焊接控制方法及相关装置与流程
本技术涉及焊接,尤其涉及一种焊接控制方法及相关装置。
背景技术:
1、随着焊接技术的发展,很多场合都可以通过焊接机器人来依照示教轨迹进行焊接。然而,焊接过程中,可能会由于工件焊道多、焊接电流大等因素,导致焊缝发生变形,与示教轨迹产生偏差。而且,焊缝的变形量与工件结构、尺寸、材质、焊接规范等多种因素有关,无法提前预测。所以,相关技术中通过焊接机器人依照示教轨迹进行焊接时,常常会发生偏焊现象,严重影响焊接质量。
技术实现思路
1、针对以上技术问题,本技术实施例提供一种焊接控制方法及相关装置。
2、第一方面,本技术实施例提供一种焊接控制方法,包括:
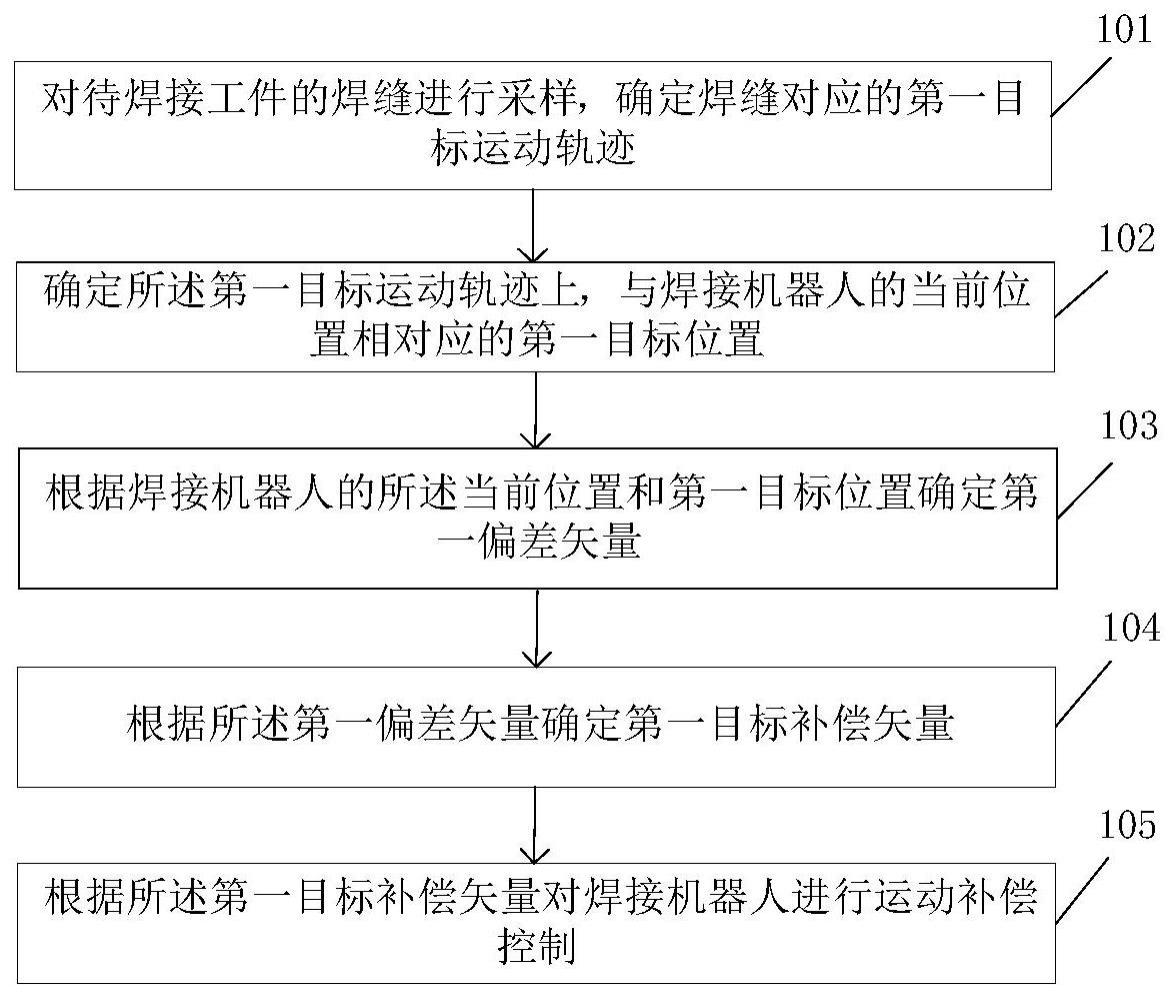
3、对待焊接工件的焊缝进行采样,确定焊缝对应的第一目标运动轨迹;
4、确定所述第一目标运动轨迹上,与焊接机器人的当前位置相对应的第一目标位置;
5、根据焊接机器人的所述当前位置和第一目标位置确定第一偏差矢量;
6、根据所述第一偏差矢量确定第一目标补偿矢量;
7、根据所述第一目标补偿矢量对焊接机器人进行运动补偿控制。
8、一个可选的实施方式中,所述对待焊接工件的焊缝进行采样,确定焊缝对应的第一目标运动轨迹,包括:
9、实时采集焊接机器人所在的所述当前位置对应的前置焊缝坐标,得到前置焊缝坐标队列;
10、根据所述前置焊缝坐标队列进行曲线拟合,得到所述第一目标运动轨迹。
11、一个可选的实施方式中,所述确定所述第一目标运动轨迹上,与焊接机器人的当前位置相对应的第一目标位置,包括:
12、以焊接机器人的所述当前位置为原点,当前前进方向为法向量,确定与所述法向量垂直的法平面;
13、确定所述第一目标运动轨迹与所述法平面的交点,作为所述第一目标位置。
14、一个可选的实施方式中,所述根据所述第一偏差矢量确定第一目标补偿矢量,包括:
15、根据焊接机器人的运动速度和灵敏度中的至少一项对所述第一偏差矢量进行修正,得到第一参考补偿矢量;
16、将所述第一参考补偿矢量作为所述第一目标补偿矢量,或者,根据所述第一参考补偿矢量和预设补偿上限确定所述第一目标补偿矢量。
17、一个可选的实施方式中,所述根据所述第一参考补偿矢量和预设补偿上限确定所述第一目标补偿矢量,包括:
18、判断所述第一参考补偿矢量是否超过上述预设补偿上限;
19、若所述第一参考补偿矢量未超过所述预设补偿上限,则将所述第一参考补偿矢量作为第一目标补偿矢量;
20、若所述第一参考补偿矢量超过所述预设补偿上限,则根据所述预设补偿上限对所述第一参考补偿矢量进行修正,并将修正后的第一参考补偿矢量作为第一目标补偿矢量。
21、一个可选的实施方式中,所述方法还包括:
22、在焊接机器人运动过程中,获取经过补偿控制后的实际坐标,得到实际运动轨迹队列;
23、在接收到保持控制指令后,根据所述实际运动轨迹队列拟合得到第二目标运动轨迹;
24、确定所述第二目标运动轨迹上,与焊接机器人的当前位置相对应的第二目标位置;
25、根据焊接机器人的所述当前位置和第二目标位置确定第二偏差矢量;
26、根据所述第二偏差矢量确定第二目标补偿矢量;
27、根据所述第二目标补偿矢量对焊接机器人进行运动补偿控制。
28、第二方面,本技术实施例提供一种焊接控制装置,包括:
29、采样单元,用于对待焊接工件的焊缝进行采样,确定焊缝对应的第一目标运动轨迹;
30、第一补偿单元,用于确定所述第一目标运动轨迹上,与焊接机器人的当前位置相对应的第一目标位置;根据焊接机器人的所述当前位置和第一目标位置确定第一偏差矢量;并根据所述第一偏差矢量确定第一目标补偿矢量;
31、控制单元,用于根据所述第一目标补偿矢量对焊接机器人进行运动补偿控制。
32、一个可选的实施方式中,采样单元用于对待焊接工件的焊缝进行采样,确定焊缝对应的第一目标运动轨迹,具体可以包括:
33、采样单元用于,实时采集焊接机器人所在的所述当前位置对应的前置焊缝坐标,得到前置焊缝坐标队列;并根据所述前置焊缝坐标队列进行曲线拟合,得到所述第一目标运动轨迹。
34、一个可选的实施方式中,第一补偿单元用于确定所述第一目标运动轨迹上,与焊接机器人的当前位置相对应的第一目标位置,具体可以包括:
35、第一补偿单元用于,以焊接机器人的所述当前位置为原点,当前前进方向为法向量,确定与所述法向量垂直的法平面;确定所述第一目标运动轨迹与所述法平面的交点,作为所述第一目标位置。
36、一个可选的实施方式中,第一补偿单元用于根据所述第一偏差矢量确定第一目标补偿矢量,具体可以包括:
37、第一补偿单元用于,根据焊接机器人的运动速度和灵敏度中的至少一项对所述第一偏差矢量进行修正,得到第一参考补偿矢量;将所述第一参考补偿矢量作为所述第一目标补偿矢量,或者,根据所述第一参考补偿矢量和预设补偿上限确定所述第一目标补偿矢量。
38、一个可选的实施方式中,第一补偿单元用于根据所述第一参考补偿矢量和预设补偿上限确定所述第一目标补偿矢量,具体可以包括:
39、第一补偿单元用于,判断所述第一参考补偿矢量是否超过上述预设补偿上限;若所述第一参考补偿矢量未超过所述预设补偿上限,则将所述第一参考补偿矢量作为第一目标补偿矢量;若所述第一参考补偿矢量超过所述预设补偿上限,则根据所述预设补偿上限对所述第一参考补偿矢量进行修正,并将修正后的第一参考补偿矢量作为第一目标补偿矢量。
40、一个可选的实施方式中,上述焊接控制装置还包括:
41、记录单元,用于在焊接机器人运动过程中,获取经过补偿控制后的实际坐标,得到实际运动轨迹队列;
42、第二补偿单元,用于在接收到保持控制指令后,根据所述实际运动轨迹队列拟合得到第二目标运动轨迹;确定所述第二目标运动轨迹上,与焊接机器人的当前位置相对应的第二目标位置;根据焊接机器人的所述当前位置和第二目标位置确定第二偏差矢量;并根据所述第二偏差矢量确定第二目标补偿矢量。
43、上述控制单元还用于:根据所述第二目标补偿矢量对焊接机器人进行运动补偿控制。
44、第三方面,本技术实施例提供一种焊接机器人,包括:上述实施例所述的焊接控制装置。
45、第四方面,本技术实施例提供一种电子设备,包括:
46、存储器,用于存储计算机程序产品;
47、处理器,用于执行所述存储器中存储的计算机程序产品,且所述计算机程序产品被执行时,实现上述第一方面所述的方法。
48、第五方面,本技术实施例提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序指令,该计算机程序指令被执行时,实现上述第一方面所述的方法。
49、综上,本技术实施例中,通过对焊缝进行实时采样,得到与实际焊缝匹配的第一目标运动轨迹,并根据该第一目标运动轨迹确定焊接机器人实时位置偏差,进而根据该实时位置偏差确定第一目标补偿矢量,根据所述第一目标补偿矢量实时对焊接机器人进行运动补偿控制,即可使焊接机器人的实际运动轨迹趋近甚至重合于上述第一目标运动轨迹,从而无论焊缝是否变形,都可以保证焊接机器人的实际焊接位置趋近甚至重合于焊缝的实际位置,实现精准焊接,避免偏焊。
50、其次,本技术实施例基于焊接机器人的位置建立实时坐标系,用于对偏差矢量、补偿矢量进行定量计算,同时结合焊接机器人的运动速度、灵敏度等对偏差矢量进行修正,来确定补偿矢量,保证最终确定的补偿矢量与焊接机器人的实时位置、速度、性能等相匹配,实现对焊接机器人的精准控制;还通过设定补偿上限来限制补偿矢量的补偿值,避免补偿值过大导致焊接机器人跳动,保证焊接机器人平稳运动。
51、另外,本技术实施例除了基于前置焊缝的位置确定第一目标运动轨迹,并基于第一目标运动轨迹确定第一目标补偿矢量,实现对焊接机器人的跟踪控制外,还可以在跟踪控制过程中实时记录焊接机器人的实际坐标并形成实际运动轨迹队列,并根据该实际运动轨迹队列拟合得到第二目标运动轨迹,然后基于该第二目标运动轨迹确定第二目标补偿矢量,实现对焊接机器人的保持控制,满足实际应用场景中不同的控制需求,扩展焊接机器人的应用范围。
- 还没有人留言评论。精彩留言会获得点赞!