一种阀体的加工装置及其使用方法与流程
本发明涉及航空航天液压领域,具体是一种阀体的加工装置及其使用方法。
背景技术:
1、在航空航天液压领域中,阀体是构成液压系统中主要零件,也是最常见的零件类型之一。阀体多数采用减材加工方式,由于阀体一般具有起连接、国定、密封的作用,且具有结构相对不规则、壁厚不均、相互位置尺寸多、数量大。该类零件制造加工过程中,普遍采用四爪单动卡盘装夹,同时需多次装夹、找正,实现最终的完整加工。装夹位置直接导致零件的装夹应力,致使零件变形。目前,普遍存在装夹困难,找正时间长,装夹变形等问题,直接影响阀体的加工质量和效率。
2、结合上述问题,根据阀体的结构特点,借助专用的装夹工装,不仅能够实现产品的快速加工,且空间尺寸一致性好,加工效率和质量显著提升。
技术实现思路
1、为了解决上述问题,本发明提出一种阀体的加工装置及其使用方法。
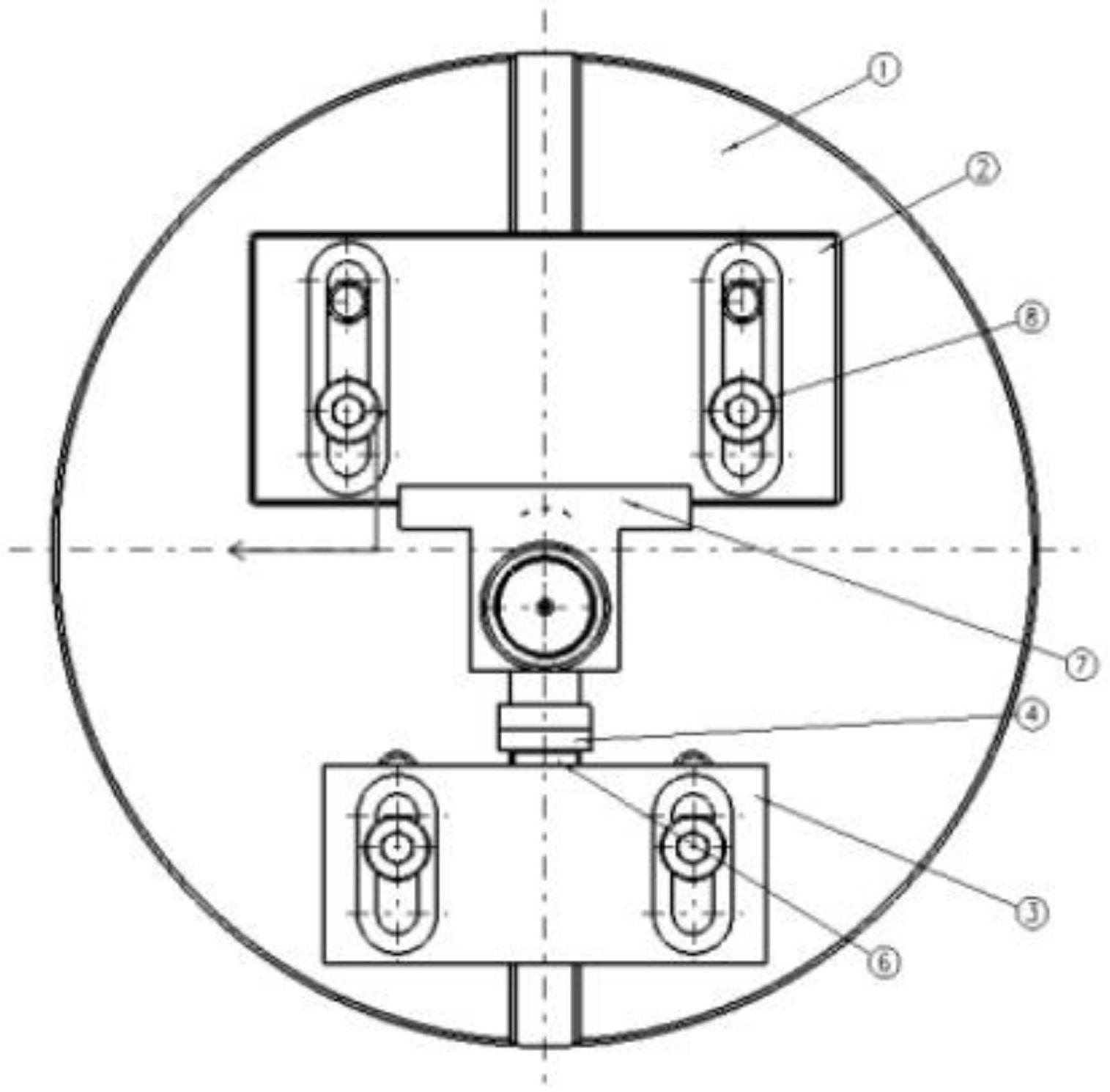
2、一种阀体的加工装置,包括装夹在机床的三爪卡盘上的本体、与本体配合的支架一和支架、与支架配合的堵头、与本体配合的调节杆、与堵头配合的堵塞、螺栓,阀体与堵头配合。
3、进一步地,所述的本体包括与支架一配合的凹槽、与机床的三爪卡盘贴合的端面一、端面二、外圆柱面一、与调节杆配合的内孔、螺纹一、螺纹二。
4、进一步地,所述的支架一包括与凹槽匹配的凸台一、与端面一贴合的端面三、与堵头配合的螺纹三、孔一、与螺纹二配合的腰形槽一。
5、进一步地,所述的凹槽与凸台一的间隙≤0.02㎜。
6、进一步地,所述的支架包括与凹槽匹配的凸台二、与端面一贴合的端面四、与堵头配合的螺纹四、槽底面、与螺纹二配合的腰形槽二。
7、进一步地,所述的堵头包括与阀体配合的外圆柱面二、端面五、与堵塞配合的端面七。
8、进一步地,所述的调节杆包括与内孔、螺纹一配合的外圆、螺纹五、与阀体配合的调整端面、圆周孔。
9、进一步地,所述的堵塞包括与螺纹三、孔一配合的螺纹六、外圆柱面三、与端面七贴合的圆弧面、与外接的六角扳手配合的内六方。
10、进一步地,所述的阀体包括与调整端面配合的接头一、与槽底面配合的底面、与螺纹四配合的侧面、与机床主轴同轴的接头二、与外圆柱面二配合的上接头、与端面五贴合的端面六。
11、一种阀体的加工装置的使用方法,其具体步骤如下:
12、s1、装本体:
13、a、本体的外圆柱面一,装夹在机床的三爪卡盘上,与端面一贴合,找正外圆柱面一;
14、b、凹槽与支架一的凸台一、支架的凸台二匹配;
15、c、端面一与支架一的端面三贴合、支架的端面四贴合;
16、d、内孔、螺纹一与调节杆的外圆、螺纹五匹配,保证内孔与外圆的间隙≤0.02㎜,螺纹二与标准螺栓进行匹配,锁紧;
17、s2、匹配支架一与本体:
18、a、支架的凸台一与本体的凹槽匹配;
19、b、端面三与本体的端面一贴合,螺纹三、孔一与堵头的螺纹六、外圆柱面三匹配;
20、c、腰形槽一与本体的螺纹二、标准螺栓匹配,固定锁紧;
21、s3、支架与本体匹配:
22、a、支架一的凸台二与本体的凹槽匹配,保证间隙≤0.02㎜;
23、b、端面四与本体的端面一贴合,槽底面与阀体的底面贴合,螺纹四与阀体的侧面匹配;
24、c、腰形槽二与本体的螺纹二、标准螺栓匹配;
25、s4、调整距离:调整槽底面到本体的中心距离,与阀体的底面到接头二中心距离等同,预锁紧标准螺栓;
26、s5、堵头与阀体匹配:堵头的外圆柱面二与阀体的上接头匹配,端面五与阀体的端面六贴合,端面六与堵塞的圆弧面贴合;
27、s6、堵塞与本体匹配:堵塞的螺纹六、外圆柱面三与本体的螺纹三、孔一进行匹配,圆弧面与堵头的端面七贴合,六角扳手插入内六方,进行预拧紧;
28、s7、找正:调整阀体的接头二与机床主轴同轴,打表找正阀体的接头二中心与车床主轴同轴,拧紧本体中与螺纹二相配的螺栓,两边螺栓应均匀受力,拧紧为止;
29、s8、拧紧:拧紧本体中与螺纹二相配的螺栓,两边螺栓均匀受力,拧紧为止,六角扳手插入螺塞的内六方,进行拧紧;
30、s9、插杆:调节杆的外圆、螺纹五与匹配本体的内孔、螺纹匹配,在圆周孔中插入杆,调整端面与接头一的端面接触;
31、s10、加工:阀体在夹具中的位置已固定,车加工阀体的接头二;
32、s11、安装:固定接头一的方法,与上述调整、锁紧方法相同。
33、本发明的有益效果是:针对阀体结构不规则,四爪单动卡盘装夹找正,极易装夹导致变形且找正时间长类技术问题,本发明针对上述诸多技术问题,设计的装夹工装,有效解决了装夹变形、空间位置尺寸一致性差、耗时、找正困难类问题,具有通用性强、装夹快捷、易于操作,尺寸一致性好,缩短了找正时间且定位准确,加工效率显著提升。
技术特征:
1.一种阀体的加工装置,其特征在于:包括装夹在机床的三爪卡盘上的本体(1)、与本体(1)配合的支架一(2)和支架(3)、与支架(3)配合的堵头(4)、与本体(1)配合的调节杆(5)、与堵头(4)配合的堵塞(6)、螺栓(8),阀体(7)与堵头(4)配合。
2.根据权利要求1所述的一种阀体的加工装置,其特征在于:所述的本体(1)包括与支架一(2)配合的凹槽(101)、与机床的三爪卡盘贴合的端面一(104)、端面二(103)、外圆柱面一(105)、与调节杆(5)配合的内孔(106)、螺纹一(102)、螺纹二(107)。
3.根据权利要求2所述的一种阀体的加工装置,其特征在于:所述的支架一(2)包括与凹槽(101)匹配的凸台一(201)、与端面一(104)贴合的端面三(202)、与堵头(4)配合的螺纹三(203)、孔一(204)、与螺纹二(107)配合的腰形槽一(205)。
4.根据权利要求3所述的一种阀体的加工装置,其特征在于:所述的凹槽(101)与凸台一(201)的间隙≤0.02㎜。
5.根据权利要求3所述的一种阀体的加工装置,其特征在于:所述的支架(3)包括与凹槽(101)匹配的凸台二(301)、与端面一(104)贴合的端面四(302)、与堵头(4)配合的螺纹四(303)、槽底面(304)、与螺纹二(107)配合的腰形槽二(305)。
6.根据权利要求5所述的一种阀体的加工装置,其特征在于:所述的堵头(4)包括与阀体(7)配合的外圆柱面二(401)、端面五(402)、与堵塞(6)配合的端面七(403)。
7.根据权利要求6所述的一种阀体的加工装置,其特征在于:所述的调节杆(5)包括与内孔(106)、螺纹一(102)配合的外圆(502)、螺纹五(501)、与阀体(7)配合的调整端面(503)、圆周孔(504)。
8.根据权利要求7所述的一种阀体的加工装置,其特征在于:所述的堵塞(6)包括与螺纹三(203)、孔一(204)配合的螺纹六(601)、外圆柱面三(602)、与端面七(403)贴合的圆弧面(603)、与外接的六角扳手配合的内六方(604)。
9.根据权利要求8所述的一种阀体的加工装置,其特征在于:所述的阀体(7)包括与调整端面(503)配合的接头一(701)、与槽底面(304)配合的底面(702)、与螺纹四(303)配合的侧面(703)、与机床主轴同轴的接头二(704)、与外圆柱面二(401)配合的上接头(705)、与端面五(402)贴合的端面六(706)。
10.利用权利要求1至9中任一项所述的一种阀体的加工装置的使用方法,其特征在于:其具体步骤如下:
技术总结
本发明涉及航空航天液压领域,具体是一种阀体的加工装置及其使用方法,该加工装置包括装夹在机床的三爪卡盘上的本体、与本体配合的支架一和支架、与支架配合的堵头、与本体配合的调节杆、与堵头配合的堵塞、螺栓。使用方法具体步骤如下:S1、装本体;S2、匹配支架与本体;S3、支架一与本体匹配;S4、调整距离;S5、堵头与阀体匹配;S6、堵塞与本体匹配;S7、找正;S8、拧紧;S9、插杆;S10、加工;S11、安装;本发明有效解决了装夹变形、空间位置尺寸一致性差、耗时、找正困难类问题,具有通用性强、装夹快捷、易于操作,尺寸一致性好,缩短了找正时间且定位准确,加工效率显著提升。
技术研发人员:陈卫林,李红进,袁让兵,于家祥,任正富,高茂洋
受保护的技术使用者:安徽天航机电有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!