一种配电柜自动化焊接控制方法、装置、设备及介质与流程
本发明涉及焊接控制的,尤其是涉及一种配电柜自动化焊接控制方法、装置、设备及介质。
背景技术:
1、随着现代化技术的快速发展,工业自动化水平的提升,传统的手工焊接方式已经无法满足配电柜的大规模生产要求,因此,焊接操作手臂的引入,可以提高配电柜的焊接速度。
2、目前,现有的焊接操作手臂需要一定的技术要求,对于操作人员来说,需要有一定的熟练度,对于配电柜的焊接操作十分不便,影响配电柜的大规模生产制造,且增加了人力成本,因此,存在一定的改进空间。
技术实现思路
1、为了提高配电柜焊接的便利性,本技术提供一种配电柜自动化焊接控制方法、装置、设备及介质。
2、本技术的上述发明目的一是通过以下技术方案得以实现的:
3、一种配电柜自动化焊接控制方法,所述配电柜自动化焊接控制方法包括步骤:
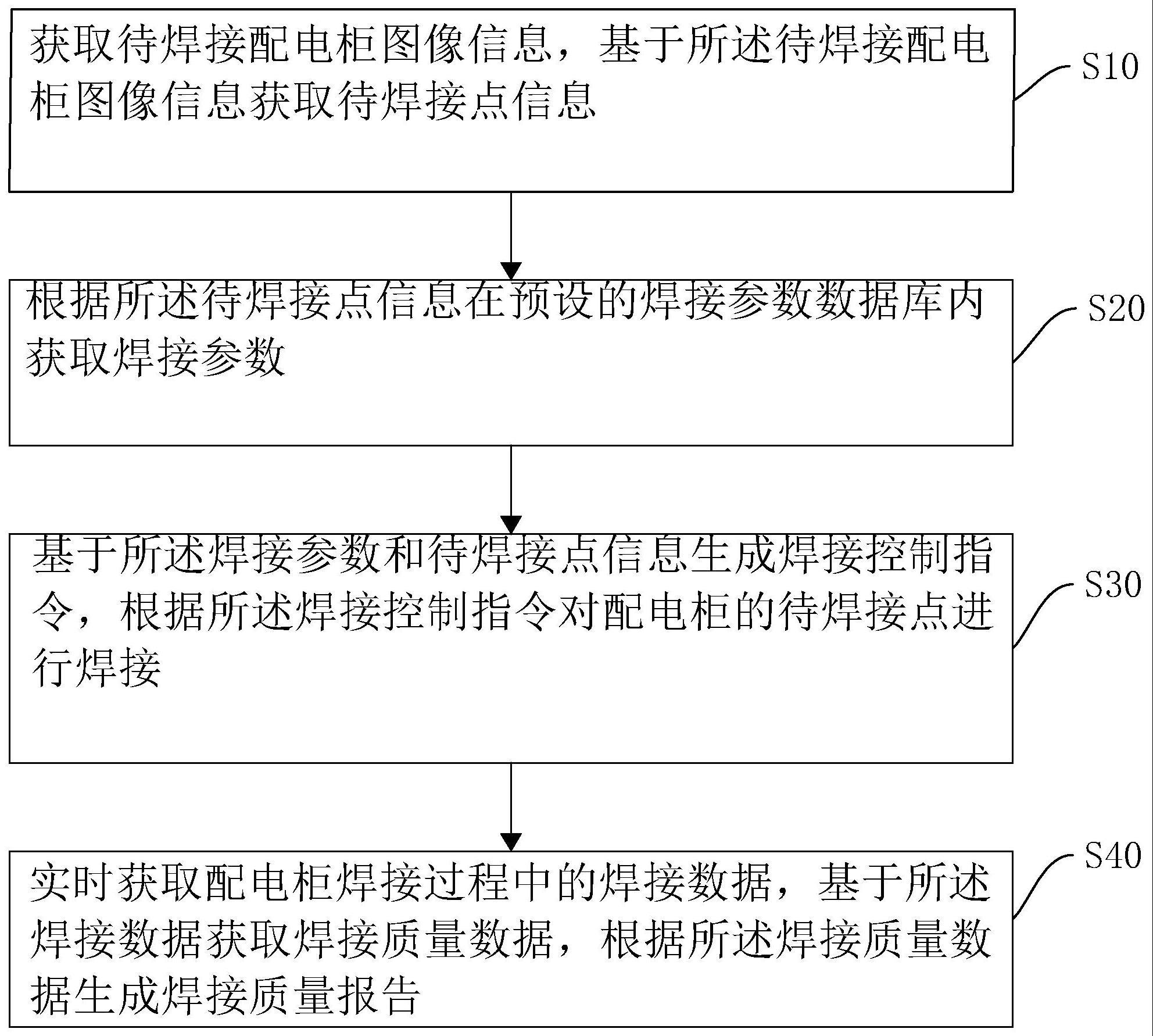
4、获取待焊接配电柜图像信息,基于所述待焊接配电柜图像信息获取待焊接点信息;
5、根据所述待焊接点信息在预设的焊接参数数据库内获取焊接参数;
6、基于所述焊接参数和待焊接点信息生成焊接控制指令,根据所述焊接控制指令对配电柜的待焊接点进行焊接;
7、实时获取配电柜焊接过程中的焊接数据,基于所述焊接数据获取焊接质量数据,根据所述焊接质量数据生成焊接质量报告。
8、通过采用上述技术方案,在对配电柜进行焊接时,将配电柜放置在待焊接的工作台上,利用焊接操作手臂上的红外摄像机获取待焊接配电柜的图像信息,通过对图像信息分析,得到配电柜的待焊接点信息,待焊接点信息是指配电柜上需要进行焊接的区域位置、焊接点坐标、位置等信息,根据待焊接点信息在预设的焊接参数数据库内选择合适的焊接参数,使得对配电柜的焊接能够按照合适的参数进行焊接,以焊接参数和待焊接点信息为触发条件,生成焊接控制指令,响应焊接控制指令,使焊接操作手臂根据设置的焊接参数对配电柜的待焊接点进行焊接,同时,实时获取配电柜焊接时的焊接数据,以收集到的焊接数据为基础,分析出配电柜在焊接过程中的焊接质量,根据焊接质量数据生成焊接质量报告,便于对配电柜的焊接质量情况进行分析,整个配电柜焊接过程,实现自动化焊接,提高配电柜焊接的便利性,无需操作人员操控焊接操作手臂,降低焊接成本。
9、本技术在一较佳示例中可以进一步配置为:在所述根据所述待焊接点信息在预设的焊接参数数据库内获取焊接参数之前,所述配电柜自动化焊接控制方法还包括:
10、获取历史焊接台账数据,基于所述历史焊接台账数据获取焊接历史参数和历史焊接类型信息;
11、以所述焊接历史参数和历史焊接类型信息为基础构建焊接参数数据库。
12、通过采用上述技术方案,通过对配电柜的历史焊接台账数据中,分析出历史焊接参数和历史焊接类型信息,历史焊接类型信息是指焊接属性信息,将历史焊接参数与历史焊接类型信息进行关联,并整理集合构建成焊接参数数据库,进而便于在收到配电柜的待焊接点信息时,能够快速确定出合适的焊接参数,提高配电柜的焊接效率。
13、本技术在一较佳示例中可以进一步配置为:所述根据所述待焊接点信息在预设的焊接参数数据库内获取焊接参数,具体包括:
14、将所述待焊接点信息输入至预设的焊接参数数据库内,所述焊接参数数据库内设置有焊接点参数关联映射表,基于所述待焊接点信息获取待焊接特征数据;
15、根据所述待焊接特征数据在所述焊接点参数关联映射表内获取相关联的焊接参数。
16、通过采用上述技术方案,在对配电柜进行焊接参数设置时,将获取到的待焊接点信息输入至预设的焊接参数数据库内,利用焊接参数数据库内的焊接点参数关联映射表,进行焊接参数确定,根据待焊接点信息获取到待焊接特征数据,利用待焊接特征数据在焊接点参数关联映射表中确定出焊接参数,实现焊接参数快速配置功能。
17、本技术在一较佳示例中可以进一步配置为:所述实时获取配电柜焊接过程中的焊接数据,基于所述焊接数据获取焊接质量数据,根据所述焊接质量数据生成焊接质量报告,具体包括:
18、根据所述焊接质量数据获取质量特征数据,其中,所述质量特征数据包括质量异常特征和质量正常特征;
19、基于所述质量异常特征确定焊接异常类型数据,根据所述焊接异常类型数据和质量正常特征生成焊接质量报告。
20、通过采用上述技术方案,通过对配电柜焊接过程中的焊接数据实时获取,利用焊接数据对配电柜的焊接质量实时监控,利用配电柜焊接过程中的焊接数据提取到焊接质量数据,对焊接质量数据进行特征提取,得到质量特征数据,其中,质量特征数据包括质量异常特征和质量正常特征,利用质量异常特征确定出该配电柜出现的焊接质量异常的焊接异常类型数据,以焊接异常类型数据和质量正常特征为数据基础,整理生成焊接质量报告,实现对配电柜的自动焊接质量分析功能。
21、本技术在一较佳示例中可以进一步配置为:在所述实时获取配电柜焊接过程中的焊接数据,基于所述焊接数据获取焊接质量数据,根据所述焊接质量数据生成焊接质量报告之后,所述配电柜自动化焊接控制方法还包括:
22、将所述焊接质量数据输入至预设的焊接质量判断模型内,获取焊接质量判断结果,根据所述焊接质量判断结果生成参数调节指令;
23、响应所述参数调节指令,生成待调节参数数据,基于所述待调节参数数据对焊接参数进行调整。
24、通过采用上述技术方案,通过对获取到的焊接质量数据进行分析,将焊接质量数据输入至焊接质量判断模型内,利用焊接质量判断模型对焊接质量数据进行分析,得到焊接质量判断结果,其中,焊接质量判断结果包括有质量高和质量差,根据焊接质量判断结果生成相对应的参数调节指令,响应参数调节指令,得到待调节的参数,将待调节参数输入至焊接参数内,对焊接参数进行调控,实现对配电柜焊接过程中焊接质量监控,并根据焊接质量情况,自动调节焊接参数,提高配电柜的焊接质量。
25、本技术在一较佳示例中可以进一步配置为:所述将所述焊接质量数据输入至预设的焊接质量判断模型内,获取焊接质量判断结果,根据所述焊接质量判断结果生成参数调节指令,具体包括:
26、将所述焊接质量数据输入至焊接质量判断模型内,所述焊接质量判断模型内设置质量阈值数据线,获取焊接质量数据超过质量阈值数据线的区域面积;
27、将所述区域面积与预设的面积阈值进行比较,根据所述比较结果确定焊接质量判断结果,当所述区域面积大于面积阈值时,所述焊接质量判断结果为焊接质量差结果,根据所述焊接质量差结果生成参数调节质量。
28、通过采用上述技术方案,通过对焊接质量数据进行分析,以判断当前配电柜的焊接质量,将焊接质量数据输入至焊接质量判断模型内,焊接质量判断模型内设置有质量阈值数据线,统计焊接质量数据超过质量阈值数据线的区域面积,利用焊接质量判断模型对配电柜的焊接质量数据进行分析,根据焊接质量数据超过质量阈值数据线的区域面积情况,确定配电柜的焊接质量结果,当焊接质量数据超过质量阈值数据线的区域面积超过预设的面积阈值时,说明配电柜的焊接质量异常数据较多,则焊接质量判断结果为焊接质量差,进而触发参数调节质量,实现对焊接质量差的焊接点位进行参数调整。
29、本技术的上述发明目的二是通过以下技术方案得以实现的:
30、一种配电柜自动化焊接控制装置,所述配电柜自动化焊接控制装置包括:
31、焊接点位获取模块,用于获取待焊接配电柜图像信息,基于所述待焊接配电柜图像信息获取待焊接点信息;
32、焊接参数配置模块,用于根据所述待焊接点信息在预设的焊接参数数据库内获取焊接参数;
33、焊接控制模块,用于基于所述焊接参数和待焊接点信息生成焊接控制指令,根据所述焊接控制指令对配电柜的待焊接点进行焊接;
34、焊接质量分析模块,用于实时获取配电柜焊接过程中的焊接数据,基于所述焊接数据获取焊接质量数据,根据所述焊接质量数据生成焊接质量报告。
35、通过采用上述技术方案,在对配电柜进行焊接时,将配电柜放置在待焊接的工作台上,利用焊接操作手臂上的红外摄像机获取待焊接配电柜的图像信息,通过对图像信息分析,得到配电柜的待焊接点信息,待焊接点信息是指配电柜上需要进行焊接的区域位置、焊接点坐标、位置等信息,根据待焊接点信息在预设的焊接参数数据库内选择合适的焊接参数,使得对配电柜的焊接能够按照合适的参数进行焊接,以焊接参数和待焊接点信息为触发条件,生成焊接控制指令,响应焊接控制指令,使焊接操作手臂根据设置的焊接参数对配电柜的待焊接点进行焊接,同时,实时配电柜焊接时的焊接数据,以收集到的焊接数据为基础,分析出配电柜在焊接过程中的焊接质量,根据焊接质量数据生成焊接质量报告,便于对配电柜的焊接质量情况进行分析,整个配电柜焊接过程,实现自动化焊接,提高配电柜焊接的便利性,无需操作人员操控焊接操作手臂,降低焊接成本。
36、本技术的上述目的三是通过以下技术方案得以实现的:
37、一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述配电柜自动化焊接控制方法的步骤。
38、本技术的上述目的四是通过以下技术方案得以实现的:
39、一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述配电柜自动化焊接控制方法的步骤。
40、综上所述,本技术包括以下至少一种有益技术效果:
41、1、在对配电柜进行焊接时,将配电柜放置在待焊接的工作台上,利用焊接操作手臂上的红外摄像机获取待焊接配电柜的图像信息,通过对图像信息分析,得到配电柜的待焊接点信息,待焊接点信息是指配电柜上需要进行焊接的区域位置、焊接点坐标、位置等信息,根据待焊接点信息在预设的焊接参数数据库内选择合适的焊接参数,使得对配电柜的焊接能够按照合适的参数进行焊接,以焊接参数和待焊接点信息为触发条件,生成焊接控制指令,响应焊接控制指令,使焊接操作手臂根据设置的焊接参数对配电柜的待焊接点进行焊接,同时,实时配电柜焊接时的焊接数据,以收集到的焊接数据为基础,分析出配电柜在焊接过程中的焊接质量,根据焊接质量数据生成焊接质量报告,便于对配电柜的焊接质量情况进行分析,整个配电柜焊接过程,实现自动化焊接,提高配电柜焊接的便利性,无需操作人员操控焊接操作手臂,降低焊接成本;
42、2、通过对配电柜的历史焊接台账数据中,分析出历史焊接参数和历史焊接类型信息,历史焊接类型信息是指焊接属性信息,将历史焊接参数与历史焊接类型信息进行关联,并整理集合构建成焊接参数数据库,进而便于在收到配电柜的待焊接点信息时,能够快速确定出合适的焊接参数,提高配电柜的焊接效率;
43、3、在对配电柜进行焊接参数设置时,将获取到的待焊接点信息输入至预设的焊接参数数据库内,利用焊接参数数据库内的焊接点参数关联映射表,进行焊接参数确定,根据待焊接点信息获取到待焊接特征数据,利用待焊接特征数据在焊接点参数关联映射表中确定出焊接参数,实现焊接参数快速配置功能;
44、4、通过对配电柜焊接过程中的焊接数据实时获取,利用焊接数据对配电柜的焊接质量实时监控,利用配电柜焊接过程中的焊接数据提取到焊接质量数据,对焊接质量数据进行特征提取,得到质量特征数据,其中,质量特征数据包括质量异常特征和质量正常特征,利用质量异常特征确定出该配电柜出现的焊接质量异常的焊接异常类型数据,以焊接异常类型数据和质量正常特征为数据基础,整理生成焊接质量报告,实现对配电柜的自动焊接质量分析功能;
45、5、通过对获取到的焊接质量数据进行分析,将焊接质量数据输入至焊接质量判断模型内,利用焊接质量判断模型对焊接质量数据进行分析,得到焊接质量判断结果,其中,焊接质量判断结果包括有质量高和质量差,根据焊接质量判断结果生成相对应的参数调节质量,响应参数调节指令,得到待调节的参数,将待调节参数输入至焊接参数内,对焊接参数极性调控,实现对配电柜焊接过程中焊接质量监控,并根据焊接质量情况,自动调节焊接参数,提高配电柜的焊接质量。
- 还没有人留言评论。精彩留言会获得点赞!