一种智能生产线的制作方法
本发明涉及生产线,具体说是一种智能生产线。
背景技术:
1、本设备采用当前工业互联网、工业机器人、机器视觉、智能传感器等技术,搭建以教学为主贴近工业生产的一条智能生产线。主要由供料传输工作站、加工工作站、视觉检测工作站、装配工作站、激光打标工作站、仓储工作站等组成。实现以u盘为装配载体,从原料至成品的一个加工制造过程,且为教学和科研提供更多的服务,且生产线上的每个工作站都有独立的控制系统,可以完成独立工作。也可以把相邻的两个或多个站通过工业网络连接起来,实现联动控制。用户可根据需要扩展工作站;还可以满足日常教学使用。
技术实现思路
1、针对现有技术中的问题,本发明提供了一种智能生产线。
2、本发明解决其技术问题所采用的技术方案是:
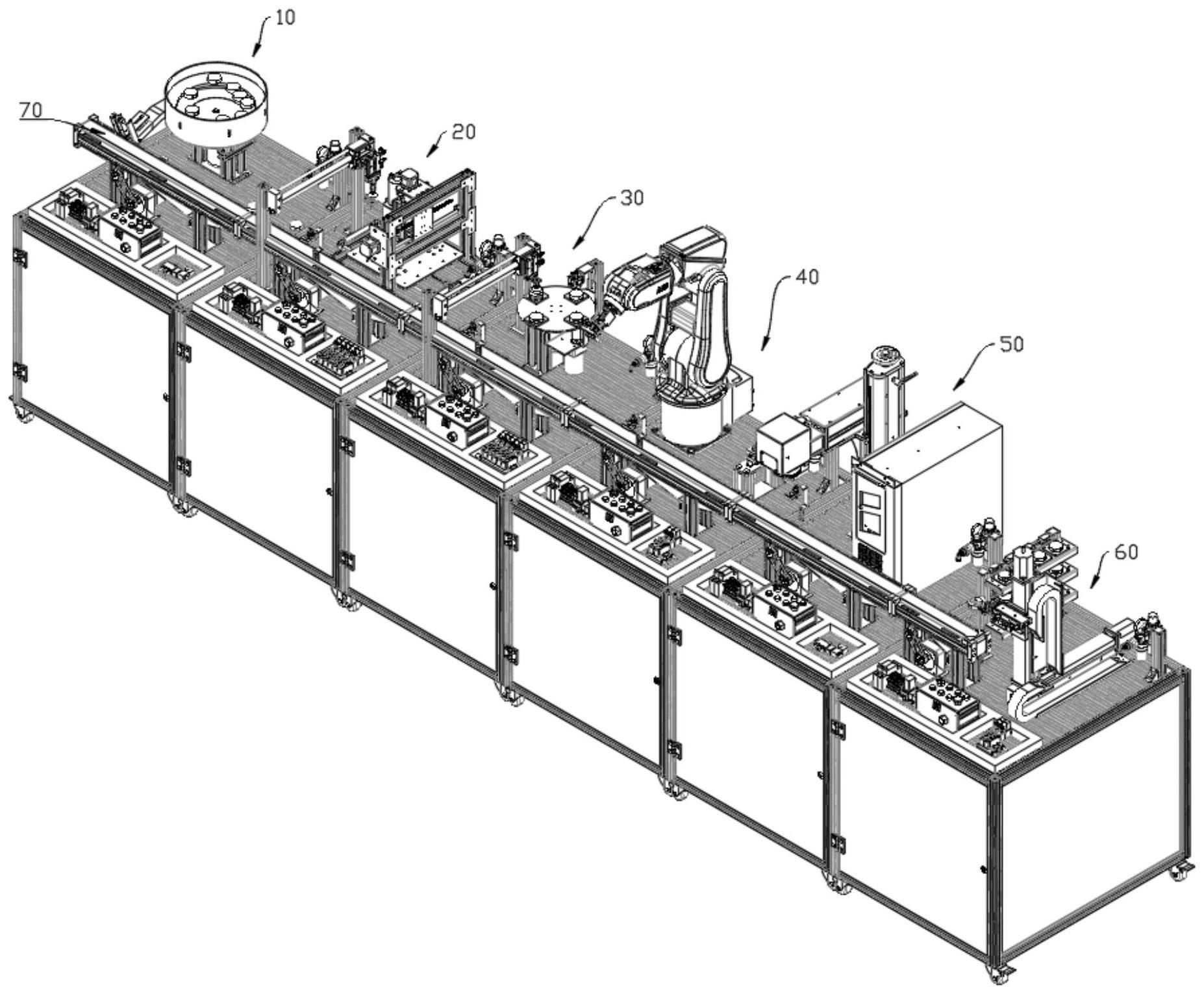
3、一种智能生产线,包括供料传输工作站、加工工作站、视觉检测工作站、装配工作站、激光打标工作站、仓储工作站以及传输带;
4、所述供料传输工作站包括第一台架,所述第一台架顶部设置有旋转供料机构的出料位置处设置有供料输送带;
5、所述加工工作站包括第二台架,所述第二台架的顶部设置有抓取夹具a和微型铣床,抓取夹具a底部设置有吸盘,用于将传输带上的工件吸取至微型铣床上;
6、所述视觉检测工作站包括第三台架,所述第三台架顶部设置有抓取夹具b和视觉检测台架,所述视觉检测台架的顶端设置有转动盘,所述转动盘的顶部设置有视觉检测相机,所述视觉检测相机与第三台架之间设置有支架;
7、所述装配工作站包括第四台架,所述第四台架的顶部设置有工业机器人以及u盘装配盒;
8、所述激光打标工作站包括第五台架,所述第五台架的顶部设置有激光打标机;
9、所述仓储工作站包括第六台架,所述第六台架的顶部设置有搬运机构以及仓储库位。
10、进一步,所述供料输送带的末端垂直成型有挡板,所述挡板侧壁上安装有供料气缸,所述供料气缸的伸缩轴底端设置有压板,用于挡料。
11、进一步,所述压板上开设有供工件通过的槽口。
12、进一步,所述挡板远离供料气缸一侧侧壁上设置有连接架,所述连接架内侧设置有弹性压块,所述弹性压块和连接架之间连接处设置有弹簧,所述连接架的一端和压板之间固定连接。
13、进一步,所述转动盘的内侧与工件相对应位置开设有与工件大小等同的工件座,所述视觉检测相机的位置位于工件座的正上方。
14、进一步,所述位于仓储工作站上的传输带部分末端设置有止挡机构。
15、进一步,所述位于加工工作站、视觉检测工作站、装配工作站、激光打标工作站以及仓储工作站上的传输带部分上均设置有位置传感器。
16、进一步,所述第一台架、第二台架、第三台架、第四台架、第五台架以及第六台架之间均设置有用于拼接的铝合金型材。
17、进一步,所述第一台架、第二台架、第三台架、第四台架、第五台架以及第六台架上均设置有控制盒。
18、进一步,第一台架、第二台架、第三台架、第四台架、第五台架以及第六台架的前侧部分均设置有航空插接头,所述相邻航空插接头之间均设置有波纹管。
19、本发明的有益效果:
20、1、通过设置有铝合金型材,依靠各单元之间所设置的铝合金型材进行结构上的快速拼接,除此之外,此外,还通过设置有航空插接头,在各单元上还设置有控制系统,控制系统与控制系统之间依靠航空插接头以及波纹管也可以实现如电信号、气路、网络信号上的快速对接,因此可以减小施工周期;
21、2、通过各单元上所设的控制盒,通过各独立的控制盒可实现独立手动工作,同时控制面板还可通过主机来实现自动工作以及联机工作等;
22、3、各个单元因为可以自由拼接以及拆除下来,因此适合教学上所需要的工作站自由扩展,且整体体积小,更方便教学展示。
技术特征:
1.一种智能生产线,其特征在于:包括供料传输工作站(10)、加工工作站(20)、视觉检测工作站(30)、装配工作站(40)、激光打标工作站(50)、仓储工作站(60)以及传输带(70);
2.根据权利要求1所述的一种智能生产线,其特征在于:所述供料输送带(103)的末端垂直成型有挡板,所述挡板侧壁上安装有供料气缸(104),所述供料气缸(104)的伸缩轴底端设置有压板,用于挡料。
3.根据权利要求2所述的一种智能生产线,其特征在于:所述压板上开设有供工件通过的槽口。
4.根据权利要求3所述的一种智能生产线,其特征在于:所述挡板远离供料气缸(104)一侧侧壁上设置有连接架(105),所述连接架(105)内侧设置有弹性压块(106),所述弹性压块(106)和连接架(105)之间连接处设置有弹簧(107),所述连接架(105)的一端和压板之间固定连接。
5.根据权利要求1所述的一种智能生产线,其特征在于:所述转动盘(305)的内侧与工件相对应位置开设有与工件大小等同的工件座(306),所述视觉检测相机(304)的位置位于工件座(306)的正上方。
6.根据权利要求1所述的一种智能生产线,其特征在于:所述位于仓储工作站(60)上的传输带(70)部分末端设置有止挡机构(603)。
7.根据权利要求1所述的一种智能生产线,其特征在于:所述位于加工工作站(20)、视觉检测工作站(30)、装配工作站(40)、激光打标工作站(50)以及仓储工作站(60)上的传输带(70)部分上均设置有位置传感器(80)。
8.根据权利要求1所述的一种智能生产线,其特征在于:所述第一台架(101)、第二台架(201)、第三台架(301)、第四台架(401)、第五台架(501)以及第六台架(601)之间均设置有用于拼接的铝合金型材(110)。
9.根据权利要求1所述的一种智能生产线,其特征在于:所述第一台架(101)、第二台架(201)、第三台架(301)、第四台架(401)、第五台架(501)以及第六台架(601)上均设置有控制盒(120)。
10.根据权利要求1所述的一种智能生产线,其特征在于:所示第一台架(101)、第二台架(201)、第三台架(301)、第四台架(401)、第五台架(501)以及第六台架(601)的前侧部分均设置有航空插接头(90),所述相邻航空插接头(90)之间均设置有波纹管(100)。
技术总结
本发明涉及技术领域,具体的说是一种智能生产线,包括供料传输工作站、加工工作站、视觉检测工作站、装配工作站、激光打标工作站、仓储工作站以及传输带;所述供料传输工作站包括第一台架,所述第一台架顶部设置有旋转供料机构的出料位置处设置有供料输送带;通过设置有供料传输工作站、加工工作站、视觉检测工作站、装配工作站、激光打标工作站、仓储工作站等,可以将原料进行加工成品,形成一个完整的生产线,由于上述工作站均为独立系统,可以独立完成各自工作站的工序,而工作站和工作站之间同样具备关联,可实现联动控制,可以满足实际生产和日常教学,且还可以增添新的工作站以满足使用者的要求,实现生产线智能模块化。
技术研发人员:邹二勇,汪洪青,潘若龙,齐将,牛小记,李云柱
受保护的技术使用者:南京南戈特机电科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!