一种金属软管一体式焊接工艺及金属软管的制作方法
本发明涉及金属软管加工领域,具体涉及一种金属软管一体式焊接工艺及金属软管。
背景技术:
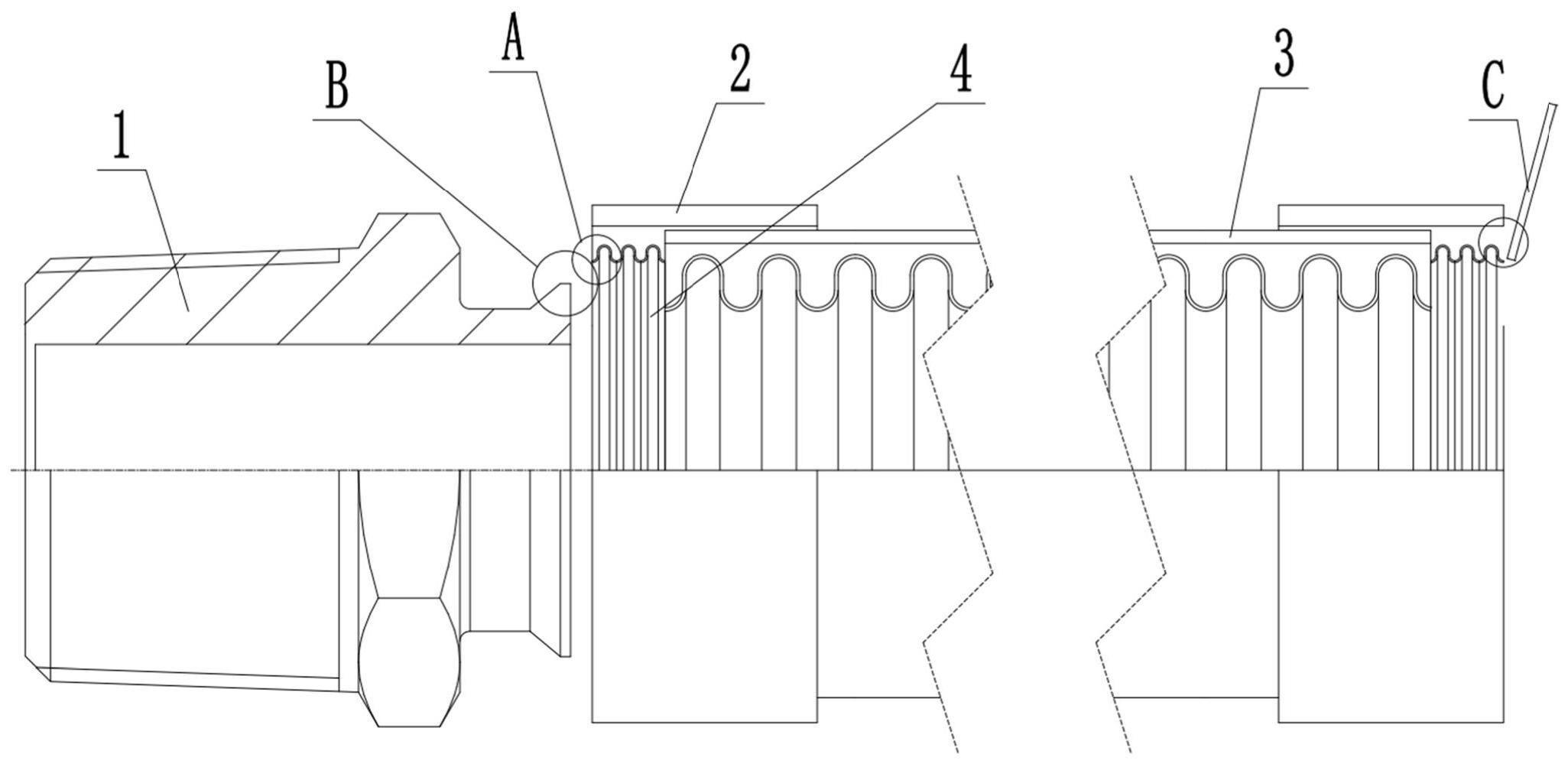
1、目前常用的金属软管,接头通过焊接安装在软管上,焊接金属软管的生产工艺分为两步,如图1所示,第一步是封口焊接,如图1中的a处和c处所示,使用焊丝等填料将编织网、外扣环、波纹管进行封口焊接,得到焊接半成品,第二步是配件焊接,如图1中的b处所示,将焊接半成品与接头进行焊接;其中,第一次焊接使用各种填料,存在填料与母材材质不一致的状况,焊接后存在不同电位差,随着使用时间的延长,容易出现电偶腐蚀,导致金属软管出现开裂泄露。
2、现有技术中,通过选择和母材材质一致的填料,避免因填料与母材材质不一致导致的电偶腐蚀问题,但采用两次焊接的方式仍存在一定弊端,第一次焊接完成后,焊缝区域会形成一个弱点,因为焊接过程中产生的热循环和热应力可能导致焊缝区域的组织和性能变化,使其在第二次焊接时更容易出现断裂或不良连接;并且,由于先进行了一次焊接,第一次焊缝的质量将直接影响整体连接的稳定性和可靠性,如果第一次焊接质量不稳定或存在缺陷,可能会导致整个连接的强度和耐久性下降;两次焊接需要进行二次定位,加工效率较低,也难以满足金属软管对于接头连接位置可靠性的需求。
技术实现思路
1、本发明的目的是针对现有技术存在的缺陷,提供一种金属软管一体式焊接工艺及金属软管,取消封口焊接,同时焊接接头、外扣环和波纹管,一次焊接实现整体连接,熔融部分外扣环和波纹管结构形成熔池,冷却后形成焊缝,不再额外添加焊丝等填料,保证焊缝材质的一致性,保证连接位置可靠性的同时提高加工效率。
2、本发明的第一目的是提供一种金属软管一体式焊接工艺,采用以下方案:
3、包括:
4、外扣环套设于波纹管一端的外圈,外扣环形成变径段,所述波纹管一端的波谷与外扣环一端平齐,靠近所述波纹管一端的波峰贴合外扣环内壁;
5、接头对接所述波纹管一端和所述外扣环一端,对接位置施焊,熔融所述波纹管一端的波谷和所述外扣环一端,形成焊缝。
6、进一步的,所述外扣环一端为对接接头的焊接端,另一端沿轴向延伸,并套设在波纹管外部的编织网外。
7、进一步的,所述外扣环沿焊接端到另一端的方向上,外径逐步增大,外扣环远离焊接端的一端挤压编织网以将编织网和波纹管定位。
8、进一步的,在施焊时,所述波纹管熔融至靠近所述波纹管一端的波峰位置。
9、进一步的,在施焊时,所述外扣环熔融至贴合所述波峰的位置。
10、进一步的,所述波纹管外套套设有管状编织网,编织网一端延伸至外扣环与波纹管之间并固定,另一端延伸至波纹管远离焊缝的一端。
11、进一步的,所述编织网端部与焊缝之间留有间隙。
12、进一步的,所述接头与波纹管的对接端同轴布置,接头内部通道与波纹管内部通道连通。
13、进一步的,施焊时,所述接头对接波纹管一端的外圆周壁熔融,形成焊缝。
14、本发明的第二目的是提供一种金属软管,利用如第一目的所述的金属软管一体式焊接工艺获取。
15、与现有技术相比,本发明具有的优点和积极效果是:
16、(1)针对目前金属软管接头对接位置加工效率低、焊缝位置质量差的问题,本发明通过取消封口焊接,同时焊接接头、外扣环和波纹管,一次焊接实现整体连接,熔融部分外扣环和波纹管结构形成熔池,冷却后形成焊缝,不再额外添加焊丝等填料,保证焊缝材质的一致性,保证连接位置可靠性的同时提高加工效率。
17、(2)调整外扣环的形状,使其呈变截面筒状结构,一端能够套设在编织网外将编织网一端压紧固定,另一端逐渐缩小至贴合波纹管,避免封口焊接填料,在编织网、外扣环和波纹管稳定连接后,外扣环和波纹管之间于端部靠近贴合,便于后续形成共同熔池,降低母材与填料差异化导致的泄露情况,提高焊缝成型质量。
18、(3)波纹管靠近焊缝的波峰位置与外扣环贴合,波峰外侧的波谷节段、部分外扣环节段作为形成熔池的牺牲结构,从而减少填料,同时,波峰贴合外扣环使得外扣环与波纹管之间形成良好的封闭结构,减少此位置的泄露问题。
19、(4)取消封口焊接,采用一次焊接,避免了封口焊接和对接焊接两次过程的相互影响,保证焊接质量稳定并减少缺陷,提高整个连接的强度和耐久性。
技术特征:
1.一种金属软管一体式焊接工艺,其特征在于,包括:
2.如权利要求1所述的金属软管一体式焊接工艺,其特征在于,所述外扣环一端为对接接头的焊接端,另一端沿轴向延伸,并套设在波纹管外部的编织网外。
3.如权利要求2所述的金属软管一体式焊接工艺,其特征在于,所述外扣环沿焊接端到另一端的方向上,外径逐步增大,外扣环远离焊接端的一端挤压编织网以将编织网和波纹管定位。
4.如权利要求1所述的金属软管一体式焊接工艺,其特征在于,在施焊时,所述波纹管熔融至靠近所述波纹管一端的波峰位置。
5.如权利要求4所述的金属软管一体式焊接工艺,其特征在于,在施焊时,所述外扣环熔融至贴合所述波峰的位置。
6.如权利要求1所述的金属软管一体式焊接工艺,其特征在于,所述波纹管外套套设有管状编织网,编织网一端延伸至外扣环与波纹管之间并固定,另一端延伸至波纹管远离焊缝的一端。
7.如权利要求6所述的金属软管一体式焊接工艺,其特征在于,所述编织网端部与焊缝之间留有间隙。
8.如权利要求1所述的金属软管一体式焊接工艺,其特征在于,所述接头与波纹管的对接端同轴布置,接头内部通道与波纹管内部通道连通。
9.如权利要求8所述的金属软管一体式焊接工艺,其特征在于,施焊时,所述接头对接波纹管一端的外圆周壁熔融,形成焊缝。
10.一种金属软管,利用如权利要求1-8中任一项所述金属软管一体式焊接工艺获取。
技术总结
本发明提供一种金属软管一体式焊接工艺及金属软管,涉及金属软管加工领域,针对目前金属软管接头对接位置加工效率低、焊缝位置质量差的问题,本发明通过取消封口焊接,同时焊接接头、外扣环和波纹管,一次焊接实现整体连接,熔融部分外扣环和波纹管结构形成熔池,冷却后形成焊缝,不再额外添加焊丝等填料,保证焊缝材质的一致性,保证连接位置可靠性的同时提高加工效率。
技术研发人员:张衍波,任艳青,王虎
受保护的技术使用者:玫德艾瓦兹(济南)金属制品有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!