高导叶片电加工小孔内冲水冷却加工工装及工艺的制作方法
本发明属于机械加工,具体涉及一种高导叶片电加工小孔内冲水冷却加工工装及工艺。
背景技术:
1、高导叶片表面有许多微小孔需要进行加工,目前均是将高导叶片采用工装固定后,利用电火花小孔机床采用电击穿孔技术进行加工,加工小孔时,机床自带外冲水对零件表面冲水降温,但是加工过程中外冲水无法冲到叶片里面的腔体,导致里面腔体加工是,电极出口慢,零件内表面变黑,烧蚀痕迹明显,且加工后的重熔层加大,并且使得小孔加工时间会延长。
技术实现思路
1、本发明所要解决的技术问题便是针对上述现有技术的不足,提供一种高导叶片电加工小孔内冲水冷却加工工装及工艺,它能够有效提高小孔加工效率,并且能提高加工后零件表面的质量。
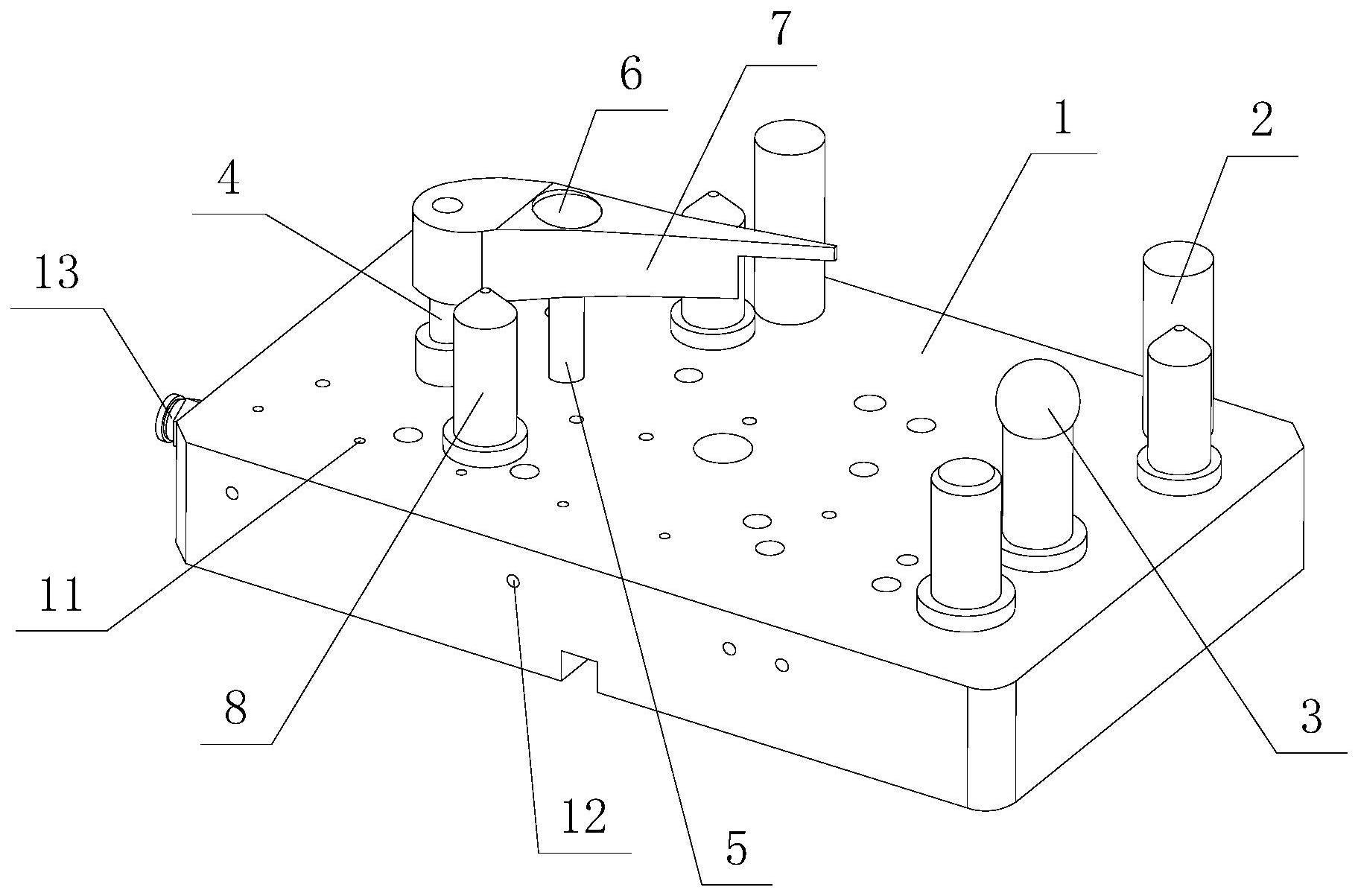
2、本发明所采用的技术方案是:一种高导叶片电加工小孔内冲水冷却加工工装,包括工装主板,所述工装主板的一侧表面上安装有两个横向对齐的限位销,其中一个限位销的纵向方向上设有限位柱,限位柱的底部与工装主板固定连接,所述限位柱的顶部呈球形,所述工装主板上还安装有连接柱和锁紧柱,连接柱和锁紧柱顶部安装有可拆卸的压块,压块上与锁紧柱对应处设有与锁紧柱匹配的锁紧螺栓,所述压块形状与高导叶片的镂空部匹配,所述工装主板表面连接柱和两个限位销附近分别还安装有与高导叶片匹配的支撑柱,当高导叶片的一侧均与两个限位销贴合,另一侧与限位柱顶部贴合时,连接柱和锁紧柱位于高导叶片的镂空部下方,此时压块安装在连接柱和锁紧柱后,压块与高导叶片的镂空部对应匹配,并将高导叶片压紧在支撑柱上;
3、所述工装主板一侧向内加工有未贯穿工装主板的主流道,工装主板加工主流道的这侧与其相邻的一侧上还开有数个分流道,所述主流道和数个分流道的中心线位于同于水平面,且每一个分流道均穿过主流道,所述工装主板表面与主流道和数个分流道对应处竖直开有数个喷水孔,每个喷水孔与其对应的主流道和分流道连通,所述工装主板侧壁上分流通的开口处均安装有堵头。
4、作为优选,所述主流道沿工装主板的长度方向设置,且在工装主板上主流道的进口处安装有快速接头。
5、作为优选,所述分流道设有5条,在主流道和分流道上开有11个喷水孔,11个喷水孔分别与高导叶片待加工的内腔小孔对应。
6、本发明的有益效果在于:
7、(1)通过两个限位销和一个限位柱能快速将高导叶片在工装主板上进行定位,同时通过纵向对应的限位销和限位柱实现了对高导叶片在xy轴方向上的限位;
8、(2)可拆卸的压块,在高导叶片定位后,快速的安装在连接柱和锁紧柱上,并通过内六角螺栓和锁紧柱配合,使得压块将高导叶片压紧,实现了对高导叶片在z轴方向上的限位;
9、(3)设置主流道和分流道,便于向工装主板内部注水,同时在工装主板表面开有与主流道和分流道连通的喷水孔,使得注入工装主板内的水从喷水孔处喷出,又数个喷水孔分别与高导叶片待加工的小孔对应,从而可在电火花穿孔时对高导叶片内腔穿孔的出口处进行喷水冷却降温,有效提高了高导叶片的表面加工质量,并且提高了小孔的加工效率。
10、本发明能有效对高导叶片进行稳定夹持加工,并设计内喷水的方式与电火花小孔机床自带的外喷水冷却相结合,有效提高了高导叶片的表面加工质量,并且提高了电火花小孔机床的穿孔效率。
技术特征:
1.一种高导叶片电加工小孔内冲水冷却加工工装,其特征在于:包括工装主板(1),所述工装主板(1)的一侧表面上安装有两个横向对齐的限位销(2),其中一个限位销(2)的纵向方向上设有限位柱(3),限位柱(3)的底部与工装主板(1)固定连接,所述限位柱(3)的顶部呈球形,所述工装主板(1)上还安装有连接柱(4)和锁紧柱(5),连接柱(4)和锁紧柱(5)顶部安装有可拆卸的压块(7),压块(7)上与锁紧柱(5)对应处设有与锁紧柱(5)匹配的锁紧螺栓(6),所述压块(7)形状与高导叶片的镂空部匹配,所述工装主板(1)表面连接柱(4)和两个限位销(2)附近分别还安装有与高导叶片匹配的支撑柱(8),当高导叶片的一侧均与两个限位销(2)贴合,另一侧与限位柱(3)顶部贴合时,连接柱(4)和锁紧柱(5)位于高导叶片的镂空部下方,此时压块(7)安装在连接柱(4)和锁紧柱(5)后,压块(7)与高导叶片的镂空部对应匹配,并将高导叶片压紧在支撑柱(8)上;
2.根据权利要求1所述的高导叶片电加工小孔内冲水冷却加工工装,其特征在于:所述主流道(9)沿工装主板(1)的长度方向设置,且在工装主板(1)上主流道(9)的进口处安装有快速接头(13)。
3.根据权利要求1或2所述的高导叶片电加工小孔内冲水冷却加工工装,其特征在于:所述分流道(10)设有5条,在主流道(9)和分流道(10)上开有11个喷水孔(11),11个喷水孔(11)分别与高导叶片待加工的内腔小孔对应。
4.一种高导叶片电加工小孔内冲水冷却加工工艺,包括加工过程中在零件待加工小孔的进口位置供给冷却水进行冷却降温,其特征在于:在加工过程中还需要在零件待加工小孔的出口位置供给冷却水进行降温。
技术总结
本发明公开了一种高导叶片电加工小孔内冲水冷却加工工装及工艺,包括工装主板,所述工装主板表面上安装有限位销、限位柱、连接柱、锁紧柱和支撑柱,连接柱和锁紧柱顶部安装有可拆卸的压块,所述工装主板一侧向内加工有未贯穿工装主板的主流道,工装主板加工主流道的这侧与其相邻的一侧上还开有数个与主流道连通的分流道,所述工装主板表面开有数个喷水孔,每个喷水孔与其对应的主流道和分流道连通,所述工装主板侧壁上分流通的开口处均安装有堵头。本发明能有效对高导叶片进行稳定夹持加工,并设计内喷水的方式与电火花小孔机床自带的外喷水冷却相结合,有效提高了高导叶片的表面加工质量,并且提高了电火花小孔机床的穿孔效率。
技术研发人员:王银昌,姚远
受保护的技术使用者:贵州安吉华元科技发展有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!