伺服拧紧模组的制作方法
本发明涉及拧紧模组,尤其是伺服拧紧模组。
背景技术:
1、在常规拧紧过程中有如下几个步骤,第一步,螺钉进入通孔,螺钉螺纹与产品螺纹接触,第二步,拧紧批头与螺钉花型咬合,我们称为批头认帽,第三步,快速旋转批头使螺纹旋入产品,第四步,螺钉下表面贴合产品面,第五步,进一步拧紧螺丝,使螺钉达到我们所需要的扭矩,最后一步,挪走批头,完成拧紧过程。
2、在这一系列过程中,会存在以下问题:螺钉入孔和快速旋入过程中会发生螺纹损坏的情况;螺钉到达贴合面之后定扭过程中,批头与花型发生跳枪,导致花型损坏无法拆卸的情况;拧紧完成后,批头与螺钉咬钉,无法取出批头的情况。
3、以上的问题多是因为螺钉的驱动行程和旋转扭矩不匹配造成的,因此螺钉在各阶段需要适配不同的扭矩,从而达到更好的拧紧效果。
4、然而,常见的拧紧模组主要驱动方式为气缸或者电缸。
5、气缸是将压缩气体的压力能转换为机械能的气动执行元件,众所周知,相比电动执行器,气缸可在恶劣条件下可靠地工作,且操作简单,基本可实现免维护。气缸擅长作往复直线运动,尤其适于工业自动化中最多的传送要求——工件的直线搬运,绝大多数从使用便利性角度更倾向于使用气缸,气缸便于快速的调整运动的速度与输出的压力,对没有太多经验的现场维护人员来说,是最容易维护的,当然使用气缸作为动力源并非完全无缺点,其劣势有无法精准控制,无多点位使用,无正反馈;
6、电缸本身非常灵活,在有电的工况即可使用,不需要气源,而气源多数情况下是气缸效果不好的主因;电缸可以多点位运行,在不改变机械结构的前提下,易使用在不同工况下,利用电机扭矩特性,能提供分段式拧紧时所需要的不同下压力,利用编码器能够实现螺钉拧入深度的监控。
7、目前传统的方式如中国专利cn 115229480 a公开的用于自动执行拧紧工艺的拧紧装置,该专利采用电缸的方式进行对拧紧过程进行了自动控制,但是在该专利中,传动工具16是直接接触螺钉进行拧紧的,而电机对传动工具16的压力控制也是直接的,并没有其他过多的干扰条件,因此在该专利中采用“
8、a)将所述螺旋传动工具进给到所述螺钉头;
9、b)通过评估位置和进给力的瞬时数据来检查正确的啮合;
10、c)在发生不正确的啮合时,对所述旋转驱动和/或所述进给单元进行改进控制;
11、d)进一步进给并监测所述位置和进给力,以确定是否已实现正确啮合;”
12、这种方式能够实现自动执行拧紧工艺。
13、但是在该专利中有一个很大的缺陷;
14、即,由于传动工具16直接接触螺钉,只能应用于固定元件26能够接触到螺孔的情况,一旦螺孔过深或者枪头存在干涉,使得固定元件26不能将螺钉送到螺孔时,该种方式便得不到应用。
15、目前针对这种情况,通常采用的方式是通过吸钉管和批头(传动工具16)同时使用,吸钉管和批头同时固定螺钉,而且吸钉管可以伸出枪头(固定元件26),将螺钉送入过深的螺孔中,然后在通过批头顶出螺钉进行拧紧;
16、但是如果采用吸钉管,批头和吸钉管既存在同步移动,而且批头和吸钉管都是通过同一个进给单元提供进给力,此时批头会产生第一种进给力,同时又存在单独移动(批头顶出螺丝进行拧紧),在批头和吸钉管单独移动时,需要对吸钉管进行制动,因此批头的进给力会产生第二种进给力;
17、正因为如此,导致批头的进给力不方便控制,使得按照对比文件的方式进行自动执行拧紧是存在困难,因为上述第二种进给力产生的同时,此时正在进行拧紧工序,因此多种力相互影响,从而导致进给力很难判断,从而很难实现自动拧紧工艺。
18、在者,在批头和吸钉管单独移动时,需要对吸钉管进行制动,由于导轨表面镀硬铬,且无平直面,在不损坏直线导轨的前提下,无法实现快速制动,且制动效果不好,因此第二种进给力产生的同时还会掺杂其他力,更难判断螺钉的进给力。
19、为此,我们提出伺服拧紧模组。
技术实现思路
1、本技术人针对上述现有生产技术中的缺点,提供伺服拧紧模组,从而在存在吸顶管将螺钉送入深孔的同时,还能精确的得到螺钉的下压力,方便进行自动拧紧工艺,具有很强的实用性。
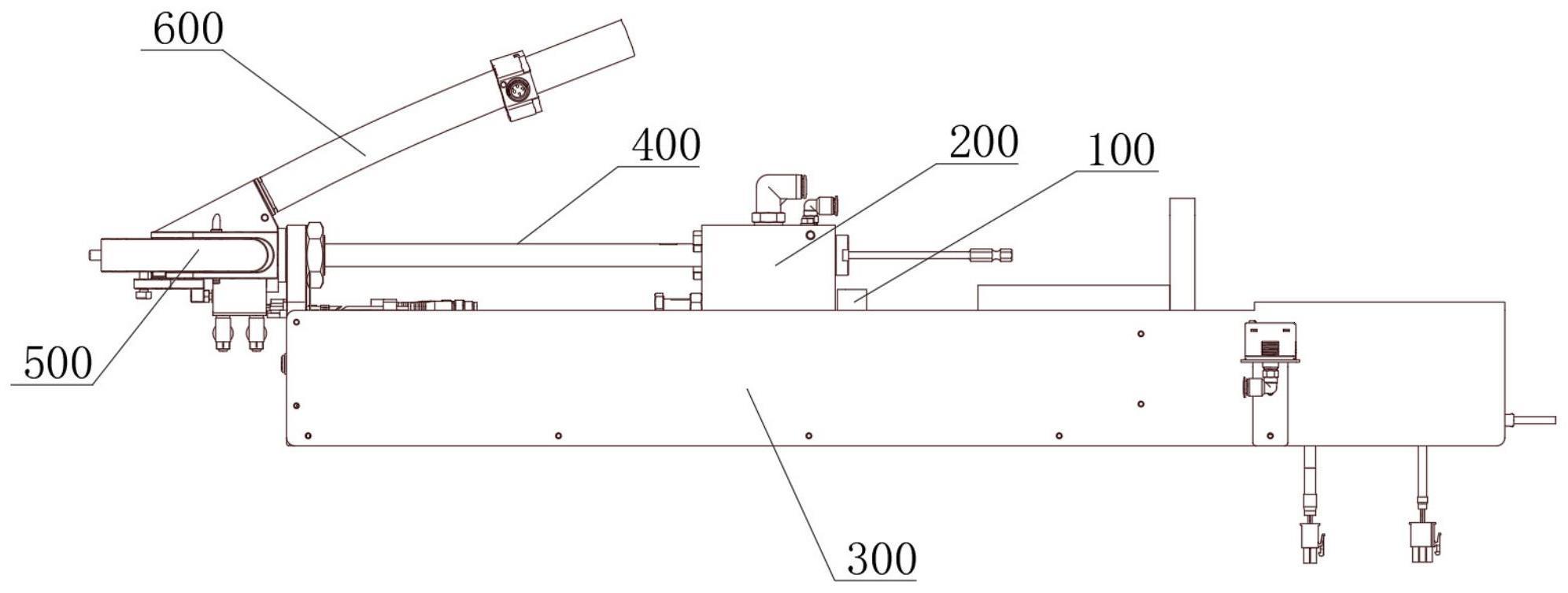
2、本发明所采用的技术方案如下:包括:
3、吸钉管批头总成,其端部连接有对接螺钉的批头;
4、吸钉座,套设在吸钉管批头总成上,所述吸钉座连接有套接吸钉管批头总成上的吸钉管;
5、拧紧工具总成,固定于吸钉管批头总成的另一端用于带动吸钉管批头总成进行转动并能够检测扭矩;
6、轴向进给单元,其与拧紧工具总成连接用于在行程范围内产生轴向进给运动,所述轴向进给单元包括电机总成并能够检测轴向运动的压力、速度;
7、弹性连接件,其固定于吸钉座和拧紧工具总成之间用于带动吸钉座同步移动,并反馈弹性力;
8、导轨制动器,其固定于吸钉座上并可控的限制吸钉座进行移动;
9、枪头,其内预留有便于吸钉管批头总成穿过的通道,且在该通道内预留有备用螺钉。
10、其进一步特征在于:
11、还包括外壳,枪头固定在外壳上,同时外壳上连接有导轨,导轨与吸钉管批头总成平行设置,吸钉座、导轨制动器和拧紧工具总成均滑动连接在导轨上。
12、所述吸钉座上连接有与吸钉管对接的枪管,用于控制吸钉管批头总成与螺钉进行对接和脱离。
13、所述电机总成的驱动端连接有丝杠总成,拧紧工具总成通过其安装座螺纹套接在丝杠总成上,吸钉座上预留有方便丝杠总成穿过的通孔。
14、所述枪头包括枪管,枪管上连接有向通道内进钉的进钉机构,且在枪管的端部连接有固定螺钉的夹钉结构,且夹钉结构通过夹取控制结构控制开闭,控制钉的夹取和脱离,外壳上连接有与夹取控制结构相对应的接近传感器。
15、所述弹性连接件包括贯穿吸钉座的芯轴,芯轴位于吸钉座和拧紧工具总成之间的一段侧壁上套接有弹簧。
16、所述导轨制动器,包括套筒组,所述套筒组包括两个相对固定的套筒,以及设置在两个套筒之间方便导轨移动的滑道;
17、所述套筒内连接有沿垂直方向移动的活塞,且活塞的下端连接有连接杆,连接杆的下端抵触滑动块并带动滑动块向滑道的一侧水平移动;
18、所述套筒上开设有用于通气的进气孔,且进气孔的通气带动活塞上下移动,同时通过气压带动滑动块向滑道方向移动并与导轨接触制动。
19、所述套筒的上端螺纹插接有连接套,且连接套内设置有压缩弹簧,且压缩弹簧延伸至套筒内并与活塞接触,并向活塞提供向下的预压力。
20、所述连接杆延伸至安装块和滑动块之间的一段侧壁上开设有矩形孔,且在矩形孔内连接有分别滚动在安装块和滑动块上的两个滚动轴,所述滑动块呈“t”字形结构,其较宽的一端滑动在套筒的内壁上,滑动块靠近连接杆的一端呈斜面,其较窄的一端穿过套筒侧壁上开设的通孔并向滑道方向进行移动,同时在套筒和滑动块之间连接有用于预紧和复位的弹性垫圈。
21、所述批头带动螺钉拧紧时会产生下压力,且该下压力值f=fs-ft±g,其中fs=电机总成的输出作用力;ft=弹性连接件的弹性力;g=其他零件自重;
22、其中,fs=2πηt/l;η:丝杠总成的传动效率;t:转矩;l:丝杠总成的导程;
23、ft=kx;k:弹性连接件的弹性系数;x:电机总成相对吸钉座的位移量。
24、本发明的有益效果如下:
25、本发明结构紧凑、合理,操作方便,通过设置吸钉管、吸钉座、导轨制动器以及弹簧连接件,在伺服电机控制的方式,能够方便将螺钉送入深孔中,同时通过导轨制动器提供高效的制动效果,继而在螺钉拧紧的过程中,能够精确的得到下压力,因此可以通过闭环伺服控制系统自适应的进行拧紧工序,具有很强的实用性。
26、同时,本发明还具备如下优点:
27、(1).导轨制动器提供了不同过程中的停止功能,利用此功能我们可以将批头伸出枪管、枪管伸出枪头进行拧紧;而且导轨制动器通过很小的体积提供很大的制动力,方便后续进行拧紧,同时由于吸钉座和拧紧工具总成之间采用弹性连接件连接,因此随着吸钉座制动,产生的制动力转变为弹性连接件的弹性作用力,而弹性作用力时可知的,因此可以得到下压力的具体值。
28、(2).通过采用通气的方式直接带动滑动块向导轨的方向移动达到制动效果,另一方面通过通气带动活塞向上移动,在通过滚动轴对滑动块的挤压,再次提高滑动块和导轨的连接效果,通过双重措施进行制动,提高了制动效率,具有很强的实用性。
29、(3).通过各个项目现场的应用,通过对客户不同的拧紧螺钉、被拧紧材料、拧紧工艺等参数的收集,我们可以得到详细的数据库,对这些数据分析后,我们可以推而广之,提供整体式的拧紧方案,此项还包含拧紧参数的匹配,如哪种螺钉需要哪种拧紧逻辑,哪种产品需要怎样的压力和速度去拧紧等;以此我们可以做到更精细化更智能化的拧紧。
- 还没有人留言评论。精彩留言会获得点赞!