一种汽车零部件热成型定位模具的制作方法
本发明涉及模具工件定位,尤其涉及一种汽车零部件热成型定位模具。
背景技术:
1、模具是热成型工艺中重要的器件,模具的精确性决定着成型后的工件的精度,因此模具的精准合模具有重要意义,现有模具合模定位多通过柱状的限位结构实现,模具上开设有插接限位柱的通孔,通过上下模具与通孔的插接可实现模具的准确合模,但合模过程中仍需要将插接限位柱与通孔精准对接,在对接过程中出现细小的偏差时,需要使用者反复微调,微调过程中,限位柱容易因反复与模具接触而出现形变,导致连接的精准性降低。
2、针对上述问题,现有技术专利公开号cn218256724u公开了一种汽车零部件热成型定位模具,包括上模具、下模具、辅助限位环、限位杆、弹簧、连接杆、引导杆、上限位孔等部件,通过设置的下限位孔、辅助限位环、限位杆、弹簧、连接杆、引导杆和上限位孔的配合,当上模具内部的上限位孔未与引导杆对齐时,上模具的竖向移动会挤压引导杆使引导杆带动连接杆同步竖向移动,连接杆在沿下限位孔的内部竖向移动时会挤压弹簧使弹簧形变蓄力,避免了现有的装置在对接过程中出现细小的偏差时,需要使用者反复微调,工作强度较大,同时微调过程中,限位柱容易因反复与模具接触而出现形变,导致连接的精准性降低的问题。
3、但在上述方式中,需要人为去对上模具和下模具进行定位,导致效率较慢,从而影响后续成型效率。
技术实现思路
1、本发明的目的在于提供一种汽车零部件热成型定位模具,旨在解决现有技术中需要人为去对上模具和下模具进行定位,导致效率较慢,从而影响后续成型效率的技术问题。
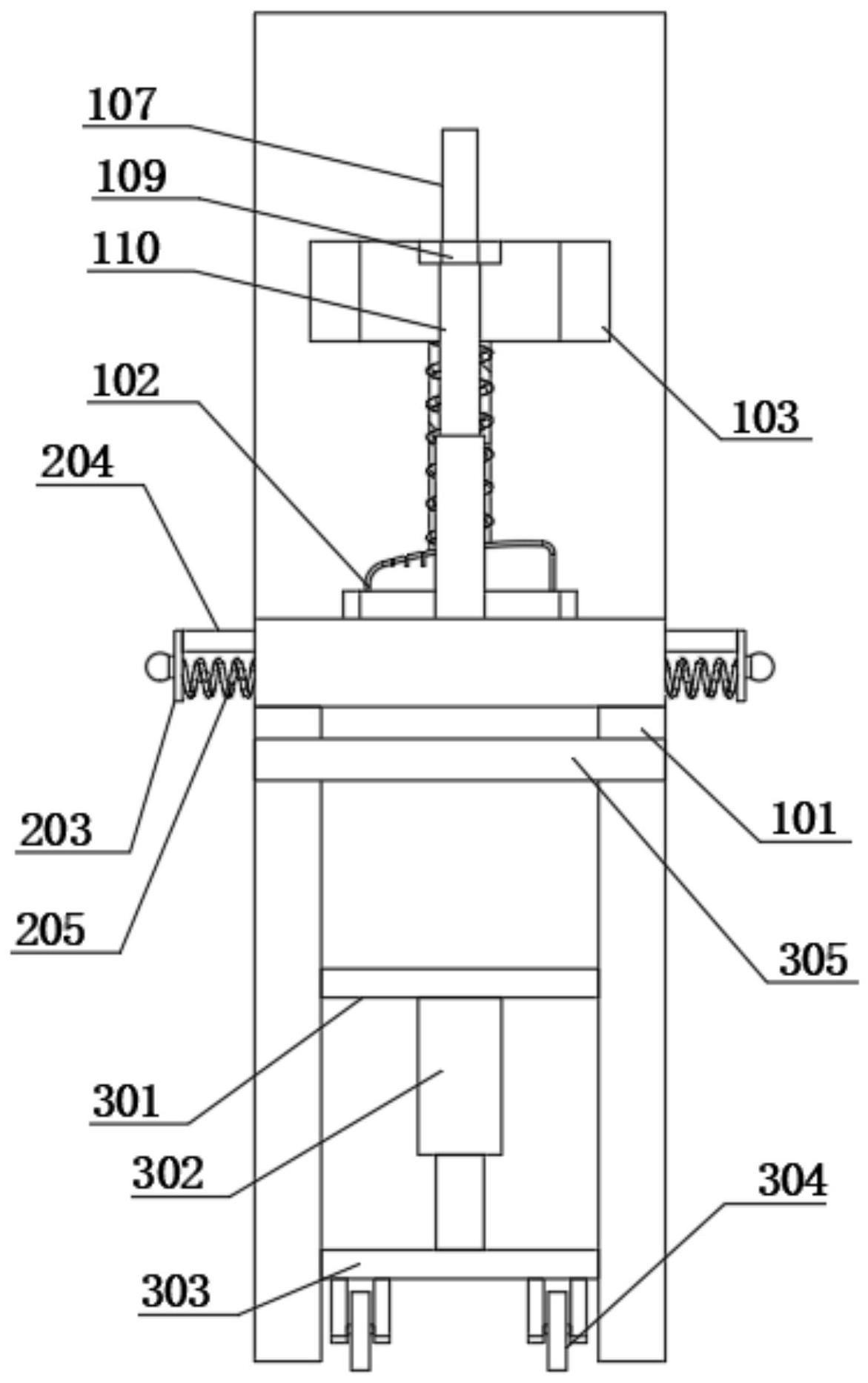
2、为实现上述目的,本发明采用的一种汽车零部件热成型定位模具,包括架体、下模、上模和定位机构,所述下模设置在所述架体上,所述定位机构包括驱动件、旋转块、抵持杆、中空块、滑动件、导向杆和第一弹簧,所述架体设置有滑槽,所述滑动件与所述滑槽滑动连接,所述中空块与所述滑动件固定连接,所述滑动件还与所述上模固定连接,所述中空块设置有通孔,所述驱动件与所述架体固定连接,所述驱动件的输出端与所述旋转块固定连接,所述抵持杆的一端与所述旋转块固定连接,所述抵持杆的另一端插入至所述通孔内,所述滑动件设置有导向孔,所述导向杆的一端与所述架体固定连接,所述导向杆的另一端贯穿所述导向孔,所述第一弹簧的一端与所述架体固定连接,所述第一弹簧的另一端与所述滑动件固定连接,且所述第一弹簧套设于所述导向杆。
3、其中,所述定位机构还包括支块和伸缩杆,所述支块与所述上模固定连接,所述伸缩杆的两端分别与所述支块和所述架体固定连接。
4、其中,所述滑动件包括滑块和连接块,所述滑块与所述滑槽滑动连接,所述连接块的一端与所述滑块固定连接,所述连接块的另一端与所述上模固定连接。
5、其中,所述驱动件包括直角板和电机,所述直角板与所述架体固定连接,所述电机安装在所述直角板上。
6、其中,所述汽车零部件热成型定位模具还包括安装机构,所述安装机构设置在所述架体上。
7、其中,所述安装机构包括板体和两组安装组件,所述安装组件包括支板、多根限位杆和第二弹簧,所述架体设置有凹槽和多个方孔,所述板体与所述下模固定连接,且所述板体置于所述凹槽内,所述板体设置有多个限位槽,多根所述限位杆的一端均与所述支板固定连接,所述限位杆的另一端贯穿对应的所述方孔,并插入至对应的所述限位槽内,所述弹簧的一端与所述架体固定连接,所述弹簧的另一端与所述支板固定连接。
8、其中,所述安装机构还包括两个拉动件,两个所述拉动件分别与对应的所述支板固定连接。
9、本发明的一种汽车零部件热成型定位模具,通过设置所述定位机构,在具体使用时,需要对所述上模和所述下模进行合模时,仅需打开所述驱动件,所述驱动件的输出端带动所述旋转块转动,所述旋转块在转动的同时带动所述抵持杆转动,使得所述抵持杆在所述通孔内滑动,所述抵持杆在所述通孔滑动的同时抵持所述中块块向下移动,所述滑动件滑动时带动所述上模向下移动,从而使得所述上模移动至指定位置与所述下模配合,处于合模状态,且在此过程中,所述滑动件在滑动的同时所述弹簧压缩,利用所述弹簧的特性,能够对所述滑动件起到缓冲作用,所述导向杆在所述滑动件的带动下在所述导向孔内滑动,从而能够提升所述滑动件的稳定性,以此方式能够更方便快速的对所述上模和所述下模进行定位合模,提高了成型效率。
技术特征:
1.一种汽车零部件热成型定位模具,包括架体、下模和上模,所述下模设置在所述架体上,其特征在于,
2.如权利要求1所述的汽车零部件热成型定位模具,其特征在于,
3.如权利要求2所述的汽车零部件热成型定位模具,其特征在于,
4.如权利要求3所述的汽车零部件热成型定位模具,其特征在于,
5.如权利要求4所述的汽车零部件热成型定位模具,其特征在于,
6.如权利要求5所述的汽车零部件热成型定位模具,其特征在于,
7.如权利要求6所述的汽车零部件热成型定位模具,其特征在于,
技术总结
本发明涉及模具工件定位技术领域,尤其涉及一种汽车零部件热成型定位模具,包括架体、下模、上模和定位机构,定位机构包括驱动件、旋转块、抵持杆、中空块、滑动件、导向杆和第一弹簧,架体设置有滑槽,滑动件与滑槽滑动连接,中空块与滑动件固定连接,中空块设置有通孔,驱动件与架体固定连接,抵持杆的一端与旋转块固定连接,抵持杆的另一端插入至通孔内,滑动件设置有导向孔,导向杆的一端与架体固定连接,导向杆的另一端贯穿导向孔,第一弹簧的一端与架体固定连接,第一弹簧的另一端与滑动件固定连接,且第一弹簧套设于导向杆,以此方式能够更方便快速的对上模和下模进行定位合模,提高了成型效率。
技术研发人员:张启贤,高翔,宋建辉,段小川
受保护的技术使用者:重庆中利凯瑞汽车部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!