一种涡轮壳定位加工方法与流程
本发明涉及涡轮壳加工,尤其是指一种涡轮壳定位加工方法。
背景技术:
1、现有涡轮壳加工在过程中,经过3d扫描检测合格的铸件在加工后可能会出现黑皮、孔偏等缺陷。通过对加工废品进行重新的3d扫描检测和分析,发现在加工工装自动夹紧过程中存在一定问题。
2、以铸件的加工为例,通过对铸件进行3d模拟分析,发现当旋转基准的误差为0.3mm时,铸件绕中心轴旋转的角度为0.45°。这会导致进气法兰背角的加工余量减少1mm,从而增加了加工黑皮缺陷的风险。
3、因此,在加工涡轮壳时,确保加工定位基准的精度和准确性非常重要。特别是对于涡轮壳的绕中心轴旋转加工,旋转基准的误差会直接影响加工质量和缺陷的产生。因此,在加工过程中应特别关注旋转基准的控制,并采取相应的措施来避免因旋转基准误差而导致的加工问题和缺陷。
技术实现思路
1、为此,本发明提供一种涡轮壳定位加工方法,减少了定位误差对铸件加工质量的影响。
2、为解决上述技术问题,本发明提供一种涡轮壳定位加工方法,包括:
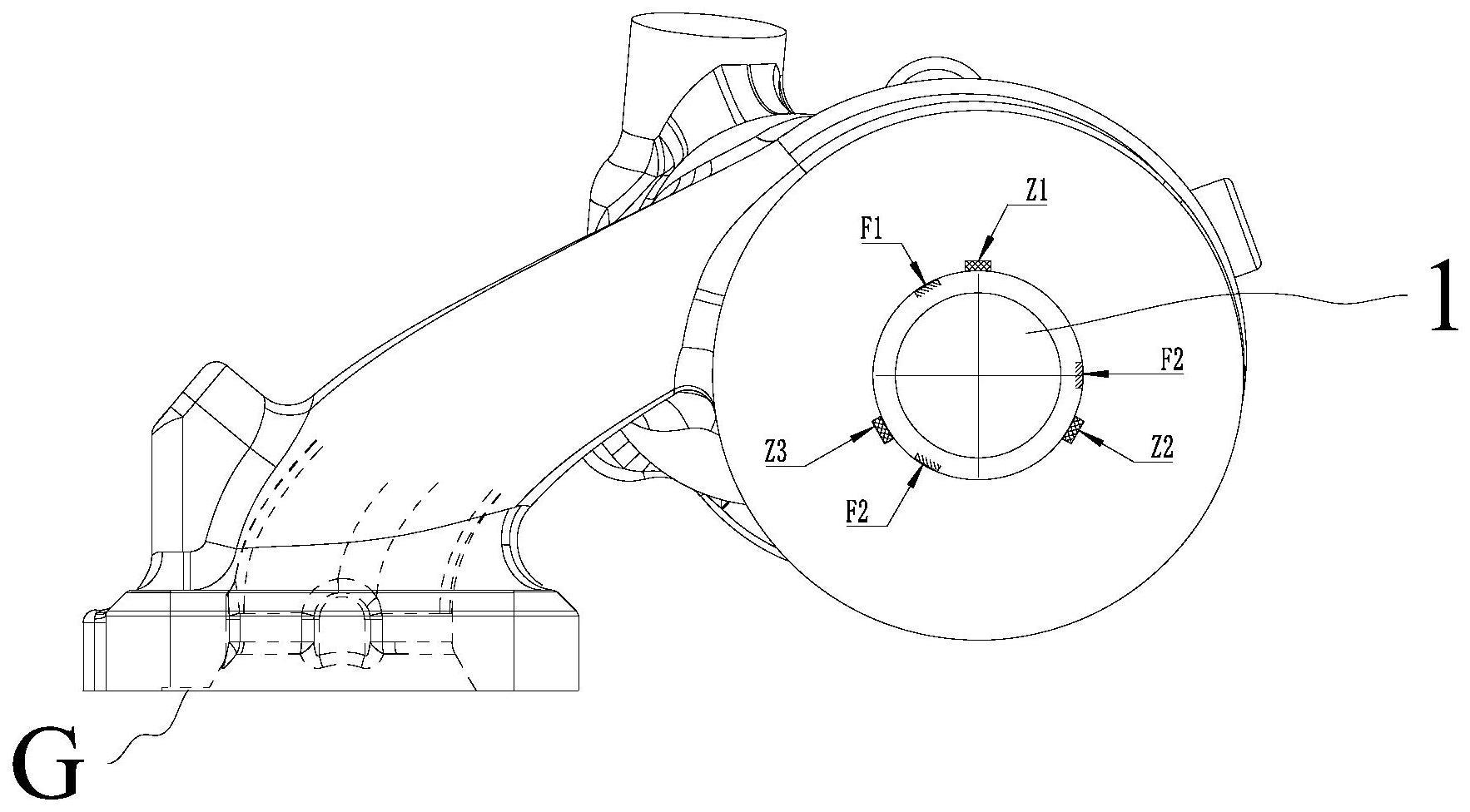
3、将待加工涡轮壳的中间壳端孔所在平面和中心轴分别作为平面基准和中心轴基准,选取所述待加工涡轮壳的进气法兰平面上的一点作为旋转基准,分别加工出出气法兰端面及出气法兰端孔。
4、在本发明的一种实施方式中,还包括以所述平面基准、所述中心轴基准和所述旋转基准为定位,加工进气管口。
5、在本发明的一种实施方式中,所述进气管口具有背面搭子。
6、在本发明的一种实施方式中,还包括:将所述进气管口、所述出气法兰端面以及所述出气法兰端孔为基准进行定位,加工中间壳端面、中间壳端孔。
7、在本发明的一种实施方式中,还包括:将所述中间壳端面、所述中间壳端孔以及所述进气管口背面搭子为基准进行定位,分别加工出进气法兰平面、进气法兰侧边及进气法兰背角。
8、在本发明的一种实施方式中,还包括:将所述进气法兰平面、所述中间壳端面以及所述中间壳端孔为基准进行定位,加工出中间壳端搭子。
9、在本发明的一种实施方式中,还包括:将所述进气法兰平面、所述中间壳端面以及所述中间壳端孔为基准进行定位,加工衬套孔及阀座面。
10、在本发明的一种实施方式中,所述平面基准以所述中间壳端孔的孔端的三点确定。
11、在本发明的一种实施方式中,所述中心轴基准以所述中间壳端孔的孔内的三点确定。
12、在本发明的一种实施方式中,所述旋转基准为在所述进气法兰平面上靠近进气口的凹点。
13、本发明的上述技术方案相比现有技术具有以下优点:
14、本发明所述的一种涡轮壳定位加工方法,减小定位误差对铸件加工的影响。通过将旋转基准设置在进气法兰平面上,大大降低定位误差对加工的影响。通过计算和模拟分析发现,当旋转基准误差为0.3mm时,铸件绕中心轴的旋转角度仅为0.12°,并且进气法兰背角的加工余量减少0.27mm,因此在相同的定位误差下,比现有的加工结果相差4倍,可以使加工过程更加准确和稳定,从而提高加工质量。
15、本发明适用所有涡轮壳,适用性好。这种转换涡轮壳旋转基准的方法可以适用于所有涡轮壳,不受特定形状或尺寸的限制。因此,具有广泛的适用性,可以应用于各种涡轮壳的加工过程。
16、本发明操作过程简单,不需要复杂的设备和工艺调整,容易实现和操作,对于提高加工质量和效率具有重要意义,并且易于实施。
技术特征:
1.一种涡轮壳定位加工方法,其特征在于,包括:
2.根据权利要求1所述的一种涡轮壳定位加工方法,其特征在于,还包括以所述平面基准、所述中心轴基准和所述旋转基准为定位,加工进气管口。
3.根据权利要求2所述的一种涡轮壳定位加工方法,其特征在于,所述进气管口具有背面搭子。
4.根据权利要求2所述的一种涡轮壳定位加工方法,其特征在于,还包括:将所述进气管口、所述出气法兰端面以及所述出气法兰端孔为基准进行定位,加工中间壳端面、中间壳端孔。
5.根据权利要求4所述的一种涡轮壳定位加工方法,其特征在于,还包括:将所述中间壳端面、所述中间壳端孔以及所述进气管口背面搭子为基准进行定位,分别加工出进气法兰平面、进气法兰侧边及进气法兰背角。
6.根据权利要求5所述的一种涡轮壳定位加工方法,其特征在于,还包括:将所述进气法兰平面、所述中间壳端面以及所述中间壳端孔为基准进行定位,加工出中间壳端搭子。
7.根据权利要求6所述的一种涡轮壳定位加工方法,其特征在于,还包括:将所述进气法兰平面、所述中间壳端面以及所述中间壳端孔为基准进行定位,加工衬套孔及阀座面。
8.根据权利要求1所述的一种涡轮壳定位加工方法,其特征在于,所述平面基准以所述中间壳端孔的孔端的三点确定。
9.根据权利要求1所述的一种涡轮壳定位加工方法,其特征在于,所述中心轴基准以所述中间壳端孔的孔内的三点确定。
10.根据权利要求1所述的一种涡轮壳定位加工方法,其特征在于,所述旋转基准为在所述进气法兰平面上靠近进气口的凹点。
技术总结
本发明涉及一种涡轮壳定位加工方法。本发明包括将待加工涡轮壳的中间壳端孔所在平面和中心轴分别作为平面基准和中心轴基准,选取所述待加工涡轮壳的进气法兰平面上的一点作为旋转基准,分别加工出出气法兰端面及出气法兰端孔。本发明所述的一种涡轮壳定位加工方法,减小定位误差对铸件加工的影响。通过将旋转基准设置在进气法兰平面上,大大降低定位误差对加工的影响,可以使加工过程更加准确和稳定,从而提高加工质量。这种转换涡轮壳旋转基准的方法可以适用于所有涡轮壳,不受特定形状或尺寸的限制。因此,具有广泛的适用性,可以应用于各种涡轮壳的加工过程,操作过程简单,不需要复杂的设备和工艺调整,容易实现和操作,对于提高加工质量和效率具有重要意义,并且易于实施。
技术研发人员:丁骞
受保护的技术使用者:无锡烨隆精密机械股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!