一种钛合金薄壁零件焊接后安装边的加工装置及方法与流程
本发明属于航空发动机制造,具体涉及一种钛合金薄壁零件焊接后安装边的加工装置及方法。
背景技术:
1、钛合金薄壁焊接零件已日益广泛地应用在航空发动机领域,因为它具有耐高温、强度高,硬度较高、弹性模量低、钛的抗腐蚀性强等特点。但薄壁焊接零件的加工和焊接是比较棘手的问题,原因是薄壁零件刚性差,强度弱,在加工中极容易变形,不易保证零件的加工质量。参照图1,导流板组件是某型新机典型的钛合金薄壁焊接零件,该零件结构特点主要有,焊接部位较多,焊接后安装边零件强度差,加工时易振刀,零件易翘曲。由于焊接会导致零件变形,导流板组件由钣金件焊接成型,零件强度差,加工时易振刀,零件易翘曲,安装边平面度要求0.04,较难保证。
2、公开号为cn103639247a的一种钛合金薄壁筒状零件热校形夹具,包括底座、校形座、校形螺钉、支撑座、衬套和压板,校形座为带法兰盘的圆筒体,所述圆筒体的筒壁上设置有环绕其中心线的至少两圈衬套安装孔,支撑座为圆环体,衬套的中心孔为与校形螺钉匹配的螺孔,衬套和校形螺钉的数量与组成校形座的圆筒体上设置的衬套安装孔的数量相同。校形座通过其法兰盘安装在底座,支撑座安装在底座上,其中心线与校形座的中心线重合,各衬套分别安装在组成校形座的圆筒体上设置的相应衬套安装孔中,各校形螺钉分别安装在相应衬套的螺孔中,压板的数量至少为四个,沿底座的周边等间距安装,在被校形钛合金薄壁筒状零件安装到位后,用于固定该零件位于支撑座上端面的部位。但是该热校形夹具不能解决安装边的加工稳定问题
技术实现思路
1、为了解决上述问题,本发明旨在提供一种钛合金薄壁零件焊接后安装边的加工装置及方法,
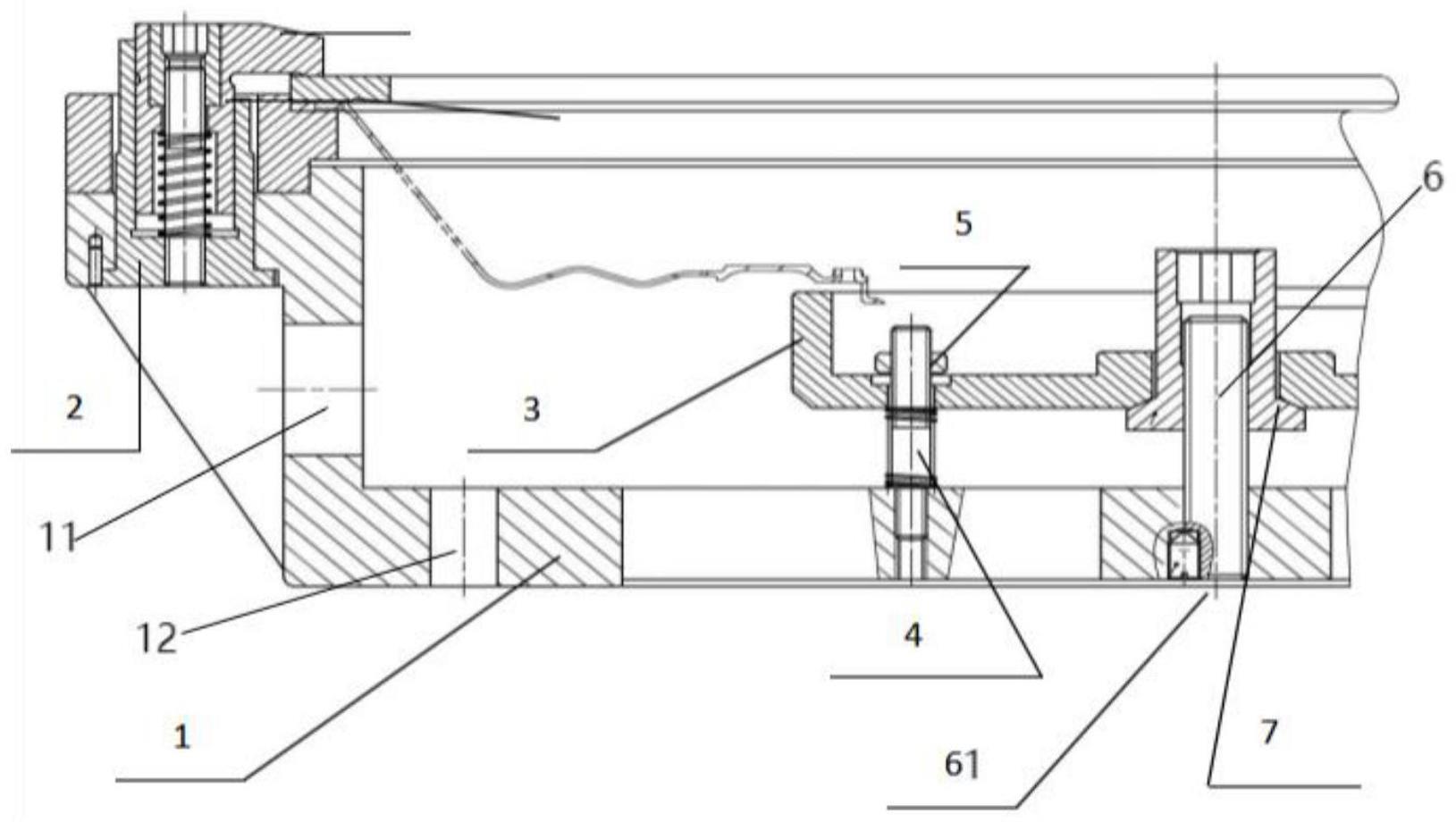
2、为了实现上述目的,本发明采用以下技术方案:包括盆形的夹具体,所述夹具体圆周上设置有压紧装置,所诉夹具体中心设置第二螺杆和螺帽配合支撑起支承盘,所述支承盘下方安装有一圈第一螺杆,第一螺杆下端和夹具体连接,第一螺杆上端和限位螺钉配合调节夹具体的水平度。
3、所述压紧装置包括圆柱底座,弹簧套装在螺钉上将底座固定在夹具体圆周上,压紧装置的上端通过螺钉固定有压板,压板可转动90°实现解锁和锁紧。
4、所述支承盘为盘状的圆型回转体,圆型回转体的边缘有一圈凸沿,支承盘中间设置有安装孔,安装孔的四周设置有小安装孔,所述螺帽安装在第二螺杆顶部,螺帽穿过支承盘中心的安装孔并利用底部的凸台结构托起支承盘。
5、所述夹具体的侧壁上开设有减重孔,底部的圆周上开设有安装孔。
6、所述第一螺杆上套装有弹簧,弹簧用于顶起支承盘,通过限位螺钉调整弹簧的初始位置。
7、所述第二螺杆上配置有锁紧装置并固定在夹具体中心。
8、所述压紧装置的位置高于支承盘的位置。
9、一种钛合金薄壁零件焊接后安装边的加工方法,包括以下步骤:
10、步骤1:零件放入夹具体中并贴合,采用压紧装置压紧;
11、步骤2:找准零件支承面,调整螺帽,使得支承盘贴合零件的支承面,随后采用第一螺杆上的限位螺钉反向锁紧,固定支承面盘;
12、步骤3:加工零件的安装边。
13、与现有技术相比,本发明具有以下优势:巧妙地利用了自身结构设计,加装支承盘,通过螺杆和螺钉及螺帽配合,进行上下调整,稳定方便的进行零件辅助支承,大幅提高效率,避免了点支承,采用支承环支承,支承面大,零件变形小。同时用于不同型号的导流板组件类钣金与安装边焊接后加工问题的解决,应用范围广泛。
技术特征:
1.一种钛合金薄壁零件焊接后安装边的加工装置,其特征在于:包括盆形的夹具体(1),所述夹具体(1)圆周上设置有压紧装置(2),夹具体(1)中心设置第二螺杆(6)和螺帽(7)配合支撑起支承盘(3),所述支承盘(3)下方安装有一圈第一螺杆(4),第一螺杆下端和夹具体(1)连接,第一螺杆(4)上端和限位螺钉(5)配合调节夹具体(1)的水平度。
2.根据权利要求1所述的钛合金薄壁零件焊接后安装边的加工装置,其特征在于:所述压紧装置(2)包括圆柱底座,弹簧套装在螺钉上将底座固定在夹具体(1)圆周上,压紧装置(2)的上端通过螺钉固定有压板(21),压板(21)可转动90°实现解锁和锁紧。
3.根据权利要求1所述的钛合金薄壁零件焊接后安装边的加工装置,其特征在于:所述支承盘(3)为盘状的圆型回转体,圆型回转体的边缘有一圈凸沿,支承盘(3)中间设置有安装孔,安装孔的四周设置有小安装孔,所述螺帽(7)安装在第二螺杆(6)顶部,螺帽(7)穿过支承盘(3)中心的安装孔并利用底部的凸台结构托起支承盘(3)。
4.根据权利要求1所述的钛合金薄壁零件焊接后安装边的加工装置,其特征在于:所述夹具体(1)的侧壁上开设有减重孔(11),底部的圆周上开设有安装孔(12)。
5.根据权利要求1所述的钛合金薄壁零件焊接后安装边的加工装置,其特征在于:所述第一螺杆(4)上套装有弹簧,弹簧用于顶起支承盘(3),通过限位螺钉(5)调整弹簧的初始位置。
6.根据权利要求1所述的钛合金薄壁零件焊接后安装边的加工装置,其特征在于:所述第二螺杆(6)上配置有锁紧装置(61)并固定在夹具体(1)中心。
7.根据权利要求1所述的钛合金薄壁零件焊接后安装边的加工装置,其特征在于:所述压紧装置(2)的位置高于支承盘(3)的位置。
8.一种钛合金薄壁零件焊接后安装边的加工方法,此方法基于上述权利要求1-7任一项所述的加工装置进行加工,其特征在于:包括以下步骤:
技术总结
本发明公开了一种钛合金薄壁零件焊接后安装边的加工装置,包括夹具体,所述夹具体圆周上设置有压紧装置,所诉夹具体中心设置有支承盘,所述支承盘通过第一螺杆和限位螺钉配合架在夹具体底面的上方,所述夹具体底面还设置第二螺杆和螺帽配合支撑起支承盘。加工方法,包括以下步骤:步骤1:零件放入夹具体中并贴合,采用压紧装置压紧;步骤2:找准零件支承面,调整螺帽,使得支承盘贴合零件的支承面,随后采用第一螺杆上的限位螺钉反向锁紧,固定支承面盘;步骤3:加工零件的安装边。加装支承盘,通过螺杆和螺钉及螺帽配合,进行上下调整,稳定方便的进行零件辅助支承,大幅提高效率,避免了点支承,采用支承环支承,支承面大,零件变形小。
技术研发人员:胡鹏,刘光敏,李朝江,张玉
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!