一种拉模式快速多次穿模机及拉丝机更换模链的操作方法与流程
本发明涉及金属丝加工,尤其涉及一种拉模式快速多次穿模机及拉丝机更换模链的操作方法。
背景技术:
1、拉丝是将金属丝进行拉拔处理,使线材的直径、圆度、内部金相结构、拉丝机表面光洁度或矫直度达到标准的要求。在外力作用下使金属丝强行通过模具,金属丝横截面积被压缩,并获得所要求的横截面积形状和尺寸的工具称为拉丝模,而在金属丝拉丝工艺中,需要将金属丝穿过拉丝模。
2、传统穿模方法是通过人工拉拽来使金属丝长距离穿过模具,由于钢丝穿过模具直径被压缩,因此该拉拽是一个对抗挤压摩擦力的动作,需要力很大,而且往往需要穿多个模,以至于该操作既费时又费力;此外在穿模时,员工长距离拉金属丝,占地范围大,且易发生工伤。
技术实现思路
1、本发明的目的在于提供一种拉模式快速多次穿模机及拉丝机更换模链的操作方法,穿模速度较快,且可以连续穿模,降低员工劳动强度,减少工伤事故,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
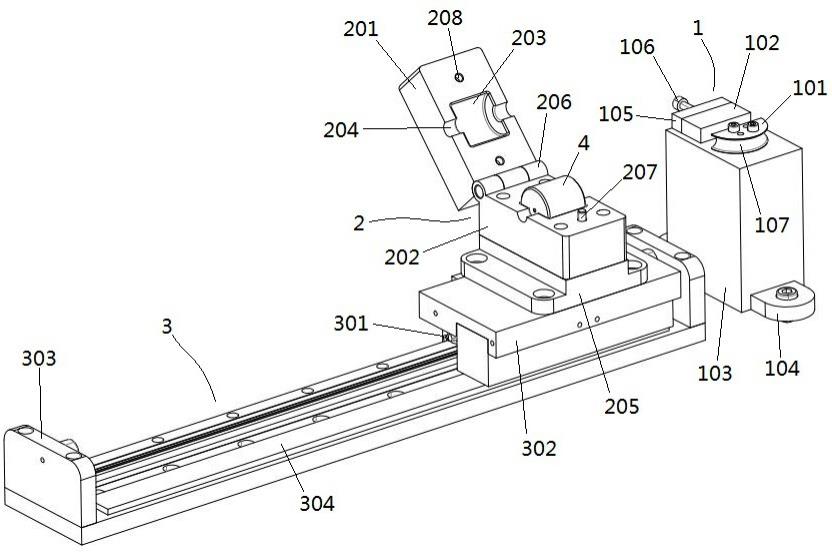
3、一种拉模式快速多次穿模机,包括用于固定金属丝的固定夹持组件,用于容置拉丝模的模具放置组件,用于牵引模具放置组件的线性牵引组件;所述固定夹持组件连接于机架上,固定夹持组件包括顶端的固定夹块与移动夹块;所述线性牵引组件位于固定夹持组件的一侧,线性牵引组件包括线性电机,线性电机上连接有安装板,模具放置组件连接于安装板上,线性电机驱动模具放置组件接近或远离于固定夹持组件;所述模具放置组件包括下模座与上模座,上模座与下模座的相向面设有容置拉丝模的嵌槽,上模座与下模座的两侧设有用于金属线穿过的通孔,且通孔连通于嵌槽。
4、本发明的进一步改进方案是,所述固定夹持组件还包括基座,基座底部两端连接有耳板,耳板通过螺栓连接于机架上,固定夹块连接于基座的顶端;所述基座的顶端设有凸块,凸块上开设有螺纹孔,调节螺钉螺纹配合于螺纹孔,且调节螺钉的一端转动连接于移动夹块。
5、本发明的进一步改进方案是,所述固定夹块的一侧呈圆弧状,且圆弧面上设有沟槽。
6、本发明的进一步改进方案是,所述线性牵引组件还包括支撑座,支撑座上连接有导轨,线性电机滑动配合于导轨。
7、本发明的进一步改进方案是,所述模具放置组件还包括底座,底座通过螺栓固接于安装板上,下模座固接于底座上,上模座通过铰链结构铰接于下模座。
8、本发明的进一步改进方案是,所述下模座的上表面固接有定位销,上模座的下表面开设有与定位销适配的定位孔,定位销的顶端倒圆角。
9、本发明的进一步改进方案是,所述拉丝模上设有拉丝孔,拉丝模间隙配合于嵌槽。
10、一种使用上述拉模式快速多次穿模机为拉丝机更换模链的操作方法,包括如下步骤:
11、s1、制作模链:利用拉模式快速多次穿模机制作拉丝机的模链;
12、s1-1、将拉丝模放置于嵌槽中,合起上模座,下模座的定位销插入上模座的定位孔中;
13、s1-2、打好尖的金属丝穿过拉丝模的拉丝孔,金属丝绕沟槽后放置于移动夹块与移动夹块之间,拧动调节螺钉,调节螺钉推动移动夹块,移动夹块与固定夹块夹紧金属丝;
14、s1-3、启动线性电机后,线性电机带动,带动模具放置组件整体进行长距离穿模;穿模到一定距离后,线性电机反转,带动拉丝模回到初始位置,翻转打开上模座,更换拉丝模,重复穿模动作进行连续穿模;通过连续穿模形成多个拉丝模通过金属丝连在一起的模链进行备用;
15、s2、更换模链:当拉丝机需要更换模具时,把所有旧拉丝模从头到尾以模链的形式整体剪下,并取下,然后把穿好的备用新模链直接放入模架,把模链两头和原先剪断的拉丝机上的金属丝头进行连接,就可以马上再开启拉丝机进行生产工作。
16、本发明的有益效果:
17、本发明的拉模式快速多次穿模机及拉丝机更换模链的操作方法,穿模速度较快,且可以连续穿模,降低员工劳动强度,减少工伤事故。
18、本发明的拉模式快速多次穿模机及拉丝机更换模链的操作方法,穿模环境远离拉丝机,可以选环境舒适场所。
19、本发明的拉模式快速多次穿模机及拉丝机更换模链的操作方法,拉丝模可做成模链,进行整体更换,速度快,劳动强度低。
20、本发明的拉模式快速多次穿模机及拉丝机更换模链的操作方法,拉丝模容置于可开合的上模座与下模座之间嵌槽中,更换拉丝模方便。
21、本发明的拉模式快速多次穿模机及拉丝机更换模链的操作方法,金属丝绕沟槽后放置于移动夹块与移动夹块之间,保证金属丝不易脱落。
技术特征:
1.一种拉模式快速多次穿模机,其特征在于:包括用于固定金属丝(5)的固定夹持组件(1),用于容置拉丝模(4)的模具放置组件(2),用于牵引模具放置组件(2)的线性牵引组件(3);所述固定夹持组件(1)连接于机架上,固定夹持组件(1)包括顶端的固定夹块(101)与移动夹块(102);所述线性牵引组件(3)位于固定夹持组件(1)的一侧,线性牵引组件(3)包括线性电机(301),线性电机(301)上连接有安装板(302),模具放置组件(2)连接于安装板(302)上,线性电机(301)驱动模具放置组件(2)接近或远离于固定夹持组件(1);所述模具放置组件(2)包括下模座(202)与上模座(201),上模座(201)与下模座(202)的相向面设有容置拉丝模(4)的嵌槽(203),上模座(201)与下模座(202)的两侧设有用于金属线穿过的通孔(204),且通孔(204)连通于嵌槽(203)。
2.如权利要求1所述的一种拉模式快速多次穿模机,其特征在于:所述固定夹持组件(1)还包括基座(103),基座(103)底部两端连接有耳板(104),耳板(104)通过螺栓连接于机架上,固定夹块(101)连接于基座(103)的顶端;所述基座(103)的顶端设有凸块(105),凸块(105)上开设有螺纹孔,调节螺钉(106)螺纹配合于螺纹孔,且调节螺钉(106)的一端转动连接于移动夹块(102)。
3.如权利要求2所述的一种拉模式快速多次穿模机,其特征在于:所述固定夹块(101)的一侧呈圆弧状,且圆弧面上设有沟槽(107)。
4.如权利要求1所述的一种拉模式快速多次穿模机,其特征在于:所述线性牵引组件(3)还包括支撑座(303),支撑座(303)上连接有导轨(304),线性电机(301)滑动配合于导轨(304)。
5.如权利要求4所述的一种拉模式快速多次穿模机,其特征在于:所述模具放置组件(2)还包括底座(205),底座(205)通过螺栓固接于安装板(302)上,下模座(202)固接于底座(205)上,上模座(201)通过铰链结构(206)铰接于下模座(202)。
6.如权利要求5所述的一种拉模式快速多次穿模机,其特征在于:所述下模座(202)的上表面固接有定位销(207),上模座(201)的下表面开设有与定位销(207)适配的定位孔(208),定位销(207)的顶端倒圆角。
7.如权利要求5所述的一种拉模式快速多次穿模机,其特征在于:所述拉丝模(4)上设有拉丝孔(401),拉丝模(4)间隙配合于嵌槽(203)。
8.一种使用如权利要求1-7中任一项所述的拉模式快速多次穿模机为拉丝机更换模链的操作方法,其特征在于包括如下步骤:
技术总结
本发明公开了一种拉模式快速多次穿模机,包括用于固定金属丝的固定夹持组件,用于容置拉丝模的模具放置组件,用于牵引模具放置组件的线性牵引组件;所述固定夹持组件连接于机架上,固定夹持组件包括顶端的固定夹块与移动夹块;所述线性牵引组件位于固定夹持组件的一侧,线性牵引组件包括线性电机,线性电机上连接有安装板,模具放置组件连接于安装板上,线性电机驱动模具放置组件接近或远离于固定夹持组件;所述模具放置组件包括下模座与上模座,上模座与下模座的相向面设有容置拉丝模的嵌槽,上模座与下模座的两侧设有用于金属线穿过的通孔。与现有技术相比,本发明穿模速度较快,且可以连续穿模,降低员工劳动强度,减少工伤事故。
技术研发人员:方煜宏,朱建国,林理波,陈杰
受保护的技术使用者:中天钢铁集团(淮安)新材料有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!