一种氢输送管道用022Cr17Ni14Mo2不锈钢无缝管的制造方法与流程
本发明涉及一种不锈钢无缝管的制备方法,具体涉及一种氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法,属于材料加工。
背景技术:
1、近年来氢能源得到了国际社会的广泛关注,国家出台了一系列文件支持氢能技术研发突破,引导氢能产业有序发展相关部委密集出台政策,大力支持燃料电池汽车发展。氢输送管道用022cr17ni14mo2不锈钢无缝管作为氢能制造、运输及储存的关键部分,它的ni含量较普通tp316l更高,并严格控制临氢镍当量,同时对h含量进行了严格限制,以防止氢脆现象。同时较普通tp316l有更高的cr元素,提升了产品耐腐蚀性能。
2、由于产品使用温度低,且ni含量较高,对于低温冲击性能及耐腐蚀性能均提出较高要求,相比普通tp316l,022cr17ni14mo2奥氏体不锈钢对组织均匀度,晶粒度尺寸及析出控制要求更严格。基于此,研发一种能提高上述指标的022cr17ni14mo2奥氏体不锈钢无缝管的生产工艺,从而能稳定制造出力学性能、金相组织等均能满足使用要求的022cr17ni14mo2无缝钢管,成为本领域技术人员首要任务。
3、目前专利cn114941055a集成电路及ic产业制备装置用超高洁净度不锈钢无缝管的制备方法和不锈钢无缝管,对可影响持久强度、疲劳强度的o、h量加以控制,降低对输送气体的污染,通过vod冶炼、真空var炉和真空压炉精炼把有害元素控制到最低,从而满足表面质量、力学性能等综合性能要求,但是其是通过冶炼来控制有害元素,冶炼工艺控制难度大。
4、专利cn115921573a一种uns n10276哈氏合金无缝换热管的制造方法,本发明该方法通过对uns n10276无缝换热管工艺优化进行严格限定,解决了一次检验合格率低、成材率低、尺寸精度不高和内外表面质量不佳等问题,该方法生产的产品一次检验合格率高,成材率高、尺寸精度高、内外表面质量好、力学性能稳定、实用性强,利于批量性生产,但是其为哈氏合金,加工性能不同,加工出的产品变形能力较差。
技术实现思路
1、本发明所要解决的技术问题是,针对以上现有技术存在的缺点,提出一种氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法,该方法生产的无缝管组织性能稳定、尺寸精度高、表面质量好、实用性强,利于批量性生产。
2、为了解决以上技术问题,本发明提供一种氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法,具体包括以下步骤:
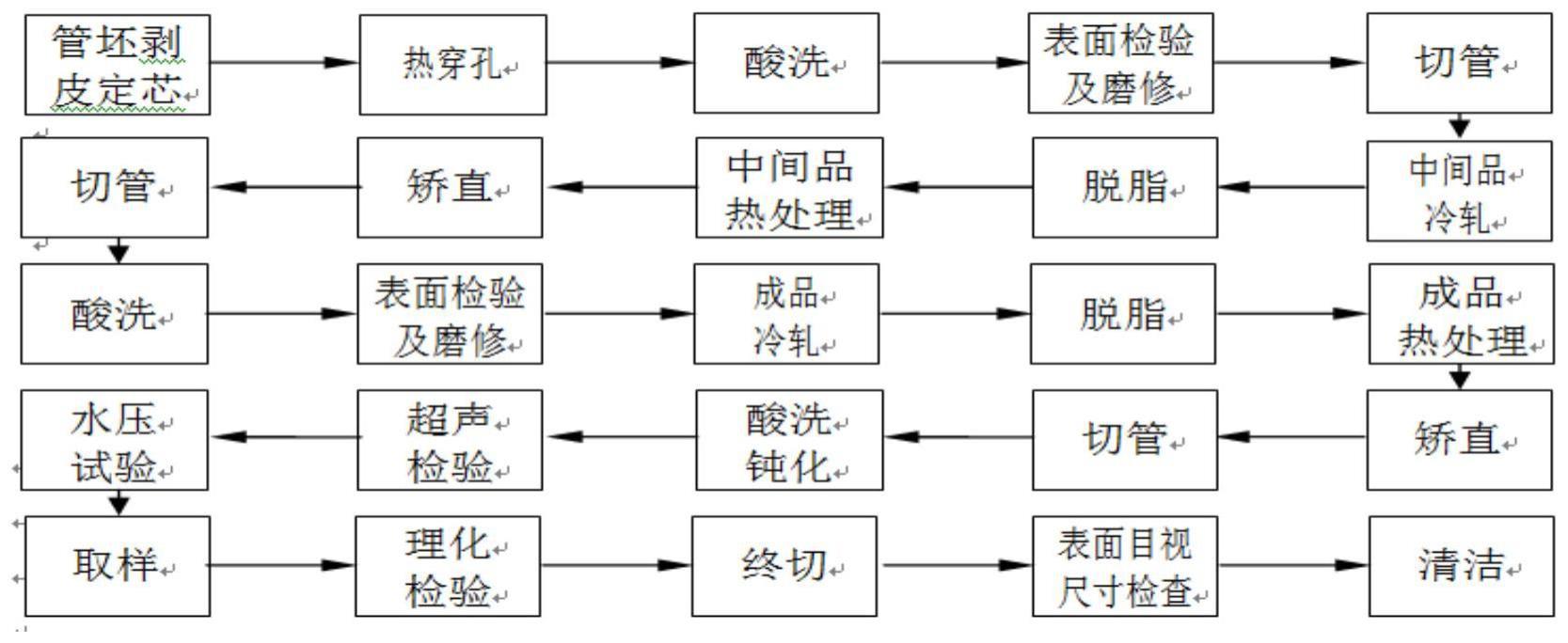
3、(一)将对应圆钢进行剥皮、切断、定芯,将圆管坯采用穿孔机进行穿孔;
4、穿孔制度为1150-1200℃,加热时间为5-7小时,保温时间15-25min。
5、(二)将步骤(一)所得的毛管酸洗去除氧化皮,并对毛管内外表面进行抛光;
6、(三)将步骤(二)所得的毛管在冷轧机组上进行两道次冷轧,轧制时冷轧变形量35-75%,延伸系数≤4,轧制速度控制在50-80次/min,送进量为2-5mm/次,减壁与减径比值≥1,每个道次冷轧后均进行脱脂、热处理、矫直、切管、酸洗及修磨;
7、第一道次冷轧后外径偏差控制在±0.50mm,壁厚偏差控制在±0.50mm;
8、第二道次冷轧后外径偏差控制在±0.5%×外径mm,壁厚偏差控制在±5%×壁厚mm;
9、脱脂工序分以下几步:
10、第一步,在氢氧化钠中浸泡,温度40-50℃,时间30-60min;
11、第二步,逐支采用水枪冲洗钢管内外表面,后在热水中浸泡5-10min;
12、第三步,在氢氟酸+硝酸的混合酸中浸泡,温度40-50℃,时间10-20min;
13、第四步,逐支采用水枪冲洗钢管内外表面,后在热水中浸泡5-10min;
14、热处理时控制热处理温度为1060-1090℃,保温时间为壁厚×1.5-3min,冷却均需使用喷淋或浸泡水冷,冷却水温度不得高于28℃;
15、(四)将步骤(三)所得的成品进行超声、水压、取样、理化检验、终切、目视、尺寸检验、清洁,得到成品管。
16、本发明进一步限定的技术方案为:
17、进一步的,前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,步骤(一)中将对应圆钢进行剥皮,单边剥皮>2mm,剥皮结束的管坯切棒,并在棒料一端钻mm台阶状的定心孔,随后将定心结束的棒料送入斜底炉中加热穿孔,穿孔结束后,毛管滚入冷却池中进行冷却,然后至检验台上进行检验。
18、前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,步骤(一)穿孔时采用钼顶头穿孔。
19、前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,步骤(二)抛时采用千叶轮对毛管内外表面进行抛光,千叶轮目数≥80#。
20、前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,步骤(三)脱脂时,第一步采用浓度为5-8%氢氧化钠浸泡;第三步采用浓度为1-2%氢氟酸+10-12%硝酸中浸泡。
21、前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,步骤(三)热处理时壁厚≥12mm的钢管放在箱式炉中进行,壁厚<12mm放在辊底炉内进行,炉内气氛为为氧化性气氛,从出炉到进水,时间不得超过2min,冷却水温度不得高于28℃。
22、前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,步骤(三)步骤(三)酸洗具体为:
23、为中间品管时只进行酸洗;
24、为成品管时酸洗后进行钝化;
25、酸洗溶液为5-7%氢氟酸+10-12%硝酸,酸洗时间20-35min,温度40-50℃;
26、钝化溶液为11-14%硝酸,钝化时间为20-35min,温度40-50℃。
27、技术效果,本发明采用较低的酸液浓度,较短的酸洗时间,较低的酸洗温度,可有效防止酸洗过程中金属基体吸收氢原子现象。同时在强氧化性硝酸中浸泡,使表面形成钝化膜,提升耐腐蚀性能。
28、前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,该无缝管室温拉伸性能为:屈服强度控制在230-300mpa,抗拉强度550-605mpa,断后延伸率45-60%;-269℃冲击性能:10×10×55mm试样kv2≥110j,10×2.5×55mm试样kv2≥28j,10×5×55mm试样kv2≥55j,10×7.5×55mm试样kv2≥83j;-196℃冲击性能:10×10×55mm试样kv2≥180j,10×2.5×55mm试样kv2≥45j,10×5×55mm试样kv2≥90j,10×7.5×55mm试样kv2≥135j。
29、前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,制造出的无缝钢管为等轴奥氏体组织,晶粒度≥5级,级差在2级以内。
30、前述氢输送管道用022cr17ni14mo2不锈钢无缝管的制造方法中,制造出的无缝管h含量≤5ppm。
31、本发明的有益效果是:
32、本发明限定了穿孔制度,穿孔制度为1150-1200℃,加热时间为5-7小时,保温时间15-25min,使穿孔前的管坯组织全奥氏体化,内外表面温度均匀,确保管坯具有足够的塑性和低的变形抗力,以利于穿孔时金属塑性变形,提高产品表面质量。
33、本发明在冷轧时控制轧制时冷轧变形量35-75%,延伸系数≤4,以使其晶粒充分破碎,为后续热处理提供足够的畸变势能,从而提高形热处理核率,降低晶粒度尺寸,达到细晶强化目的;轧制速度控制在50-80次/min,送进量为2-5mm/次,确保轧制稳定性能,从而提高尺寸精度,确保表面质量,减壁与减径比值≥1,以使其横向变形更充分一致,使热处理后组织性能均匀性提高。
34、本发明在脱脂工序中,第一步在氢氧化钠中浸泡,温度40-50℃,时间30-60min,从而使冷轧润滑油在碱性环境下水解,生成硬脂酸和醇类,这两类易溶于水,以达到脱脂目的;第三步,在氢氟酸+硝酸的混合酸中浸泡,温度40-50℃,时间10-20min,利用酸对管壁的腐蚀作用,将粘覆在管壁的油脂剥离,进一步提升脱脂质量;第四步,逐支采用水枪冲洗钢管内外表面,后在热水中浸泡5-10min,脱脂工序确保了后续热处理过程中不出现表面渗碳现象,从而预防cr23c6析出,提高产品耐腐蚀性能。
35、本发明热处理时控制热处理温度为1060-1090℃,保温时间为壁厚×1.5-3min,使其冷变形过程中产生的加工应力完全消除,冷变形纤维态组织经回复、形核,最终均匀长大成等轴态奥氏体组织,确保产品性能。热处理过程中,析出相固溶回奥氏体组织中,确保耐腐蚀性能,冷却均需使用喷淋或浸泡水冷,冷却水温度不得高于28℃,使其快速通过奥氏体不锈钢敏化区,防止cr23c6析出及长大,提高产品耐腐蚀性能。
36、本发明通过对穿孔机参数、穿孔制度、变形工艺、脱脂工艺、热处理制度、酸洗钝化进行规定;提高了产品表面质量及尺寸精度,降低了晶粒度尺寸,提高了组织均匀性,避免了有害相析出,预防h含量增加。
37、采用本发明的方法制备出的无缝管该无缝管室温拉伸性能为:屈服强度控制在230-300mpa,抗拉强度550~605mpa,断后延伸率45~60%;-269℃冲击性能:kv2≥110j(10×2.5×55mm试样≥28j,10×5×55mm试样≥55j,10×7.5×55mm试样≥83j);-196℃冲击性能:10×10×55mm试样kv2≥180j(10×2.5×55mm试样kv2≥45j,10×5×55mm试样kv2≥90j,10×7.5×55mm试样kv2≥135j)。组织为等轴奥氏体组织,组织内孪晶较少,晶粒度≥5级,级差在2级以内,组织均匀度较高,无有害相析出;h含量≤5ppm;制造出的无缝管按gb/t4334-2020 c法(65%硝酸腐蚀)进行腐蚀试验,5个周期的平均腐蚀速率不大于0.45mm/a,可见本发明该方法通过对工艺优化进行严格限定,降低了晶粒度尺寸,提高了组织均匀性,提高耐腐蚀性能,避免了有害相析出,预防了h含量增多,该方法生产的产品组织性能稳定、尺寸精度高、表面质量好。
- 还没有人留言评论。精彩留言会获得点赞!