一种双弯缩管冲孔设备的制作方法
本发明涉及管件加工,特别是一种双弯缩管冲孔设备。
背景技术:
1、管件作为一种常用部件应用的领域十分广泛。如图15所示,现有一种管件在生产加工时首先需要将管件的两端弯折一定角度,然后再对管件的两端进行缩管作业,将管件两端的外径缩小到设计尺寸,接着需在管件两端弯折部的指定位置钻一个排水孔。
2、现有技术中以上三道工序分别是用弯管机、缩管机和钻孔机来完成的。每完成一道工序都需要人工将管件转移到下一道工序继续加工,在转移时需要多名工人用推车将工件运送到指定工序进行作业,由于在实际作业时每一道工序之间都相隔较远距离,因此管件在转移过程中会浪费很多不必要的时间,过程较为繁琐,存在自动化程度低、加工效率低下等问题。同时现有的弯管机在对管件进行弯折的过程中,由于弯折机的弯折机构在对管件进行弯折时,会导致管件的弯折部受力不均匀,易导致管件的弯折部分发生局部变形,如凹陷等,弯折角度也不太好控制,因此会影响管件的加工质量。
技术实现思路
1、本发明的目的是为了解决上述问题,设计了一种双弯缩管冲孔设备,解决了管件在生产加工过程中自动化程度低、加工效率低下等问题。
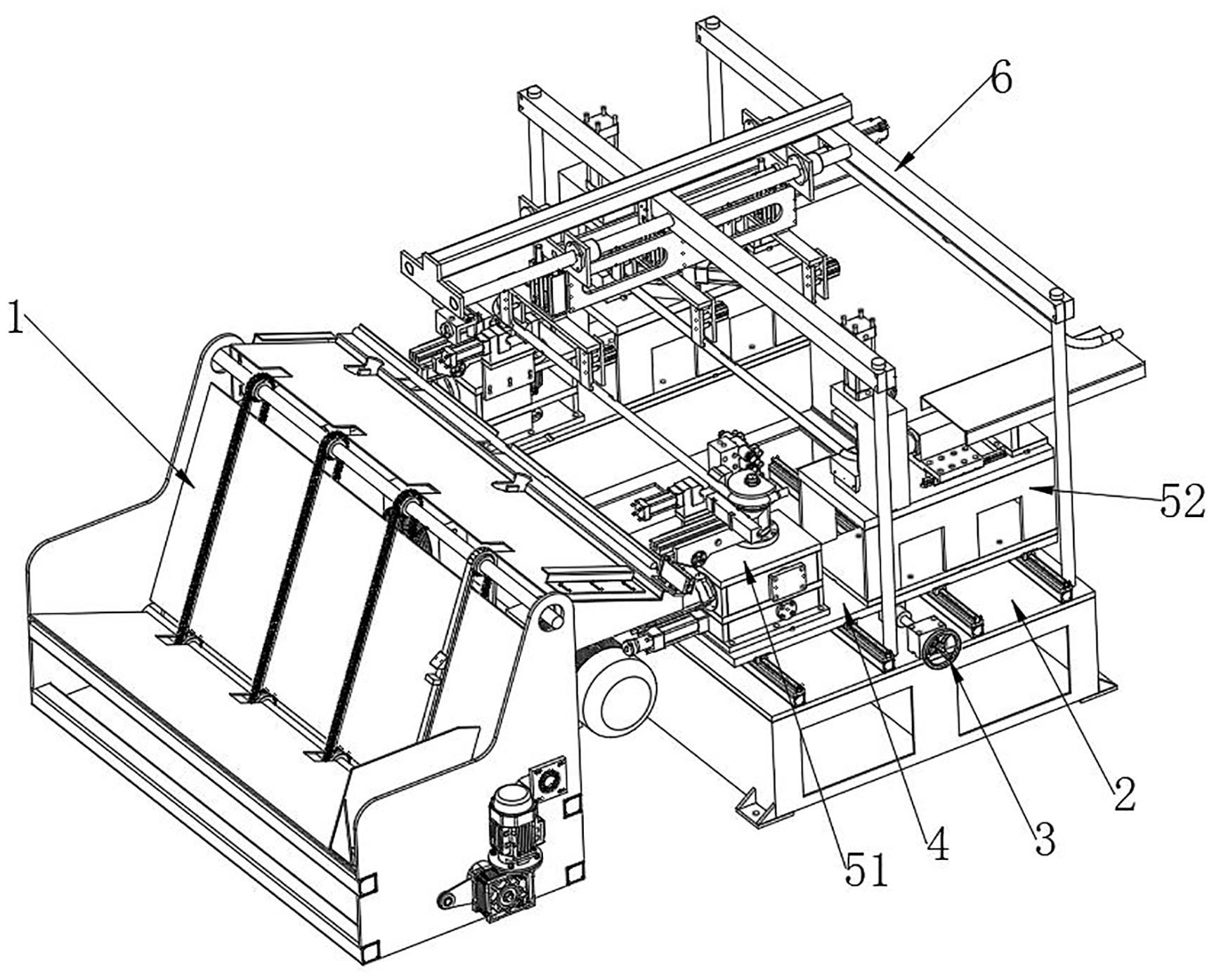
2、实现上述目的本发明的技术方案为,一种双弯缩管冲孔设备,包括机架和上料装置,还包括:
3、两个弯管缩管装置,分别设置于所述机架的两端,其中一个弯管缩管装置与所述机架滑动连接;
4、物料搬运装置,其设置于所述弯管缩管装置的上方;
5、所述弯管缩管装置包括弯管机构和缩管打孔机构,所述上料装置中的待加工产品由物料搬运装置依次移送至弯管机构和缩管打孔机构上,分别对待加工产品的端部进行弯折、缩管和打孔作业;
6、其中所述弯管机构包括第一双出杆油缸、第二双出杆油缸、竖直设置的主轴、与主轴穿插连接的转轴、设置于转轴下端的副齿轮、设置于主轴下端的主齿轮、随转轴一起转动的轮模、随主轴一起转动的弯管臂、以及与弯管臂水平滑动连接的折弯组件,其中所述第一双出杆油缸的输出端连接有第一传动齿条,所述第一传动齿轮与所述主齿轮啮合,所述第二双出杆油缸的输出端连接有第二传动齿轮,所述第二传动齿条与所述副齿轮啮合,所述第一双出杆油缸能够推动折弯组件随着弯管臂一起转动,使待加工产品的端部沿着轮模的外缘面弯折。
7、优选的,所述机架上设置有多根滑轨,多根所述滑轨上设置有滑板,其中一个所述弯管缩管装置安装固定在滑板上。
8、优选的,所述轮模位圆形或半圆形,所述轮模外缘面的圆周方向上设置有与待加工产品相配合的限位槽。
9、优选的,所述弯管机构还包括箱体,所述主轴的上端延伸至所述箱体的外侧,并通过法兰与所述箱体转动连接,所述第一双出杆油缸和第二双出杆油缸均设置于所述箱体的一侧,所述箱体的一侧还设置有第一压轮座和第二压轮座,所述第一传动齿条通过第一压轮座压紧与所述主齿轮啮合,所述第二传动齿条通过第二压轮座压紧与所述副齿轮啮合。
10、优选的,所述箱体的一侧还设置有夹紧组件,所述夹紧组件包括转接座、设置于转接座顶端的夹紧模座、分别设置于所述夹紧模座内侧两侧的上夹模和下夹模,以及设置于夹紧模座一端的第一夹紧油缸,其中所述上夹模与所述夹紧模座滑动连接,所述第一夹紧油缸的输出端穿过夹紧模座与所述上夹模连接,所述上夹模和下夹模内侧均设置有与待加工产品相配合的限位槽。
11、优选的,所述折弯组件包括与所述弯管臂的内侧水平滑动连接的滑座、与滑座水平滑动连接的导模座、与导模座的一侧水平滑动连接的导模块、将导模块固定在导模座上的压条、以及与导模块上下滑动连接的限位模,其中所述导模块的上下两侧均设置有凹槽,所述压条与导模块上下两侧的凹槽相卡接,且通过螺栓与所述导模座固定连接,所述导模座通过螺栓固定在滑座上,所述限位模上设置有与待加工产品相配合的限位槽。
12、优选的,所述导模座上穿插有至少一个销轴,所述销轴上设置有滚套,所述滚套与所述导模块的背面相接触,所述导模座的顶面设置有压条,所述压条与所述销轴相抵接,且通过螺栓与所述导模座固定连接;
13、所述滑座的底部铰接有二孔板,所述二孔板上铰接有三孔板,所述弯管臂的底部铰接有第二夹紧油缸,所述第二夹紧油缸的输出端与所述三孔板铰接,所述三孔板与所述弯管臂转动连接。
14、优选的,所述缩管打孔机构包括底座以及设置于底座上的定位组件、缩管组件和打孔组件,其中所述缩管组件位设置于定位组件的一侧,所述打孔组件与缩管组件呈45°夹角设置。
15、优选的,所述定位组件包括夹紧油缸座、竖直设置于夹紧油缸座上的压紧油缸、以及设置于夹紧油缸座内侧的上夹块和下夹块,其中所述压紧油缸的输出端与所述上夹块连接,所述上夹块的下表面和下夹块的上表面上均设置有与待加工产品的弯折部相配合的限位槽;
16、所述缩管组件包括缩管油缸座、水平设置于缩管油缸座上的缩管油缸、与所述底座滑动连接的缩管滑动座、以及设置于缩管滑动座上的缩管模座,所述缩管油缸驱使缩管模座随着缩管模座水平移动,能够对待加工产品的端部进行缩管作业;
17、所述打孔组件包括冲孔油缸座、水平设置于冲孔油缸座上的冲孔油缸、与冲孔油缸座水平滑动连接的冲孔凸模座、设置于冲孔凸模座上的固定块、以及水平设置于固定块一侧的冲针,所述冲孔油缸的输出端与所述冲孔凸模座连接,所述上夹块的下表面和所述下夹块的上表面设置有供冲针穿过的冲孔槽,所述冲针能够穿过冲孔槽对待加工产品的弯折部进行冲孔作业。
18、优选的,所述物料搬运装置包括支撑架、与支撑架水平滑动连接的气缸支架、与气缸支架传动连接的丝杆传动组件、以及三个等间距设置于气缸支架上的夹取组件,所述缩管组件的上方设置有下料托板,三个夹取组件之间的间距和所述上料装置与弯管机构之间的间距、所述弯管机构与定位组件之间的间距、所述定位组件与下料托板之间的间距相一致。
19、与现有技术相比其有益效果在于:
20、本发明集自动上下料、弯管、缩管、冲孔等功能于一身,具有自动化程度高、加工效率高等优点,管件通过物料搬运装置从上料装置上依次移送到弯管机构和缩管打孔机构上,完成对管件的弯管作业和缩管打孔作业,弯管时管件用过夹紧组件夹紧固定好后,通过第一双出杆油缸驱动主轴转动,从而带动弯管臂转动,弯管臂上的折弯组件会将管件沿着轮模的外缘面进行弯折,保证弯管在弯折时不会发生凹陷等局部变形的情况,加工质量有了明显提升,通过该设备可以将管件一次加工成型,无需通过人工对管件进行搬运,加工效率大大提高,管件的弯折长度、弯折角度都可以调节,适用范围广。
技术特征:
1.一种双弯缩管冲孔设备,包括机架(1)和上料装置(2),其特征在于,还包括:
2.根据权利要求1所述的一种双弯缩管冲孔设备,其特征在于,所述机架(1)上设置有多根滑轨,多根所述滑轨上设置有滑板(4),其中一个所述弯管缩管装置(5)安装固定在滑板(4)上。
3.根据权利要求1所述的一种双弯缩管冲孔设备,其特征在于,所述轮模(515)位圆形或半圆形,所述轮模(515)外缘面的圆周方向上设置有与待加工产品相配合的限位槽。
4.根据权利要求1所述的一种双弯缩管冲孔设备,其特征在于,所述弯管机构(51)还包括箱体(511),所述主轴(529)的上端延伸至所述箱体(511)的外侧,并通过法兰与所述箱体(511)转动连接,所述第一双出杆油缸(512)和第二双出杆油缸(513)均设置于所述箱体(511)的一侧,所述箱体(511)的一侧还设置有第一压轮座(517)和第二压轮座(518),所述第一传动齿条(526)通过第一压轮座(517)压紧与所述主齿轮(523)啮合,所述第二传动齿条(525)通过第二压轮座(518)压紧与所述副齿轮(524)啮合。
5.根据权利要求4所述的一种双弯缩管冲孔设备,其特征在于,所述箱体(511)的一侧还设置有夹紧组件(521),所述夹紧组件(521)包括转接座(5211)、设置于转接座(5211)顶端的夹紧模座(5212)、分别设置于所述夹紧模座(5212)内侧两侧的上夹模(5214)和下夹模(5215),以及设置于夹紧模座(5212)一端的第一夹紧油缸(5213),其中所述上夹模(5214)与所述夹紧模座(5212)滑动连接,所述第一夹紧油缸(5213)的输出端穿过夹紧模座(5212)与所述上夹模(5214)连接,所述上夹模(5214)和下夹模(5215)内侧均设置有与待加工产品相配合的限位槽。
6.根据权利要求1所述的一种双弯缩管冲孔设备,其特征在于,所述折弯组件包括与所述弯管臂(516)的内侧水平滑动连接的滑座(519)、与滑座(519)水平滑动连接的导模座(527)、与导模座(527)的一侧水平滑动连接的导模块(522)、将导模块(522)固定在导模座(527)上的压条(533)、以及与导模块(522)上下滑动连接的限位模(528),其中所述导模块(522)的上下两侧均设置有凹槽,所述压条(533)与导模块(522)上下两侧的凹槽相卡接,且通过螺栓与所述导模座(527)固定连接,所述导模座(527)通过螺栓固定在滑座(519)上,所述限位模(528)上设置有与待加工产品相配合的限位槽。
7.根据权利要求6所述的一种双弯缩管冲孔设备,其特征在于,所述导模座(527)上穿插有至少一个销轴(532),所述销轴(532)上设置有滚套(534),所述滚套(534)与所述导模块(522)的背面相接触,所述导模座(527)的顶面设置有压条(533),所述压条(533)与所述销轴(532)相抵接,且通过螺栓与所述导模座(527)固定连接;
8.根据权利要求1所述的一种双弯缩管冲孔设备,其特征在于,所述缩管打孔机构(52)包括底座(5201)以及设置于底座(5201)上的定位组件(5202)、缩管组件(5204)和打孔组件(5203),其中所述缩管组件(5204)位设置于定位组件(5202)的一侧,所述打孔组件(5203)与缩管组件(5204)呈45°夹角设置。
9.根据权利要求8所述的一种双弯缩管冲孔设备,其特征在于,所述定位组件(5202)包括夹紧油缸座(52021)、竖直设置于夹紧油缸座(52021)上的压紧油缸(52022)、以及设置于夹紧油缸座(52021)内侧的上夹块(52023)和下夹块(52024),其中所述压紧油缸(52022)的输出端与所述上夹块(52023)连接,所述上夹块(52023)的下表面和下夹块(52024)的上表面上均设置有与待加工产品的弯折部相配合的限位槽;
10.根据权利要求8所述的一种双弯缩管冲孔设备,其特征在于,所述物料搬运装置(6)包括支撑架(61)、与支撑架(61)水平滑动连接的气缸支架(63)、与气缸支架(63)传动连接的丝杆传动组件(62)、以及三个等间距设置于气缸支架(63)上的夹取组件(64),所述缩管组件(5204)的上方设置有下料托板(7),三个夹取组件(64)之间的间距和所述上料装置(2)与弯管机构(51)之间的间距、所述弯管机构(51)与定位组件(5202)之间的间距、所述定位组件(5202)与下料托板(7)之间的间距相一致。
技术总结
本发明公开了一种双弯缩管冲孔设备,包括机架和上料装置,还包括:两个弯管缩管装置,分别设置于机架的两端,其中一个弯管缩管装置与所述机架滑动连接;物料搬运装置,其设置于所述弯管缩管装置的上方;所述弯管缩管装置包括弯管机构和缩管打孔机构,所述上料装置中的待加工产品由物料搬运装置依次移送至弯管机构和缩管打孔机构上,分别对待加工产品的端部进行弯折、缩管和打孔作业。本发明集自动上下料、弯管、缩管、冲孔等功能于一身,具有自动化程度高、加工效率高等优点,弯管臂上的折弯组件会将管件沿着轮模的外缘面进行弯折,保证弯管在弯折时不会发生凹陷等局部变形的情况,加工质量有了明显提升,管件的弯折长度、弯折角度都可以调节。
技术研发人员:万香平,赵彦南
受保护的技术使用者:张家港市友胜机械制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!