证不锈钢耐蚀性,将板料加热到1050~1150℃。
6.根据权利要求3所述的一种碟式离心机分配器下体热拉深成型方法,其特征在于,选择适合厚度的钢板做坯料,使拉深成型的壁厚在0.75t-1.2t。
技术总结
本发明公开了一种碟式离心机分配器下体热拉深成型方法,包括以下步骤:(a)将分配器下体板料转化为形状简单的能够完全包容原零件的锥形件;(b)零件成型性分析;通过一组算法,确定包容分配器下体原零件的锥形件是否满足拉深成型,如不满足拉深成型,则需要调整包容锥形件结构,直至满足要求为止,并根据锥形件尺寸来确定板料尺寸;(c)热拉深成型;将板料预加热升温,然后置入拉深模中,利用电液锤的压力拉深成形。热成形工艺方式成形零件尺寸精准、成形效果好,适合高精度加工生产;并且拉深成形后只要作少量的机械加工,即可做出合格零件,生产周期缩短,零件几何精度高,强度好,生产成本降低,产品质量和工作效率显著提高。
技术研发人员:陈彦,曹艳兵,李网芹
受保护的技术使用者:南京中船绿洲机器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!