智能焊接优化与误差源分析方法与流程
本发明涉及智能制造,尤其涉及智能焊接优化与误差源分析方法。
背景技术:
1、焊接作为制造业中一个关键的组装过程,对产品质量、生产效率,以及整体制造成本有着直接的影响。随着先进制造技术的不断发展,对焊接过程的精度和效率要求也越来越高。
2、焊接过程涉及多项参数(如焊缝几何参数、焊接速度、压力等),这些参数相互影响,导致优化一个参数可能会影响其他参数的表现;传统的焊接技术通常基于预设的参数进行,很难根据实时条件(如材料属性、设备状态等)进行动态调整;通常情况下,焊接过程的评估更多地侧重于单一或少数几个性能指标,如焊缝质量,而忽略了其他如生产速度和设备利用率等因素。
3、现有的焊接技术和方法往往局限于固定的参数设置,缺乏自适应能力,这导致在面临不同生产环境和需求时需要人工干预,增加了生产成本和时间;现有方法通常只关注少数几个性能指标,如焊缝质量,而对其他可能equally或更为重要的指标,如生产效率和设备利用率,给予较少关注;当前的焊接系统往往缺乏实时数据分析和反馈机制,使得即使在出现偏差或问题时,也难以及时进行调整。
技术实现思路
1、针对上述现有技术存在的问题,本发明提供智能焊接优化与误差源分析方法,首先,本发明通过应用深度学习模型,它能精确识别和量化各种关键几何误差源,提高焊接质量与精度;其次,本发明支持实时调整焊接参数和设备调度,以应对生产环境中的不确定性和变化,进而提升设备利用率和生产效率;最后,本发明具备自我优化能力,能根据实时评估结果持续调整深度学习模型和调度策略,确保持续优化和适应性;本发明在工业焊接应用中具有高度的可靠性和效率。
2、智能焊接优化与误差源分析方法,包括以下步骤:
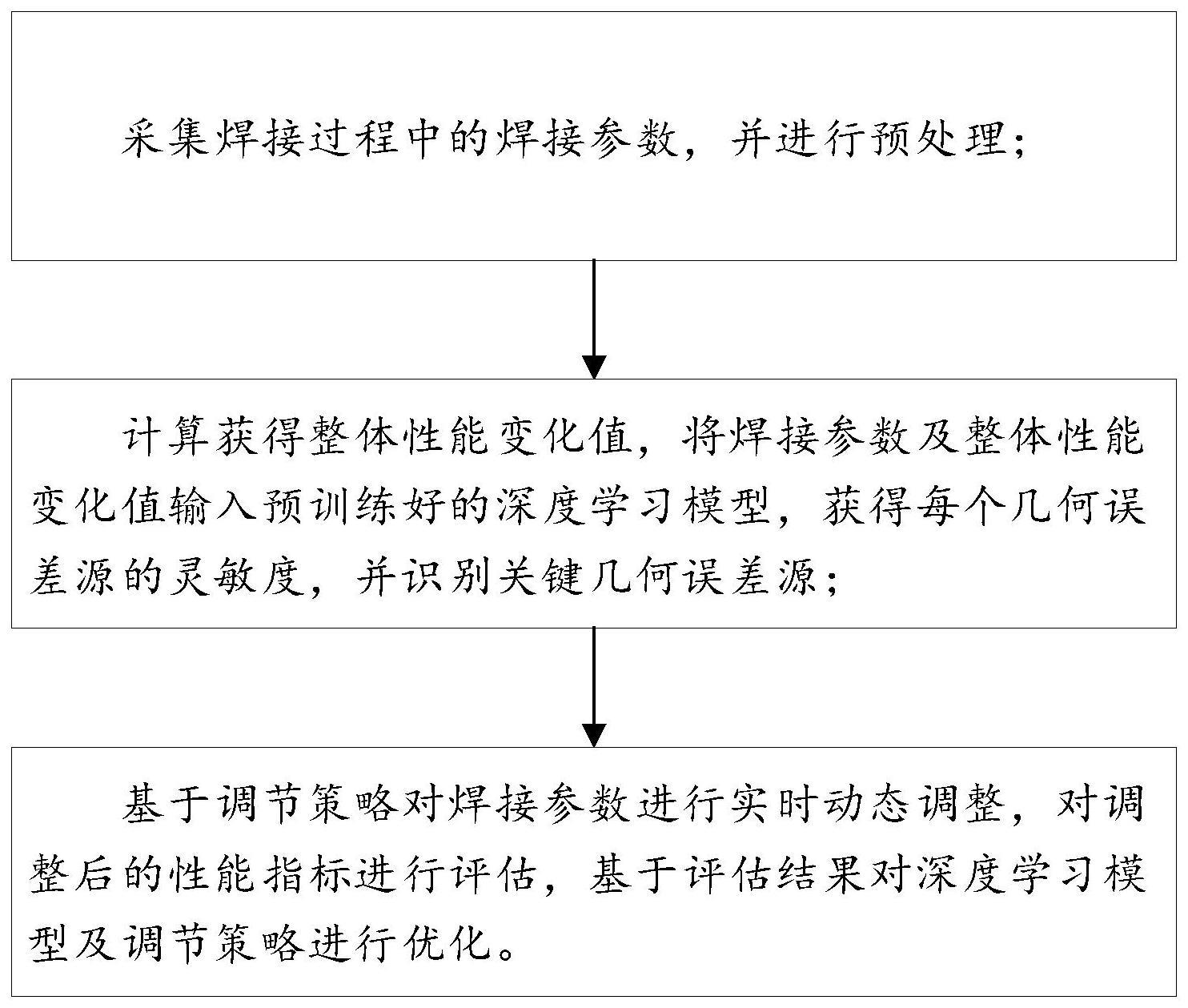
3、采集焊接过程中的焊接参数,并进行预处理;
4、计算获得整体性能变化值,将焊接参数及整体性能变化值输入预训练好的深度学习模型,获得每个几何误差源的灵敏度,并识别关键几何误差源;
5、基于调节策略对焊接参数进行实时动态调整,对调整后的性能指标进行评估,基于评估结果对深度学习模型及调节策略进行优化。
6、优选的,焊接参数包括:焊缝几何参数、焊接速度、焊接压力、材料属性以及设备状态,其中,
7、所述焊缝几何参数包括:焊缝的宽度、深度及角度;
8、所述材料属性包括:材料类型、厚度及温度;
9、所述设备状态包括:电流、电压及设备的工作温度。
10、优选的,所述预处理包括:数据清洗及归一化处理。
11、优选的,所述整体性能变化值的计算表达式为:
12、
13、其中,δe是整体性能变化值,wi是第i个几何误差源的权重,δei是第i个几何误差源的变化值。
14、优选的,所述深度学习模型结构为卷积神经网络,通过将历史焊接记录中的焊接参数作为输入,将整体性能变化值作为输出,对深度学习模型进行预训练,用于预测和分析每个几何误差源对整体性能的影响。
15、优选的,所述将焊接参数及整体性能变化值输入预训练好的深度学习模型,获得每个几何误差源的灵敏度的计算表达式为:
16、
17、其中,si是第i个几何误差源的灵敏度数值。
18、优选的,将灵敏度大于第一阈值且整体性能变化值大于第二阈值的几何误差源作为关键几何误差源。
19、优选的,所述调节策略包括:
20、当某一关键几何误差源的灵敏度超过第三阈值,对焊接参数进行实时调整,所述第三阈值基于灵敏度和整体性能变化值确定;若某一关键几何误差源影响焊接速度,通过降低或提高焊接速度,调整数值取决于灵敏度的大小;若某一关键几何误差源影响焊接压力,焊接压力会根据灵敏度的数值进行调整;若某一关键几何误差源影响多个参数,将根据灵敏度的权重对各个参数进行逐一调整;
21、当至少两个关键几何误差源的灵敏度超过第三阈值,根据各关键几何误差源的灵敏度来计算综合调整系数;根据综合调整系数,调整焊接参数;
22、当特定类型的关键几何误差源的总灵敏度超过第四阈值,对关键几何误差源影响的所有设备参数进行综合评估,根据评估结果,对焊接参数进行调整。
23、优选的,所述性能指标包括:焊接精度、焊接速度、设备利用率及焊缝质量,将性能指标与整体性能变化值进行比较,完成性能指标的评估。
24、优选的,所述基于评估结果对深度学习模型及调节策略进行优化包括:
25、当评估结果为焊接精度不佳,则微调深度学习模型中与关键几何误差源有关的参数;调节策略中,减小焊接速度,增加焊接压力;
26、当评估结果为焊接速度慢,则重新训练深度学习模型,并针对速度相关的关键几何误差源进行调整;调节策略中,增加焊接速度,减小焊接压力;
27、当评估结果为设备利用率低,分析相关的关键几何误差源和其他影响设备利用率的额外因素,基于这些信息对深度学习模型进行调整;调节策略中,调整设备调度策略。
28、相比于现有技术,本发明的优点及有益效果在于:
29、(1)本发明通过深度学习模型实时识别和调整关键几何误差源,能够在各种生产环境和条件下提供高度个性化的焊接参数设置,从而确保最优性能;
30、(2)通过整合多项性能指标和整体性能变化值,本发明不仅可以全面地评估焊接质量、速度和设备利用率,还能根据实时反馈动态调整模型和策略,以适应不断变化的生产需求;
31、(3)由于准确地识别和优化关键几何误差源,本发明能有效减少生产成本和提高生产效率,同时还能提升最终产品质量,具有显著的经济效益。
技术特征:
1.智能焊接优化与误差源分析方法,其特征在于,包括以下步骤:
2.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,焊接参数包括:焊缝几何参数、焊接速度、焊接压力、材料属性以及设备状态,其中,
3.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,所述预处理包括:数据清洗及归一化处理。
4.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,所述整体性能变化值的计算表达式为:
5.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,所述深度学习模型结构为卷积神经网络,通过将历史焊接记录中的焊接参数作为输入,将整体性能变化值作为输出,对深度学习模型进行预训练,用于预测和分析每个几何误差源对整体性能的影响。
6.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,所述将焊接参数及整体性能变化值输入预训练好的深度学习模型,获得每个几何误差源的灵敏度的计算表达式为:
7.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,将灵敏度大于第一阈值且整体性能变化值大于第二阈值的几何误差源作为关键几何误差源。
8.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,所述调节策略包括:
9.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,所述性能指标包括:焊接精度、焊接速度、设备利用率及焊缝质量,将性能指标与整体性能变化值进行比较,完成性能指标的评估。
10.根据权利要求1所述智能焊接优化与误差源分析方法,其特征在于,所述基于评估结果对深度学习模型及调节策略进行优化包括:
技术总结
本发明涉及智能制造技术领域,尤其涉及智能焊接优化与误差源分析方法,包括以下步骤:采集焊接过程中的焊接参数,并进行预处理;计算获得整体性能变化值,将焊接参数及整体性能变化值输入预训练好的深度学习模型,获得每个几何误差源的灵敏度,并识别关键几何误差源;基于调节策略对焊接参数进行实时动态调整,对调整后的性能指标进行评估,基于评估结果对深度学习模型及调节策略进行优化,通过本发明能够在各种生产环境和条件下确保最优性能;适应不断变化的生产需求;能有效减少生产成本和提高生产效率,同时还能提升最终产品质量,具有显著的经济效益。
技术研发人员:黎鸿宾,李艺晗,李光金,许立昂,邱光堂,邓城承,王璐烽
受保护的技术使用者:重庆芯焊科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!