一种模具定位销安装结构的制作方法
本发明属于冲压模具零部件,更具体地说,是涉及一种模具定位销安装结构。
背景技术:
1、模具设计制造技术是现代冲压生产的核心技术。很多板件在现场调试过程中出现回弹及定位孔位置若出现偏移的情况,导致按理论设计出来的定位销机构无法使用,模具需要返工后才能使用,增加成本。
2、现有技术中有名称为“一种金属型重力铸造模具的定位导向装置”、公开号为“cn103962507b”的技术,该技术涉及一种金属型重力铸造模具的定位导向装置,包括上模、下模及多块模具,各模具的下端面与下模之间设有导向结构,相邻两模具的接触面之间设有定位结构;其特征在于:导向结构包括导向销和导向槽,导向销约束在下模的安装孔内,导向销由位于安装孔内的顶持弹簧顶持,相应模具的底面设有导向槽;定位结构包括定位销和定位孔,定位销松动地插设在模具的销孔内并外露出模具端面,销孔的侧壁上设有四个容置槽,各容置槽内装有一调节弹簧,各调节弹簧的外端伸入销孔内并顶持在定位销的周壁上使定位销保持平衡,定位孔设置相邻另一个模具的相应端面上。其是一种柔性方式进行定位导向的定位导向装置,具有定位精准,自动校准、拆卸更换方便的优点。
3、然而,该技术没有涉及本申请的技术问题和技术方案。
技术实现思路
1、本发明所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,能够根据定位孔的实际情况方便准确实现定位销的调节,从而实现定位销和定位孔的位置精准对应,从而既满足板件定位要求,又不需要改动模具,降低模具成本的模具定位销安装结构。
2、要解决以上所述的技术问题,本发明采取的技术方案为:
3、本发明为一种模具定位销安装结构,包括定位销、定位销安装块、限位挡块,定位销安装在定位销安装块上,限位挡块设置为呈l型结构,限位挡块布置在定位销安装块侧面,限位挡块和定位销安装块之间设置调整片,限位挡块和定位销安装块设置在本体上。
4、所述的限位挡块包括挡块横向部和挡块纵向部,挡块横向部和挡块纵向部设置为呈l型结构。
5、所述的限位挡块的挡块横向部设置穿透挡块横向部的横向部开槽,定位销安装块侧面设置横向部螺孔。
6、所述的限位挡块的挡块纵向部设置穿透挡块纵向部的纵向部开槽,定位销安装块侧面设置纵向部螺孔。
7、所述的限位挡块上设置垂直穿透限位挡块的连接孔,本体上设置与连接孔数量和位置对应的本体螺孔。
8、所述的限位挡块的挡块横向部上设置穿透挡块横向部的横向部连接孔,本体上设置与横向部连接孔数量和位置对应的本体横向部连接螺孔。
9、所述的限位挡块的挡块纵向部上设置穿透挡块纵向部的纵向部连接孔,本体上设置与纵向部连接孔数量和位置对应的本体纵向部连接螺孔。
10、所述的限位挡块的挡块横向部和定位销安装块侧面之间设置一片或一片以上的调整片;限位挡块的挡块纵向部和定位销安装块侧面之间设置一片或一片以上的调整片。
11、所述的调整片为矽钢片。
12、所述的定位销安装块上设置从定位销安装块底面向上表面延伸的t型孔,定位销为t型结构,定位销从定位销安装块底面安装在t型孔内,定位销下表面与定位销安装块下表面平齐。
13、采用本发明的技术方案,工作原理及有益效果如下所述:
14、本发明所述的模具定位销安装结构,结构设置时,分别设置定位销、定位销安装块、限位挡块,而定位销和定位销安装块连接,因此,定位销安装块的位置决定定位销的位置,定位销垂直于定位销安装块,定位销安装块和限位挡块设置在本体上,定位销安装块侧面和限位挡块侧面连接,限位挡块安装在本体上,限位挡块和定位销安装块之间设置调整片,调整片的厚度和数量不同,决定限位挡块和定位销安装块的相对位置不同,而限位挡块固定连接在本体上,则限位挡块和定位销安装块的相对位置不同,则定位销相对于本体的相对位置发生变化。需要调整定位销相对于本体的相对位置时,只需要调整调整片的厚度和数量,即实现限位挡块和定位销安装块的相对位置不同,也就改变了定位销相对于本体的位置。这样,不需要对定位销安装结构的部件进行修改,就能够改变定位销的位置,调整方便快捷,并且保障调整后定位销与定位孔的相对精度,降低模具制造成本。
技术特征:
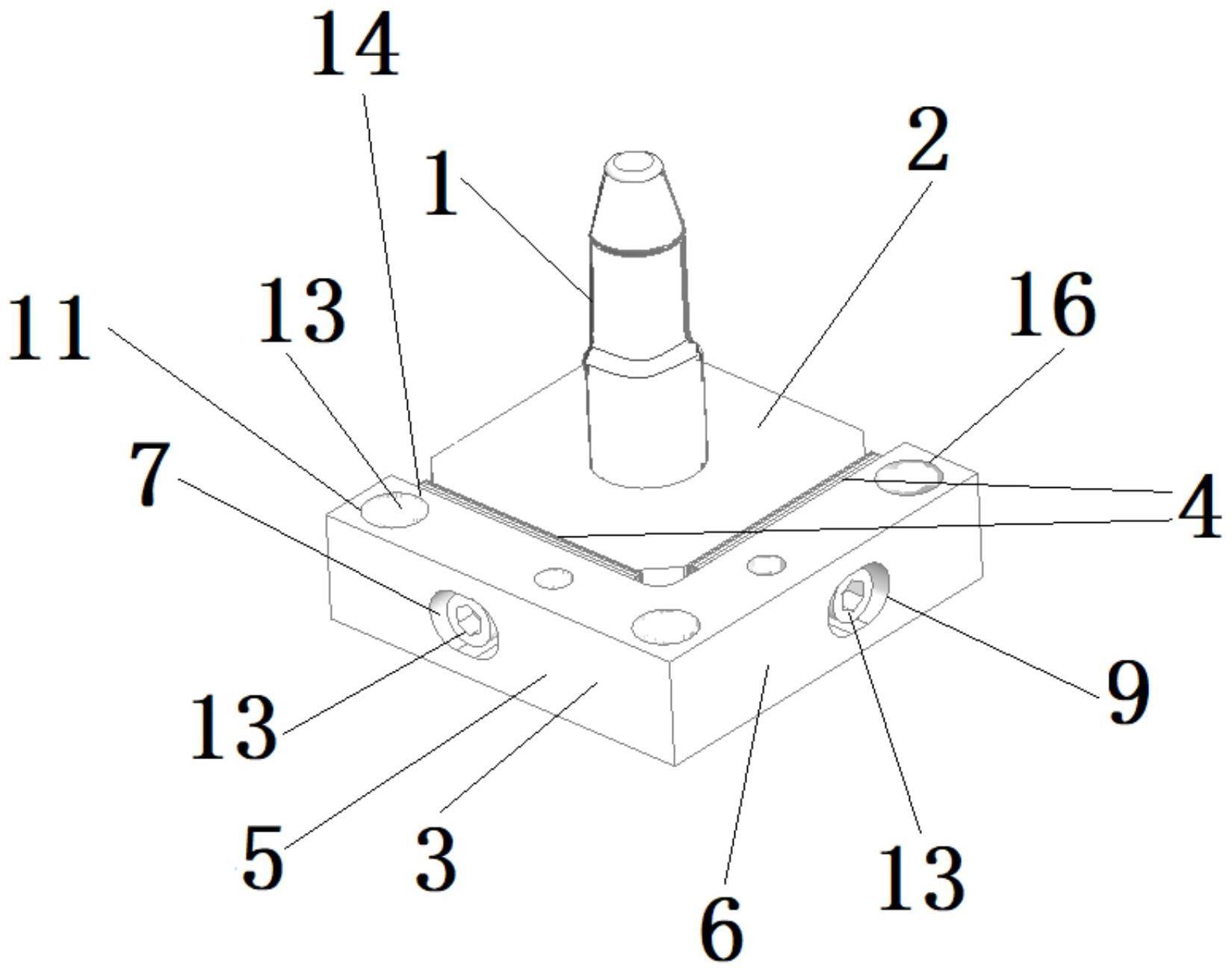
1.一种模具定位销安装结构,其特征在于:包括定位销(1)、定位销安装块(2)、限位挡块(3),定位销(1)安装在定位销安装块(2)上,限位挡块(3)设置为呈l型结构,限位挡块(3)布置在定位销安装块(2)侧面,限位挡块(3)和定位销安装块(2)之间设置调整片(4),限位挡块(3)和定位销安装块(2)设置在本体(12)上;
2.根据权利要求1所述的模具定位销安装结构,其特征在于:所述的限位挡块(3)包括挡块横向部(5)和挡块纵向部(6),挡块横向部(5)和挡块纵向部(6)设置为呈l型结构。
3.根据权利要求2所述的模具定位销安装结构,其特征在于:所述的限位挡块(3)的挡块横向部(5)设置穿透挡块横向部(5)的横向部开槽(7),定位销安装块(2)侧面设置横向部螺孔(8)。
4.根据权利要求3所述的模具定位销安装结构,其特征在于:所述的限位挡块(3)的挡块纵向部(6)设置穿透挡块纵向部(6)的纵向部开槽(9),定位销安装块(2)侧面设置纵向部螺孔(10)。
5.根据权利要求1或2所述的模具定位销安装结构,其特征在于:所述的限位挡块(3)上设置垂直穿透限位挡块(3)的连接孔(11),本体(12)上设置与连接孔(11)数量和位置对应的本体螺孔。
6.根据权利要求2所述的模具定位销安装结构,其特征在于:所述的限位挡块(3)的挡块横向部(5)上设置穿透挡块横向部(5)的横向部连接孔(14),本体(12)上设置与横向部连接孔(14)数量和位置对应的本体横向部连接螺孔。
7.根据权利要求6所述的模具定位销安装结构,其特征在于:所述的限位挡块(3)的挡块纵向部(6)上设置穿透挡块纵向部(6)的纵向部连接孔(16),本体(12)上设置与纵向部连接孔(16)数量和位置对应的本体纵向部连接螺孔。
8.根据权利要求3所述的模具定位销安装结构,其特征在于:所述的限位挡块(3)的挡块横向部(5)和定位销安装块(2)侧面之间设置一片或一片以上的调整片(4);限位挡块(3)的挡块纵向部(6)和定位销安装块(2)侧面之间设置一片或一片以上的调整片(4)。
9.根据权利要求1或2所述的模具定位销安装结构,其特征在于:所述的调整片(4)为矽钢片。
10.根据权利要求1或2所述的模具定位销安装结构,其特征在于:所述的定位销安装块(2)上设置从定位销安装块(2)底面向上表面延伸的t型孔(15),定位销(1)为t型结构,定位销(1)从定位销安装块(2)底面安装在t型孔(15)内,定位销(1)下表面与定位销安装块(2)下表面平齐。
技术总结
本发明属于冲压模具零部件技术领域的模具定位销安装结构。包括定位销(1)、定位销安装块(2)、限位挡块(3),定位销(1)安装在定位销安装块(2)上,限位挡块(3)设置为呈L型结构,限位挡块(3)布置在定位销安装块(2)侧面,限位挡块(3)和定位销安装块(2)之间设置调整片(4),限位挡块(3)和定位销安装块(2)设置在本体(12)上。本发明所述的模具定位销安装结构,结构简单,能够根据定位孔的实际情况方便准确实现定位销的调节,从而实现定位销和定位孔的位置精准对应,从而既满足板件定位要求,又不需要改动模具,降低模具成本。
技术研发人员:何军,郑强胜,王莉
受保护的技术使用者:瑞鹄汽车模具股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!