一种适用于超高强钢冷连轧过程中辊缝调节方法
本发明属于冷轧,特别涉及一种适用于超高强钢冷连轧过程中辊缝调节方法。
背景技术:
1、车身重量下降、能耗降低成为汽车工业的发展目标,同时为进一步提高汽车的碰撞安全性,高强减薄成为先进钢铁企业汽车用钢的研发方向。为满足高端汽车用钢的强度需求,出现了以dp钢、trip钢、cp钢、tam钢为代表的典型高强钢种。但是,随着汽车板带强度的提升,对热轧、冷轧、连退、平整等工艺环节生产工艺提出了更高的要求,其中冷轧工艺环节决定了带钢的板形与厚差,并影响带钢在连退炉内运行的稳定性。在冷连轧工艺环节中,由于超高强钢与普通带钢在性能上的差异,因此在同等变形量的情况下,超高强钢轧制时轧制力的绝对值以及轧机的弹跳量要更大,调节同等厚度偏差所需要的辊缝调节量以及张力调节量也要远大于普通带钢,从而使得带钢的出口厚度精度难以控制。
2、当前冷连轧机组厚度控制系统主要通过入、出口测厚仪与测速仪进行前馈与反馈控制以减少来料厚度波动的影响,然而随着吉帕级超高强汽车板生产大纲的拓展,当前的冷连轧厚度控制系统已不能满足超高强钢的厚度控制精度要求。因此,为降低轧制过程中带钢全长方向上的厚度波动大与带头带尾厚度超差较长,从冷连轧过程厚度自动控制系统改进入手,降低超高强钢纵向全长厚差波动幅度。
技术实现思路
1、为了解决为降低轧制过程中带钢全长方向上的厚度波动大与带头带尾厚度超差较长,从冷连轧过程厚度自动控制系统改进入手,降低超高强钢纵向全长厚差波动幅度的问题,本发明采用的技术方案是:
2、一种适用于超高强钢冷连轧过程中辊缝调节方法,包括以下步骤:
3、首先建立超高强钢厚度超差预测模型,对第i卷来料带钢的第n与n+1个厚度超差率预测值γi,n、γi,n+1进行计算;
4、其次建立辊缝调节量预估模型,计算轧机辊缝调节量δsi,
5、建立轧制过程中辊缝最佳调节量目标函数;
6、基于寻优方法对辊缝最佳调节量目标函数进行求解,得到最佳辊缝调节量。
7、进一步地:所述第i卷来料带钢的第n与n+1个厚度超差预测模型如下:
8、
9、其中:hi,set为第i卷来料带钢出口厚度设定值,mm;v0,i,n,v0,i,n+1分别为入口测速仪测量的第i卷来料带钢的第n与n+1点轧机入口带钢速度,m·min-1;ηi为第i卷来料带钢的修正系数;v1,i,n,v1,i,n+1分别为出口测速仪测量的第i卷来料带钢的第n,n+1点轧机出口带钢速度,m·min-1;hi,set为第i卷来料带钢入口厚度设定值,mm;δhi,n,δhi,n+1分别为第i卷来料带钢的第n,n+1点入口厚度超差量,mm。
10、进一步地:所述辊缝调节量预估模型公式如下。
11、δsi=δsfi+δsqi+δsmi
12、其中:δsfi表示第i卷来料带钢厚度偏差引起的反馈辊缝调节量;
13、δsqi表示第i卷来料带钢厚度偏差引起的前馈辊缝调节量;δsmi为带钢轧制过程中的辊缝预估调节量。
14、进一步地:所述第i卷来料带钢厚度偏差引起的前馈辊缝调节量δsqi采用如下公式。
15、
16、其中:ai,n,ai,n+1为第i卷来料带钢的第n与n+1个实际厚度偏差百分比;m轧机刚度,kn·mm-1;mi为第i卷来料带钢的实际厚度偏差百分比的个数;wi为第i卷来料带钢的塑性系数,n·mm,hi,set为第i卷来料带钢的入口厚度设定值,mm。
17、进一步地:所述第i卷来料带钢厚度偏差引起的反馈辊缝调节量δsfi采用如下公式。
18、
19、其中:hi,set为第i卷来料带钢的出口厚度设定值,mm;ai,n,ai,n+1为第i卷来料带钢的第n与n+1个实际厚度偏差百分比;mi为第i卷来料带钢的实际厚度偏差百分比的个数;m轧机刚度kn·mm-1;wi为第i卷来料带钢的塑性系数,n·mm。
20、进一步地:所述带钢轧制过程中的辊缝预估调节量δsmi公式如下:
21、
22、其中:γi,n,γi,n+1分别为第i卷来料带钢的第n与n+1个厚度超差率预测值;hi,set为第i卷来料带钢的出口厚度设定值,mm;mi为第i卷来料带钢的实际厚度偏差百分比的个数;m轧机刚度kn·mm-1;wi为第i卷来料带钢的塑性系数,n·mm。
23、进一步地:所述建立最佳辊缝调节量的寻优目标函数如下。
24、
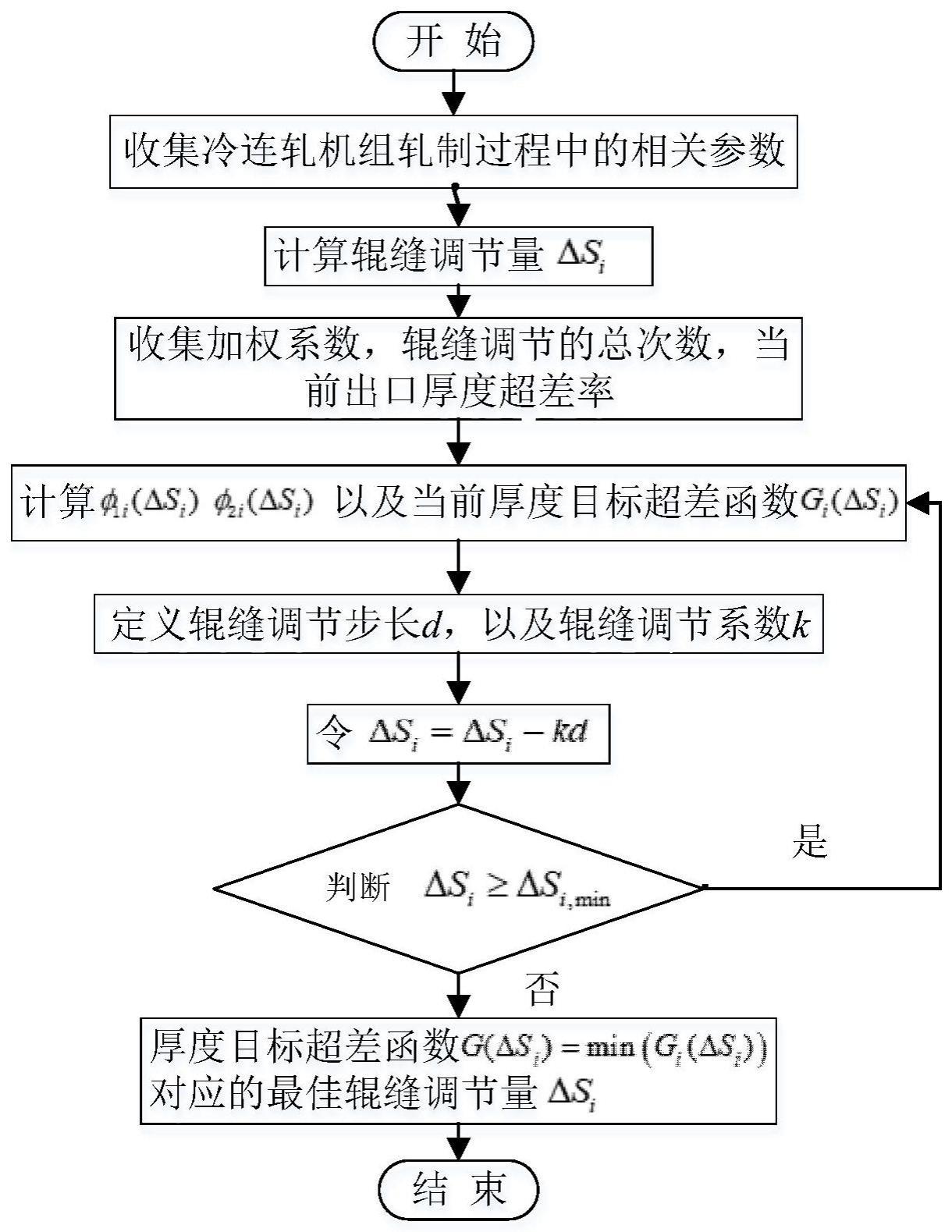
25、进一步地:基于寻优方法对最佳辊缝调节量目标函数进行求解,得到最佳辊缝调节量的过程如下:
26、c1:收集加权系数β;辊缝调节的总次数n;当前出口厚度超差率γi(δsi);设定辊缝调节步长d,辊缝调节系数k;
27、c2:δs=δs-kd,分别计算已完成优化的出口厚度超差率平均值计算当前出口厚度超差率与之前所有离散时刻上已完成优化的出口厚度超差率平均值差值的绝对值φ1i(δsi),计算当前所有离散时刻上已完成优化的所有出口厚度超差率的和与当前的出口厚度超差率和的平均值φ2i(δsi),计算当前厚度超差目标函数的g(δsi);
28、c3:判断辊缝调节量是否满足δs≥δsi,min,如果满足,则计算取出g(δsi)最小时,对应的辊缝调节量δsi,如不满足,则跳转回步骤c2。
29、发明提供的一种适用于超高强钢冷连轧过程中辊缝调节方法,首先建立了超高强钢厚度超差预测模型,其次开发了辊缝调节量预估模型,随后建立了轧制过程中辊缝最佳调节量目标函数,降低了超高强钢轧制过程中的厚度波动。
30、具有以下优点:本方法能够克服冷连轧机组传统自动厚度控制系统在轧制超高强钢过程中出现的全长厚差波动与头尾厚度超差,极大地提升超高强钢的厚度控制精度。
技术特征:
1.一种适用于超高强钢冷连轧过程中辊缝调节方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种适用于超高强钢冷连轧过程中辊缝调节方法,其特征在于:所述第i卷来料带钢的第n与n+1个厚度超差预测模型如下:
3.根据权利要求1所述的一种适用于超高强钢冷连轧过程中辊缝调节方法,其特征在于:所述辊缝调节量预估模型公式如下。
4.根据权利要求1所述的一种适用于超高强钢冷连轧过程中辊缝调节方法,其特征在于:所述第i卷来料带钢厚度偏差引起的前馈辊缝调节量δsqi采用如下公式。
5.根据权利要求1所述的一种适用于超高强钢冷连轧过程中辊缝调节方法,其特征在于:所述第i卷来料带钢厚度偏差引起的反馈辊缝调节量δsfi采用如下公式。
6.根据权利要求1所述的一种适用于超高强钢冷连轧过程中辊缝调节方法,其特征在于:所述带钢轧制过程中的辊缝预估调节量δsmi公式如下:
7.根据权利要求1所述的一种适用于超高强钢冷连轧过程中辊缝调节方法,其特征在于:所述建立最佳辊缝调节量的寻优目标函数如下。
8.根据权利要求7所述的一种适用于超高强钢冷连轧过程中辊缝调节方法,其特征在于:基于寻优方法对最佳辊缝调节量目标函数进行求解,得到最佳辊缝调节量的过程如下:
技术总结
本发明一种适用于超高强钢冷连轧过程中辊缝调节方法,包括以下步骤:首先建立超高强钢厚度超差预测模型,对第i卷来料带钢的第n与n+1个厚度超差率预测值γ<subgt;i,n</subgt;、γ<subgt;i,n+1</subgt;进行计算;其次建立辊缝调节量预估模型,计算轧机辊缝调节量ΔS<subgt;i</subgt;,建立轧制过程中最佳辊缝调节量目标函数;基于寻优方法对辊缝最佳调节量目标函数进行求解,得到最佳辊缝调节量。本方法能够克服冷连轧机组传统自动厚度控制系统在轧制超高强钢过程中出现的全长厚差波动与头尾厚度超差,极大地提升超高强钢的厚度控制精度。
技术研发人员:白振华,张文军,顾清,冉家旭,张燕东
受保护的技术使用者:燕山大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!