一种晶体管散热片的加工生产线及加工方法与流程
本发明涉及晶体管的,尤其涉及一种晶体管散热片的加工生产线及加工方法。
背景技术:
1、晶体管和散热片的组装是半导体生产的重要工艺,晶体管和散热片的组装目前已经广泛地使用自动化加工设备完成。
2、相关技术中,散热片的自动化加工设备通常采用分度盘设计(可参考cn108682641b,cn203751676u),这种设备在设计时往往会追求空间的紧凑,导致设备受限于空间,设备往往仅用于为散热片的单面装配晶体管。
3、然而,针对部分产品开始追求散热片两侧安装晶体管,例如电源,很显然地,仅适用于散热片单面装配晶体管的设备已经无法满足要求。若需要对散热片的另一面装配晶体管,则需要将散热片送入下一台设备,完成散热片另一面晶体管的装配,由此也会导致散热片的加工设备成本过高,并且灵活性较差。
4、此外,采用分度盘设计,散热片的自动化设备在设计时就已经固定了加工流程,如果散热片的加工工艺变更,修改设备以兼容生产的难度较高。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出了一种晶体管散热片的加工生产线,加工生产线的灵活性较高,且兼容性较高。
2、本发明还提出了应用于加工生产线的加工方法。
3、第一方面,本申请实施例提供了一种晶体管散热片的加工生产线,包括:
4、直线传送装置;
5、治具装置,设置于所述直线传送装置,所述直线传送装置用于沿预设传送方向传送所述治具装置;
6、第一植入装置,用于为所述治具装置植入螺母、第一晶体管以及在第一晶体管的表面涂覆散热胶,以使第一晶体管能够贴合在散热片的一侧;
7、进料锁附装置,用于为第二晶体管或散热片的侧面涂覆散热胶,并将所述第二晶体管贴合于散热片的另一侧,以及,所述进料锁附装置使螺钉依次穿过第二晶体管、散热片以及第一晶体管,并与螺母相连接,完成产品的锁附。
8、在一些实施例中,所述第一植入装置包括沿所述预设传送方向依次设置的第一植入机构、第二植入机构与涂胶机构,其中,所述第一植入机构用于为所述治具装置植入螺母,所述第二植入机构用于为所述治具装置植入第一晶体管,所述涂胶机构用于为第一晶体管远离螺母的一侧涂覆散热胶。
9、在一些实施例中,所述治具装置设置有多个治具,各个所述治具分别用于定位螺母、第一晶体管与散热片;
10、所述进料锁附装置至少设置有两个,且沿所述预设传送方向依次设置,各个所述进料锁附装置用于为部分所述治具的散热片贴合第二晶体管以及完成产品的锁附。
11、在一些实施例中,所述加工生产线还包括第二植入装置,其中,在所述预设传送方向上,所述第二植入装置位于所述第一植入装置与所述进料锁附装置之间,用于为所述治具装置植入散热片。
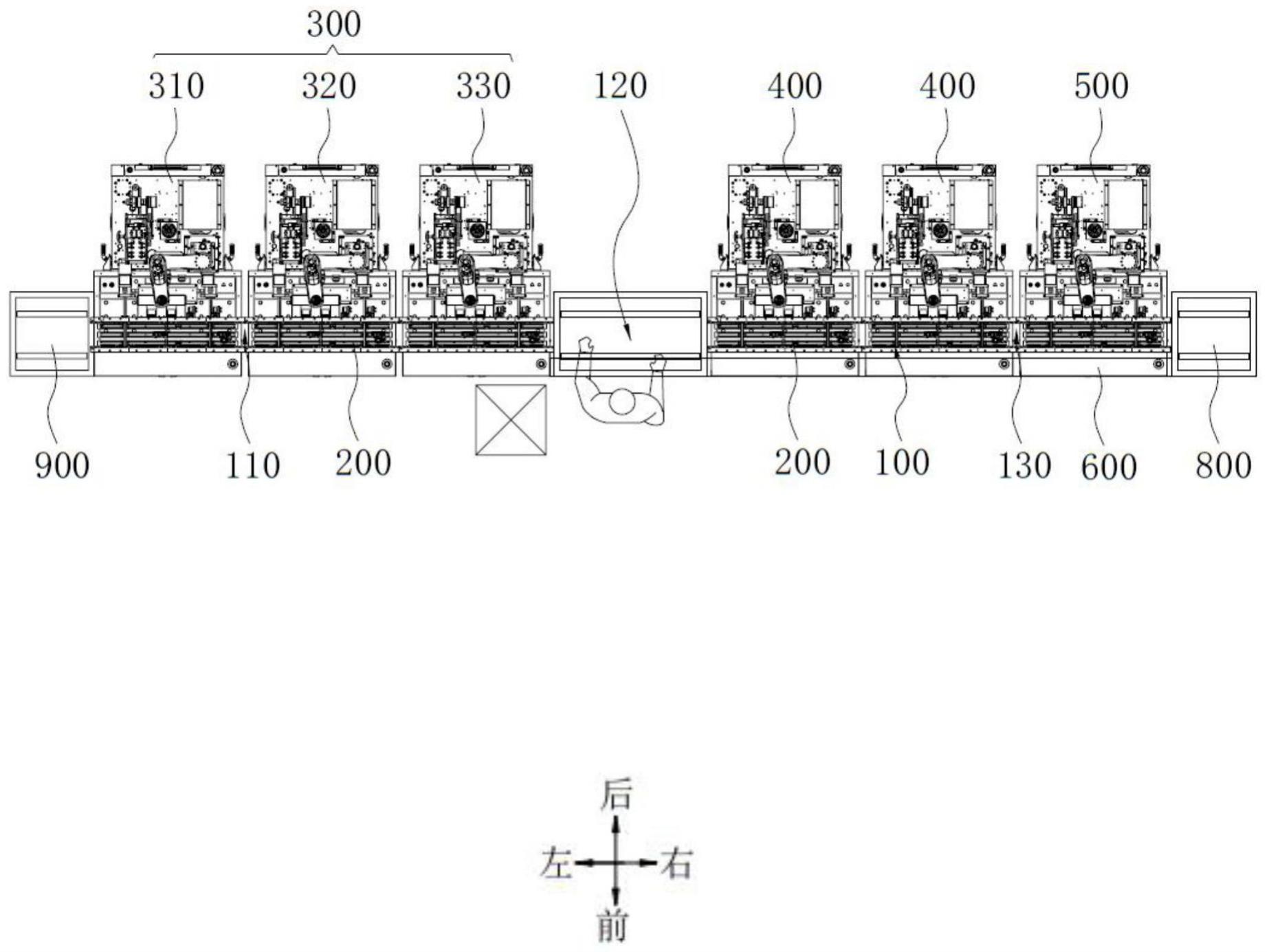
12、在一些实施例中,沿所述预设传送方向,所述直线传送装置至少分为第一传送段、预留传送段与第二传送段,所述第一植入装置位于所述第一传送段,所述进料锁附装置位于所述第二传送段,其中,所述治具装置在经过所述预留传送段时,以便于人工为所述治具装置植入所述散热片;
13、所述加工生产线还包括下料装置与回传装置,所述回传装置设置于所述直线传送装置的一侧,且与所述直线传送装置的传送方向相反设置,所述下料装置用于将锁附完成的产品搬运至所述回传装置;其中,所述回传装置至少部分延伸至所述预留传送段的位置,以能够将锁附完成的产品传送至所述预留传送段的位置。
14、在一些实施例中,所述传送装置包括第一升降传送装置、第二升降传送装置与循环传送装置,其中:
15、所述循环传送装置设置于所述直线传送装置的上侧或下侧,且与所述直线传送装置的传送方向相反设置;
16、所述第一升降传送装置位于所述直线传送装置的输出端以及所述循环传送装置的输入端,用于将所述直线传送装置输出的治具装置传送到所述循环传送装置;
17、所述第二升降传送装置位于所述直线传送装置的输入端以及所述循环传送装置的输出端,用于将所述循环传送装置输出的治具装置传送到所述直线传送装置。
18、在一些实施例中,包括:
19、载板;
20、多个治具,各个所述治具包括治具本体与弹性伸缩机构,其中,所述治具本体设置于所述载板,所述治具本限定有相连通的第一定位腔、第二定位腔与第三定位腔,所述第一定位腔用于定位螺母,所述第二定位腔用于定位第一晶体管,所述第三定位腔用于定位散热片;所述弹性伸缩机构设置于所述载板与所述治具本体其中之一,所述弹性伸缩机构设置有能够弹性伸缩的伸缩杆,所述伸缩杆至少部分伸入所述第一定位腔及所述第二定位腔,用于螺母以及第一晶体管的定位。
21、在一些实施例中,各个所述治具还包括定位件,所述治具本体限定有相连通的第三定位腔与安装腔,所述定位件装配于所述安装腔,且所述定位件限定有所述第一定位腔与所述第二定位腔。
22、在一些实施例中,所述治具本体开设有均与所述第三定位腔相连通的两个定位槽;其中,所述第一定位腔及所述第二定位腔均关于所述第三定位腔的均分线对称设置,以及,两个所述定位槽关于所述第三定位腔的均分线对称设置;
23、所述治具还包括抵紧件,所述抵紧件被配置为可以在两个所述定位槽之间调换装配,并用于抵持于所述散热片的边沿。
24、第二方面,本申请实施例提供了一种加工方法,应用于上述的加工生产线,包括:
25、控制所述第一植入装置为所述治具装置植入螺母;
26、控制所述第一植入装置和/或所述进料锁附装置为所述散热片的侧面贴合晶体管;
27、通过所述进料锁附装置控制螺钉依次穿过晶体管及散热片,并与螺母连接,完成产品的锁附。
28、从以上技术方案可以看出,本申请实施例具有以下优点:
29、1、加工设备采用分度盘设计,加工设备的各个加工模块整体性较好,且独立性较差,通常是不能拆分。在本申请中,直线传送装置为直线型传送装置,各个加工模块沿预设传送方向依次设置于直线传送装置的一侧,这里,第一植入装置与进料锁附装置可以理解为上述的各个加工模块。如此,各个加工模块相对比较独立且更加灵活,因此,当生产工艺需要调整时,工作人员可以灵活地调整加工生产线中的加工模块,以代替重新制备新的加工生产设备以满足生产工艺要求,由此,降低了产品生产成本。
30、2、在现有技术中,加工设备仅用于为散热片的一侧装配晶体管,若需要为散热片的另一侧装配晶体管,则需要另一台加工设备为散热片的另一侧装配晶体管,很显然地,产品生产效率较低。在本申请中,加工生产线可以一次性为散热片的两侧装配晶体管(上述的第一晶体管与第二晶体管),无须另外的加工生产线为散热片的另一侧装配散晶体管。由此可见,相比于现有技术为散热片的两侧装配晶体管,本申请产品的生产效率得到明显的提高。
技术特征:
1.一种晶体管散热片的加工生产线,其特征在于,包括:
2.根据权利要求1所述的一种晶体管散热片的加工生产线,其特征在于,所述第一植入装置包括沿所述预设传送方向依次设置的第一植入机构、第二植入机构与涂胶机构,其中,所述第一植入机构用于为所述治具装置植入螺母,所述第二植入机构用于为所述治具装置植入第一晶体管,所述涂胶机构用于为第一晶体管远离螺母的一侧涂覆散热胶。
3.根据权利要求1所述的一种晶体管散热片的加工生产线,其特征在于,所述治具装置设置有多个治具,各个所述治具分别用于定位螺母、第一晶体管与散热片;
4.根据权利要求1所述的一种晶体管散热片的加工生产线,其特征在于,所述加工生产线还包括第二植入装置,其中,在所述预设传送方向上,所述第二植入装置位于所述第一植入装置与所述进料锁附装置之间,用于为所述治具装置植入散热片。
5.根据权利要求1所述的一种晶体管散热片的加工生产线,其特征在于,沿所述预设传送方向,所述直线传送装置至少分为第一传送段、预留传送段与第二传送段,所述第一植入装置位于所述第一传送段,所述进料锁附装置位于所述第二传送段,其中,所述治具装置在经过所述预留传送段时,以便于人工为所述治具装置植入所述散热片;
6.根据权利要求1所述的一种晶体管散热片的加工生产线,其特征在于,所述加工生产线包括第一升降传送装置、第二升降传送装置与循环传送装置,其中:
7.根据权利要求1所述的一种晶体管散热片的加工生产线,其特征在于,所述治具装置包括:
8.根据权利要求7所述的一种晶体管散热片的加工生产线,其特征在于,各个所述治具还包括定位件,所述治具本体限定有相连通的第三定位腔与安装腔,所述定位件装配于所述安装腔,且所述定位件限定有所述第一定位腔与所述第二定位腔。
9.根据权利要求7所述的一种晶体管散热片的加工生产线,其特征在于,所述治具本体开设有均与所述第三定位腔相连通的两个定位槽;其中,所述第一定位腔及所述第二定位腔均关于所述第三定位腔的均分线对称设置,以及,两个所述定位槽关于所述第三定位腔的均分线对称设置;
10.一种加工方法,其特征在于,应用于权利要求1至9中任意一项所述的加工生产线,包括:
技术总结
本发明公开一种晶体管散热片的加工生产线及加工方法,包括直线传送装置、治具装置、第一植入装置与进料锁附装置,其中,治具装置设置于直线传送装置,直线传送装置用于传送治具装置。第一植入装置用于为治具装置植入螺母、第一晶体管以及涂覆散热胶;进料锁附装置用于为第二晶体管涂覆散热胶,并将第二晶体管贴合于散热片的另一侧,以及完成产品的锁附。加工生产线可以一次性为散热片的两侧装配晶体管,无须另外的加工生产线为散热片的另一侧装配散晶体管。由此可见,相比于现有技术为散热片的两侧装配晶体管,本申请产品的生产效率得到明显的提高。
技术研发人员:王新勇,廖余鹏
受保护的技术使用者:深圳市航嘉驰源电气股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!