一种自动冲压卷圆焊机的制作方法
本发明属于焊接设备,特别涉及一种自动冲压卷圆焊机。
背景技术:
1、目前,不锈钢是由铁铬合金再掺入其他一些微量元素而制成的。由于其金属性能良好,并且比其他金属耐锈蚀,制成的器皿美观耐用。因此,越来越多的被用来制造餐具,并逐渐进入广大家庭,其中,不锈钢厨具的器件是组成不锈钢厨具必不可少组成之一,在焊接不锈钢厨具器件时,都需要对不锈钢厨具器件进行焊接处理;
2、但是,现有技术中,都是工作人员手动对冲压卷进行焊机,这会增焊接作人员的工作量,降低生产的效率,对此,有待进一步改善;
3、因此,现在亟需一种自动冲压卷圆焊机。
技术实现思路
1、本发明提出一种自动冲压卷圆焊机,解决了现有技术中人工焊接工作效率低以及工作量大的问题。
2、本发明的技术方案是这样实现的:
3、一种自动冲压卷圆焊机,包括机架,所述机架上沿水平方向滑移连接有退料架,所述机架上设置有上料装置,所述机架上设置有驱动所述退料架水平移动的驱动件,所述机架上设置有焊接装置,所述上料装置将待焊接的工件输送到退料架上,所述驱动件带动所述退料架水平移动到预先设定好的位置,所述焊接装置对待焊接的工件进行焊接。
4、作为一优选的实施方式,所述上料装置包括限位块,所述限位块竖直安装在所述机架上,所述机架上设置有多组夹紧组件,所述机架上通过支架水平安装有滑杆,所述滑杆上沿所述滑杆的长度方向滑移连接有滑动板,所述机架上通过固定架设置有驱动所述滑动板滑动的驱动组件二,所述滑动板的底面通过支架一设置有取料组件。
5、作为一优选的实施方式,所述夹紧组件气缸一,所述气缸一通过安装板竖直安装在所述机架上,所述气缸的活塞杆上安装有推块。
6、作为一优选的实施方式,所述驱动组件二包括气缸二,所述气缸二水平安装在所述固定架上,所述气缸二的活塞杆上安装有推拉块,所述推拉块与所述滑动板相固定。
7、作为一优选的实施方式,所述取料组件包括气缸三,所述气缸三竖直安装在所述支架一的一侧,所述气缸三的活塞杆上安装有推板一,所述推板一上固定有真空发生器。
8、作为一优选的实施方式,所述焊接装置包括设置在所述固定架上的焊接组件,所述机架的底面设置有折弯组件一,所述固定架上对称设置有两组折弯组件二,所述机架上设置有驱动组件,所述固定架上设置有成型模芯一。
9、作为一优选的实施方式,所述焊接组件包括气缸五,所述气缸五竖直安装在所述固定架的底面,所述气缸五的活塞杆上安装有推板二,所述推板二的底面安装有导电板,所述导电板的底面通过调整板一安装有焊头。
10、作为一优选的实施方式,所述折弯组件一包括四个连杆,四个所述连杆竖直安装在所述机架的底面,四个所述连杆的底端水平安装有底板二,所述底板二的顶面竖直安装有气缸六,所述气缸六的活塞杆上安装有与所述成型模芯一相适配的成型模一。
11、作为一优选的实施方式,所述折弯组件二包括气缸七,所述气缸七水平安装在所述固定架上,所述气缸七的活塞杆上安装有调整板二,所述调整板二上安装有成型模二。
12、作为一优选的实施方式,所述固定架包括两个横板,两个所述横板对称安装在所述机架,两个所述横板上均对称安装有两个支柱,两个所述支柱上安装有横板一,四个所述支柱的顶端安装有固定板。
13、采用了上述技术方案后,本发明的有益效果是:该发明,(1)真空发生器对待加工工件吸取,以自动化的方式将待焊接的工件输送到预先设定好的焊接的位置,不需要人工参于,减少工作人员的工作量,省时省力。
14、(2)本发明,以自动化的方式完成对待焊接工件完成焊接,而且,整个焊接的过程,代替人工,减少了人工工作量的同时提高焊接的效率。
技术特征:
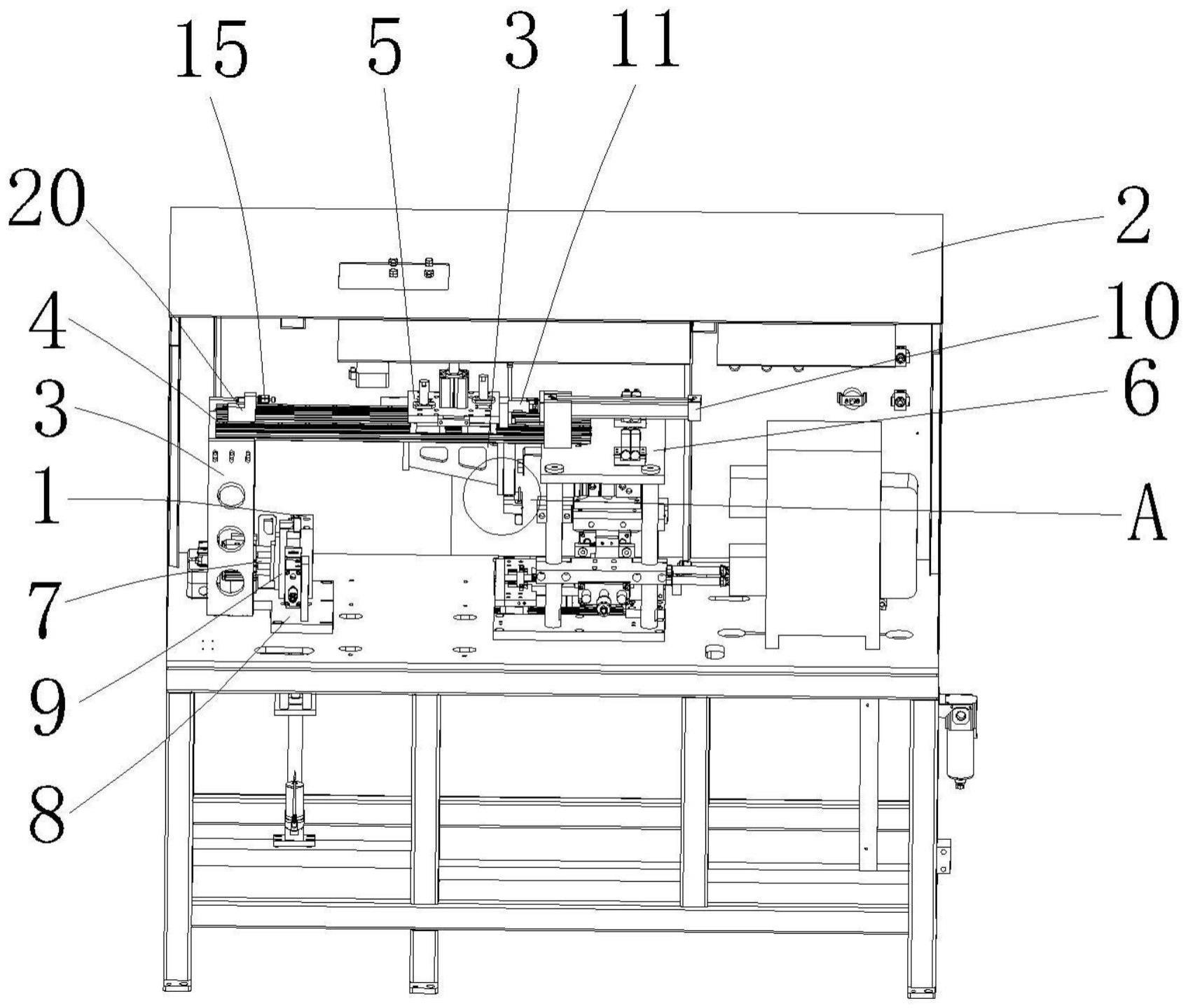
1.一种自动冲压卷圆焊机,其特征在于,包括机架(2),所述机架(2)上沿水平方向滑移连接有退料架(1223),所述机架(2)上设置有上料装置,所述机架(2)上设置有驱动所述退料架(1223)水平移动的驱动件,所述机架(2)上设置有焊接装置,所述上料装置将待焊接的工件输送到退料架(1223)上,所述驱动件带动所述退料架(1223)水平移动到预先设定好的位置,所述焊接装置对待焊接的工件进行焊接。
2.如权利要求1所述的自动冲压卷圆焊机,其特征在于:所述上料装置包括限位块(1),所述限位块(1)竖直安装在所述机架(2)上,所述机架(2)上设置有多组夹紧组件,所述机架(2)上通过支架(3)水平安装有滑杆(4),所述滑杆(4)上沿所述滑杆(4)的长度方向滑移连接有滑动板(5),所述机架(2)上通过固定架(6)设置有驱动所述滑动板(5)滑动的驱动组件二,所述滑动板(5)的底面通过支架一(31)设置有取料组件。
3.如权利要求2所述的自动冲压卷圆焊机,其特征在于:所述夹紧组件气缸一(7),所述气缸一(7)通过安装板(8)竖直安装在所述机架(2)上,所述气缸的活塞杆上安装有推块(9)。
4.如权利要求2所述的自动冲压卷圆焊机,其特征在于:所述驱动组件二包括气缸二(10),所述气缸二(10)水平安装在所述固定架(6)上,所述气缸二(10)的活塞杆上安装有推拉块(11),所述推拉块(11)与所述滑动板(5)相固定。
5.如权利要求2所述的自动冲压卷圆焊机,其特征在于:所述取料组件包括气缸三(12),所述气缸三(12)竖直安装在所述支架一(31)的一侧,所述气缸三(12)的活塞杆上安装有推板一(13),所述推板一(13)上固定有真空发生器(14)。
6.如权利要求2所述的自动冲压卷圆焊机,其特征在于:所述焊接装置包括设置在所述固定架(6)上的焊接组件,所述机架(2)的底面设置有折弯组件一,所述固定架(6)上对称设置有两组折弯组件二,所述机架(2)上设置有驱动组件,所述固定架(6)上设置有成型模芯一(1112)。
7.如权利要求6所述的自动冲压卷圆焊机,其特征在于:所述焊接组件包括气缸五(1113),所述气缸五(1113)竖直安装在所述固定架(6)的底面,所述气缸五(1113)的活塞杆上安装有推板二(1114),所述推板二(1114)的底面安装有导电板(1115),所述导电板(1115)的底面通过调整板一(1121)安装有焊头(1116)。
8.如权利要求6所述的自动冲压卷圆焊机,其特征在于:所述折弯组件一包括四个连杆(1117),四个所述连杆(1117)竖直安装在所述机架(2)的底面,四个所述连杆(1117)的底端水平安装有底板二(1118),所述底板二(1118)的顶面竖直安装有气缸六(1110),所述气缸六(1110)的活塞杆上安装有与所述成型模芯一(1112)相适配的成型模一(1119)。
9.如权利要求6所述的自动冲压卷圆焊机,其特征在于:所述折弯组件二包括气缸七(1210),所述气缸七(1210)水平安装在所述固定架(6)上,所述气缸七(1210)的活塞杆上安装有调整板二(1221),所述调整板二(1221)上安装有成型模二(1222)。
10.如权利要求2所述的自动冲压卷圆焊机,其特征在于:所述固定架(6)包括两个横板(1216),两个所述横板(1216)对称安装在所述机架(2),两个所述横板(1216)上均对称安装有两个支柱(1217),两个所述支柱(1217)上安装有横板一(1224),四个所述支柱(1217)的顶端安装有固定板(1219)。
技术总结
本发明提出了一种自动冲压卷圆焊机,包括机架,所述机架上沿水平方向滑移连接有退料架,所述机架上设置有上料装置,所述机架上设置有驱动所述退料架水平移动的驱动件,所述机架上设置有焊接装置,所述上料装置将待焊接的工件输送到退料架上,所述驱动件带动所述退料架水平移动到预先设定好的位置,所述焊接装置对待焊接的工件进行焊接。本发明代替人工,以自动化的方式对不锈钢器血配件进行焊接,减少工人员的工作量同时提高效率。
技术研发人员:姜根生
受保护的技术使用者:佛山市骏崴智能机械装备科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!