用于机床的刀架的制作方法
本发明涉及一种用于机床的刀架,其具有能够绕旋转轴旋转的保持组件,切削工具可拆卸地固定或能够固定至所述保持组件。
背景技术:
1、刀架用于不同的机床。刀架通常可以在其安装位置围绕旋转轴而旋转,为此,刀架在机床侧与驱动构件耦合,该驱动构件绕旋转轴而旋转,刀架也围绕该旋转轴而旋转。一方面,刀架具有保持组件,刀架通过该保持组件与机床或其旋转驱动器耦合,其中为此设有不同的接口,如hsk接口(hsk=空心锥柄)或sk接口(sk=大锥度刀柄)。用于对工件进行加工的切削工具固定在保持组件上。这种刀架或可通过这种刀架进行的加工的一个应用示例是通过切削式车削对长条形的圆柱状金属物体进行表面加工。通过车削,一方面可以将长条形金属物体调节至期望的直径,另一方面还可以通过此切削式车削来调节期望的表面光洁度或表面质量。这类长条形工件或金属部件的一个示例是用于电气插式连接的插头或触针。这些插头或触针有时非常薄,直径通常仅有几毫米。为了实现车削,迄今为止均在车床上对长条形金属部件进行加工。夹紧的金属部件旋转,借助侧向接近金属部件且沿该金属部件移动的切削工具进行车削。在此情况下,必须格外小心,因为在通过切削工具而产生的侧向压力过大的情况下,金属零件存在侧向弯曲的风险。金属物体越薄,上述问题就越严重。
技术实现思路
1、本发明的目的是提出一种用于加工工件的刀架,所述刀架相比之下有所改进并且特别是能够简单且安全地对长条形工件进行车削。
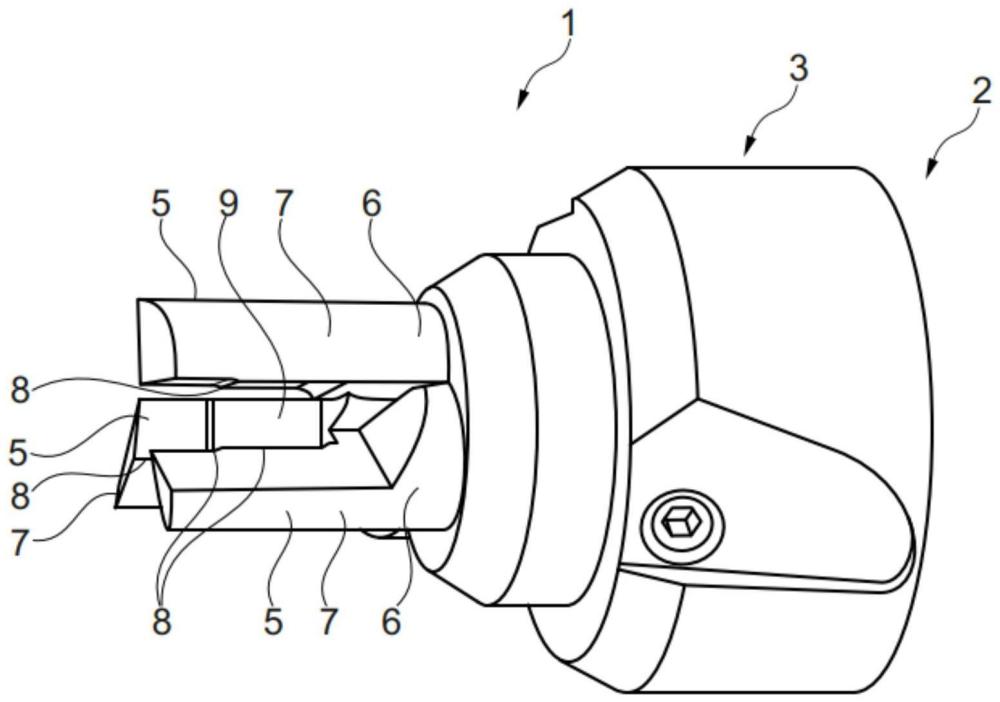
2、就开篇所述及的类型的刀架而言,本发明用以达成上述目的的解决方案在于,保持组件具有至少两个沿周向围绕旋转轴错开布置的插孔,所述插孔用于容置具有长条形插入杆和切削区段的切削工具,其中每个切削工具均通过独立的保持构件固定或能够固定在所述插孔中,且其中所述切削工具在其间界定用于待由切削工具共同加工的工件的容置空间并且以其切削区段朝向所述容置空间。
3、根据本发明的刀架的特征在于保持组件,可将两个独立的切削工具位置精确地固定在所述保持组件上,借助所述切削工具可以同时共同加工容置在其间的长条形工件,例如对其进行车削。为此,所述保持组件具有两个独立的插孔,其中可以借助设置在切削工具处的长条形插入杆将切削工具插入每个插孔中。通过适用的保持构件将所述插入杆牢固地固定在所述保持组件上,使得每个切削工具均位置固定并且在工件加工期间不会离开其工作位置。在此情况下,至少两个位于同一节圆上的插孔沿周向围绕旋转轴优选地等距错开布置,刀架围绕该旋转轴而旋转。在采用两个插孔的情况下,这两个插孔彼此径向相对,并且由于切削工具优选地以相同的方式实施,这两个插孔也以相同的方式实施。因此,两个工具围绕旋转轴对称地旋转,但沿周向相应地错开。
4、从相应插入区段延伸出优选为长条形的工具区段,在该工具区段上设有切削区段,通过该切削区段对工件进行切削加工。两个工件沿周向彼此隔开并与旋转轴径向隔开,因此,在这两个工件之间产生容置空间,将待加工的工件容置在该容置空间中以进行加工,即该工件浸入两个切削工具或其切削区段之间。因为这些切削区段朝向其界定的容置空间。因此,在加工过程中,由至少两个旋转切削工具或切削区段同时对位置固定的工件进行切削加工,这当然有利于提高加工速度。此外,至少两个切削工具或切削区段也共同支撑在工件上,如果采用两个切削工具的情况,则彼此径向相对,如果采用多个切削工具,则取决于切削工具的数量并且优选地采用等距的角分度。也就是说,在加工期间,不会对工件施加因切削工具对称地支撑在工件上而产生的侧向力,有利地避免工件的弯曲负荷。
5、为了定位至少两个工具,简单地将所述至少两个工具借助其插入杆插入相应插孔中,其中所述插孔底部封闭,使得插入杆抵靠容器底部。随后,仅需通过保持构件相应地对切削工具进行固定。也就是说,一方面可以简单地进行装配,但一方面也可以简单地更换切削工具。
6、至少设有两个插孔和切削工具,其优选地以沿周向错开180°的方式布置。但优选地设有三个插孔,优选地以沿周向等距地错开120°的方式布置,或四个插孔,优选地以沿周向等距地错开90°的方式布置,当然还设有相应的切削工具。也就是说,可以与此相应地同时借助三个或四个切削工具对工件进行切削,在对称分度的情况下,这些切削工具全都对称地或以对称的力分布支撑在容置在其间的工件上。除了例如120°或90°的对称分度外,也可以设置非对称分度。原则上也可以构建四个以上的插孔,从而布置四个以上的切削工具,但这需要相应增大布置切削工具的节圆直径,这当然也需要相应增大容置空间以加工直径较大的工件。
7、在本发明的改进方案中,每个插孔可以通过至少一个夹紧区段界定,相应切削工具的插入杆通过所述保持构件夹紧或能够夹紧到所述至少一个夹紧区段上。该插孔配备有至少一个特殊的夹紧区段或者形成这种夹紧区段,将插入杆相对于旋转轴准径向地夹紧到该夹紧区段上,即通过保持构件将该插入杆固定在该夹紧区段上。通过相应夹紧区段来限定相应的最终切削工具位置,使得每个切削工具均借助每个插入杆在夹紧区段上的夹紧接触自动精确地进行定位,因此,相应的切削区段也会自动精确地进行定位,无需附加的调整或定位。特别是,通过借助相应保持构件实现的每个插入杆的最初径向夹紧自动进行定位。
8、根据本发明的一种有利的改进方案,可以设定,所述插孔朝向旋转轴而彼此衔接以形成共用的凹部。每个插孔都必须以保持组件上相应凹槽的形式实施,该凹槽引入保持组件的端侧中。根据本发明的技术方案,两个或多个插孔与共用的凹部衔接,这些插孔朝向彼此而开设,从而形成中心凹部或凹槽。该凹槽最终针对每个插孔而径向扩展,其中相应插入杆卡入相应插孔中。因此,该凹部朝向保持组件的外侧而配设有径向扩展部以形成相应插孔。
9、在此情况下,扩展部的横截面优选地与切削工具或插入杆的横截面形状相容。也就是说,用于至少部分地形成插孔的扩展部的横截面与插入杆的横截面区段形状相容,即与插入杆的横截面区段形状相同,即二者具有形状相容的几何形状。插入杆与插孔或扩展部之间的最小间隙优选地为几百分之一毫米,从而实现插入杆在插孔中的紧密配合。此紧密配合或最小间隙仅允许最小程度的径向运动,通过该径向运动借助保持构件将相应插入杆径向夹紧至支撑区段上。也就是说,在将插入杆插入相应插孔中时,基于与最小间隙的形状相容性,几乎已完全实现了位置调整,通过借助保持构件进行的张紧来完成位置调整,方式在于,将插入杆以桥接最小间隙的方式夹紧到夹紧区段上。
10、在此情况下,每个径向扩展部优选地由一个钻孔区段构成,其中每个钻孔区段优选地延伸超过180°,每个钻孔的端缘形成夹紧区段,可以通过保持构件将横截面形状与钻孔区段相容的相应插入杆夹紧到这些夹紧区段上。因此,该共用的凹部通过数量与待固定的切削工具的数量相当的钻孔构成,这些钻孔彼此重叠。如果应固定两个切削工具,则引入两个钻孔,这两个钻孔彼此重叠,从而形成横截面形状为“8”字形的共用凹部。如果引入三个钻孔,则这些钻孔也会重叠以形成相应的具有三个圆形扩展部的凹部几何形状,在采用四个钻孔的情况下,会形成具有四个圆形扩展部的几何形状,以此类推。在此情况下,这些钻孔可以定位成,使得从凹部的横截面来看,这些钻孔具有插入杆的大于180°的包角。因此,横截面区段同样呈圆形或呈部分圆柱形插入杆包围式地容置在部分圆形的钻孔中。在此情况下,超出180°的钻孔区段,即相应钻孔区段的端缘,形成夹紧区段,将相应插入杆夹紧到这些夹紧区段上。借此确保在两个位置上对称地张紧每个应插入杆。
11、作为构建>180°的包角并形成由此产生的夹紧区段的替代方案,可以在每个插入杆上设置一个或两个互成角度的支撑面,这些插入杆通过这些支撑面在安装位置相对于彼此径向张紧或支撑。因此,插入杆通过平面支撑面直接彼此贴靠,其中在采用两个以上待夹紧的切削工具的情况下,应始终设有两个这样的支撑面,其相对于彼此形成相同的夹角(在采用三个切削工具的情况下,夹角为120°,在采用四个切削工具的情况下,夹角为90°,以此类推,以便产生相同的分度)。借此在安装或张紧过程中,特别是在如上所述每个插入杆的间隙仅最小时,大致实现自动定心或定向。
12、如上所述,通过独立的保持构件对每个切削工具或每个插入杆进行固定。为此,在本发明的改进方案中,可以在保持组件上设置数量与插孔数量相当的螺纹孔,所述螺纹孔与所述保持组件的外表面和插孔连通,并且形式为抵靠插入杆的保持螺钉的保持构件拧入或可拧入所述螺纹孔中。每个插入杆的张紧均通过相应保持螺钉来实现,从而能够非常简单地进行固定,尤其是如上所述,插入杆仅以几百分之一或几十分之一毫米的最小间隙在插孔中可动,因此,也仅需要最小的保持螺钉运动来进行张紧。
13、在此情况下,每个螺纹孔优选地与旋转轴形成<90°的角。也就是说,螺纹孔的中心轴倾斜于插孔或共用凹部的底部而延伸。这使得插入杆和切削工具通过保持螺钉来承受因倾斜拧紧而产生的轴向力,该轴向力将插入杆压向插孔或共用凹部的底部。也就是说,借此不仅将插入杆和切削工具径向地夹紧到插孔的夹紧区段上或者替代性地夹紧到相邻的插入杆或支撑面上,而且轴向地将插入杆和切削工具夹紧到插孔的底部上。
14、在此情况下,可以在每个插入杆上设置一个平面推力面,保持螺钉垂直地碰撞到所述推力面上。如果螺纹孔垂直于旋转轴,则该推力面也可平行于旋转轴。然而,该螺纹孔优选地如上所述与旋转轴形成<90°的角,使得该推力面也与此相应地形成相应的角度。如果将相应保持螺钉垂直地拧到推力面上,则可以借此通过产生的轴向应力避免任何的轴向位置移动,因为该保持螺钉通过倾斜的推力面进行支撑。
15、此外,每个螺纹孔在外表面上均可以与平面拧入面连通。此举有助于将螺纹孔引入保持组件中。每个螺纹孔优选地为沉头孔,以便可以将相应螺钉头埋置。
16、如上所述,根据本发明的刀架或其中所设置的切削工具可以适于进行不同类型的切削工作。然而,特别优选地,这些切削工具的切削区段适于车削针状工件以形成圆柱形工件表面。为此,每个切削区段都可以具有实际切削区域以及连接至所述切削区段上的与旋转轴成较小角度的导出区段,也就是说,从进料来看,相应切削刃首先具有实际切削区域,该切削区域随后在边缘处以0.2°-1°、优选地约0.5°的角度在导出区段扩展,由此避免切削工具或多个切削工具卡在工件上。
17、除刀架自身外,本发明还涉及一种机床,所述机床包括具有可绕旋转轴旋转的容置构件的驱动装置以及容置或可容置在所述容置构件中的上述类型的刀架,所述刀架的旋转轴与所述容置构件的旋转轴重合。该容置构件可以具有任一接口,如hsk或sk接口,保持组件当然也具有相容的相应接口几何形状。
- 还没有人留言评论。精彩留言会获得点赞!