一种自钎焊铝合金材料、其制造方法及用途与流程
本发明涉及铝合金材料领域,具体涉及一种自钎焊铝合金材料、其制造方法及用途,以及使用该自钎焊铝合金材料的钎焊方法。
背景技术:
1、钎焊是一种高效的金属连接技术,是利用比母材熔点低的金属材料作为钎料,加热母材到一定温度(高于钎料熔点且低于母材熔点的温度),熔化的钎料润湿填充处于固态的母材间隙,形成一种牢固接头的方法。钎焊过程中变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件,如铝制换热器、蜂窝结构板等。在钎焊前一般需要对工件进行细致加工和清洗,除去油污和过厚的氧化膜,保证接口装配间隙,使用钎剂可增加钎料的润湿性。间隙一般要求在0.02-0.15毫米之间。与熔化焊相比,钎焊时母材不熔化,仅钎料熔化;与压焊相比,钎焊时不对焊件施加压力。钎焊形成的焊缝称为钎缝。钎焊所用的填充金属称为钎料。钎焊的加热主要方式有火焰加热、炉中加热、电阻加热、感应加热等。
2、铝合金的钎焊温度通常在600℃左右,此时钎料合金(通常为al-si合金)完全熔化,通过液态钎料经毛细作用流动到接头处形成冶金连接。铝合金钎焊材料通常是由包含芯层和至少一层钎料层的复合材料,钎料层的合金一般为相对于芯层的低熔点合金,通常为al-si系合金。钎料层在高温钎焊条件下会优先熔化,然后通过毛细作用流动到待焊接的接头处,从而实现各个零部件之间的金属连接。为了去除铝表面的氧化膜,一般在钎焊前施加助焊剂。但是多层复合材料加工流程冗长,加工成本高,生产工艺复杂,耗时长,生产效率低。
3、除了用复合材料自带钎料层来进行钎焊外,还有采用外加al-si系钎料粉或钎料片进行钎焊。但是外加的钎料粉是粉末颗粒,其表面有氧化膜较多,需要使用较多的钎剂,并且在待焊件之间喷洒粉末容易导致表面喷洒量不均匀,致使钎焊接头质量不稳定,容易出现夹渣、气孔等缺陷。而使用钎料片时,如果贴合不紧密或焊料片有油污等表面污染,也会导致钎焊接头的质量不稳定。
4、通过铝合金材料自身在钎焊时发生部分熔化产生一定比例的液相而形成钎焊接头,即具有自钎焊性质的铝合金材料,目前有一定的研究。cn115106677a公开了一种单层自钎焊铝合金材料及其制备方法,其中,铝合金包含一定量的si、zr和zr等元素,具有良好的自钎焊性能。
技术实现思路
1、目前的现有技术中,主要通过控制si含量范围内来实现铝合金材料的自钎焊性质,并且配合添加其他元素如mn、fe、cu、zn等来调整材料的强度或其他性能。申请人发现,对于铝合金材料,除si元素外,其他元素同样具有降低铝合金的熔点从而实现在铝合金材料在钎焊时形成部分熔化的效果,但现有技术中并未有相关研究。
2、在一方面,本申请涉及一种自钎焊铝合金材料,其包含:al、si、cu、zn、mg、sr和任选存在的以下元素中的一种或多种:fe、mn、ti、zr和cr;其中,当存在时,基于所述自钎焊铝合金材料的重量,各元素的含量满足以下关系:si和fe的总含量为1.5-6.5wt%,且si与fe的含量的比例为5以上;mn和cu的总含量为1.5-5.5wt%,且cu与mn的含量的比例为0.5以上;zn和mg的总含量为0.5-5.5wt%,mg的含量为0.05-0.6wt%,且zn与mg的含量的比例为5以上;ti和zr和cr的总含量为0.5wt%以下;并且sr含量为0.003-0.2wt%。
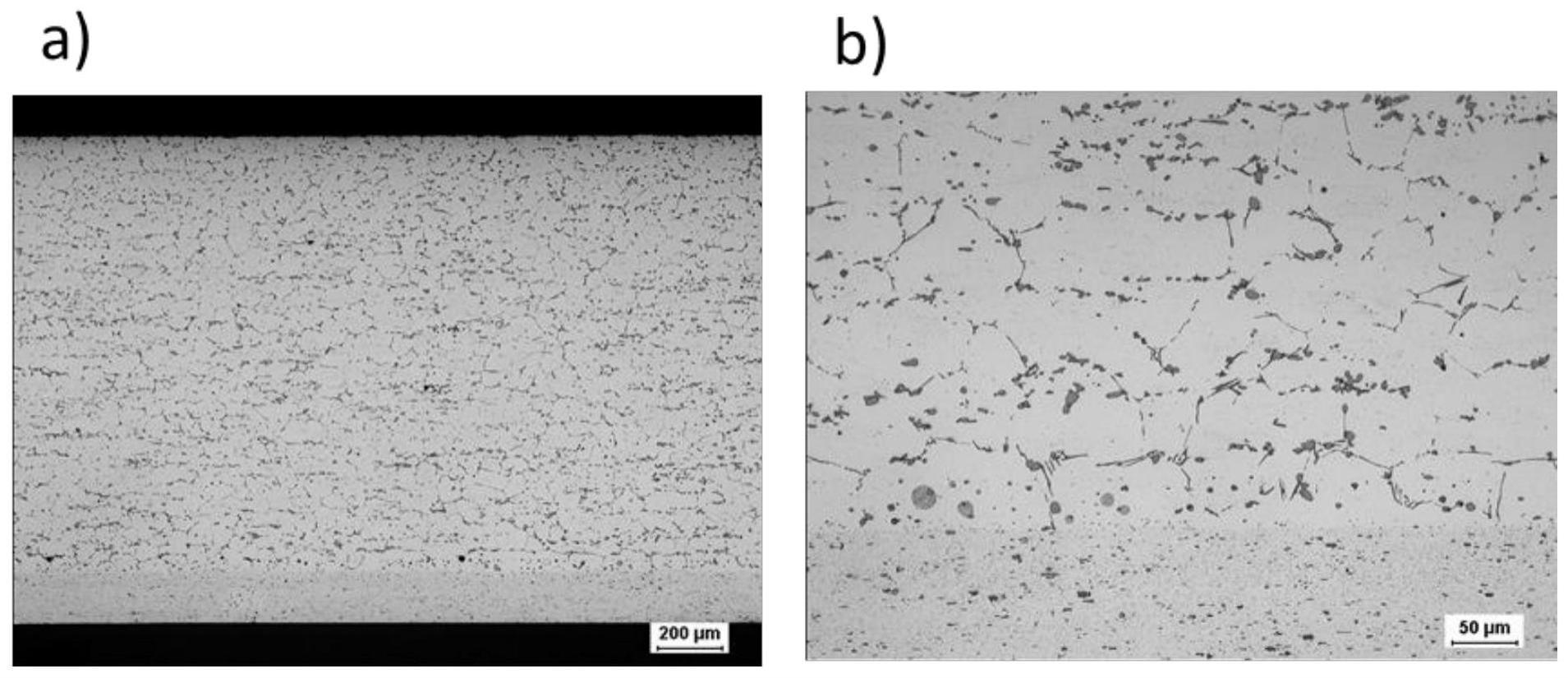
3、在一个实施方案中,材料中,等效圆直径为0.1-2.0μm的颗粒分布与等效圆直径大于2.0μm的颗粒分布的比例在2以上,优选2.5以上。
4、在一个实施方案中,材料中等效圆直径为0.1-2.0μm的颗粒分布在5000个/mm2以上。
5、在一个实施方案中,所述材料的厚度为0.2mm以上,优选0.25mm以上,更优选0.5mm以上。
6、在一个实施方案中,在600℃,所述材料中,熔化的材料体积为材料整体体积的10-35%,优选15-30%,更优选20-30%。
7、在另一方面,本申请涉及一种制造本申请的自钎焊铝合金材料的方法,其包括以下步骤:按元素组成铸造自钎焊铝合金材料铸锭;将自钎焊铝合金材料铸锭进行铣面、加热后,热轧至一定厚度;冷却后冷轧至目标厚度;软化退火。
8、在一个实施方案中,铸造自钎焊铝合金材料铸锭采用半连续铸造工艺,其中,铸造过程中冷却速度为100℃/min以上。
9、在又一方面,本申请涉及本申请的自钎焊铝合金材料在大面积钎焊中的用途。
10、在又一方面,本申请涉及一种钎焊方法,其包括以下步骤:在本申请的自钎焊铝合金材料和/或待焊部件的待钎焊表面上涂覆钎剂;组装自钎焊铝合金材料和待焊部件,以使得待钎焊表面接触;加热以使得自钎焊铝合金材料的部分材料熔化,熔化的材料润湿填充待钎焊表面之间的缝隙;冷却形成钎焊接头。
11、在一个实施方案中,待焊部件的材质为铝材,并且加热的温度为600-650℃,加热时间为20-90min。
12、在一个实施方案中,待焊部件的材质为钢材,并且加热的温度为650-700℃,加热时间为20-90min。
技术特征:
1.一种自钎焊铝合金材料,其包含:
2.权利要求1所述的自钎焊铝合金材料,其中,
3.权利要求1或2所述的自钎焊铝合金材料,其中,
4.权利要求1-3中任一项所述的自钎焊铝合金材料,其中,
5.权利要求1-4中任一项所述的自钎焊铝合金材料,其中,
6.一种制造权利要求1-5中任一项所述的自钎焊铝合金材料的方法,其包括以下步骤:
7.权利要求6所述的方法,其中,
8.权利要求1-5中任一项所述的自钎焊铝合金材料在大面积连接中的钎焊用途。
9.一种钎焊方法,其包括以下步骤:
10.权利要求9所述的方法,其中,
技术总结
本申请涉及一种自钎焊铝合金材料,其包含:Al、Si、Cu、Zn、Mg、Sr和任选存在的以下元素中的一种或多种:Fe、Mn、Ti、Zr和Cr;其中,当存在时,基于所述自钎焊铝合金材料的重量,各元素的含量满足以下关系:Si和Fe的总含量为1.5‑6.5wt%,且Si与Fe的含量的比例为5以上;Mn和Cu的总含量为1.5‑5.5wt%,且Cu与Mn的含量的比例为0.5以上;Zn和Mg的总含量为0.5‑5.5wt%,Mg的含量为0.05‑0.6wt%,且Zn与Mg的含量的比例为5以上;Ti和Zr和Cr的总含量为0.5wt%以下;并且Sr含量为0.003‑0.2wt%。本申请的自钎焊铝合金材料在钎焊过程中可以通过自身的部分熔化,与待钎焊部件形成钎焊质量良好的钎焊接头,并且制备流程简单且成本低,使用简便,具有很好的应用前景。
技术研发人员:高凤华,马伟增,李东飞,池武,万小峰
受保护的技术使用者:格朗吉斯铝业(上海)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!