一种半挂车悬挂组装设备的制作方法
本技术涉及悬挂组装,尤其涉及一种半挂车悬挂组装设备。
背景技术:
1、半挂车悬架是连接半挂车底盘行走装置与车架的重要部件。车辆的支撑力、制动力、驱动力等都是通过悬架系统来传递的,并且还能减轻恶劣道路对车辆的冲击力,具有减震作用,保证车辆的平稳,常见的半挂车悬挂包括钢板悬挂、空气悬挂、单点悬挂和刚性悬挂。
2、现有技术中的钢板悬挂通常由多片长度依次减小的钢板堆叠构成,多片钢板采用卡箍捆扎在一起,现有技术中通常人工手动将钢板依次堆叠起来,然后使各个钢板的中心处于同一竖直线上,再使各钢板的两侧沿竖直方向对齐,然后将多个u形卡箍在钢板的多个部位进行卡接,最后使用螺栓将卡箍的端口锁紧,从而将多片钢板捆扎在一起,然而,由于钢板重量大,组装过程中操作费力,工作效率低,并且各钢板的配合精度难以掌控。
技术实现思路
1、本技术提供一种半挂车悬挂组装设备,用于解决现有技术中组装过程中操作费力,工作效率低,组装精度难以掌控的问题。
2、为达到上述目的,本技术的实施例提出如下技术方案:
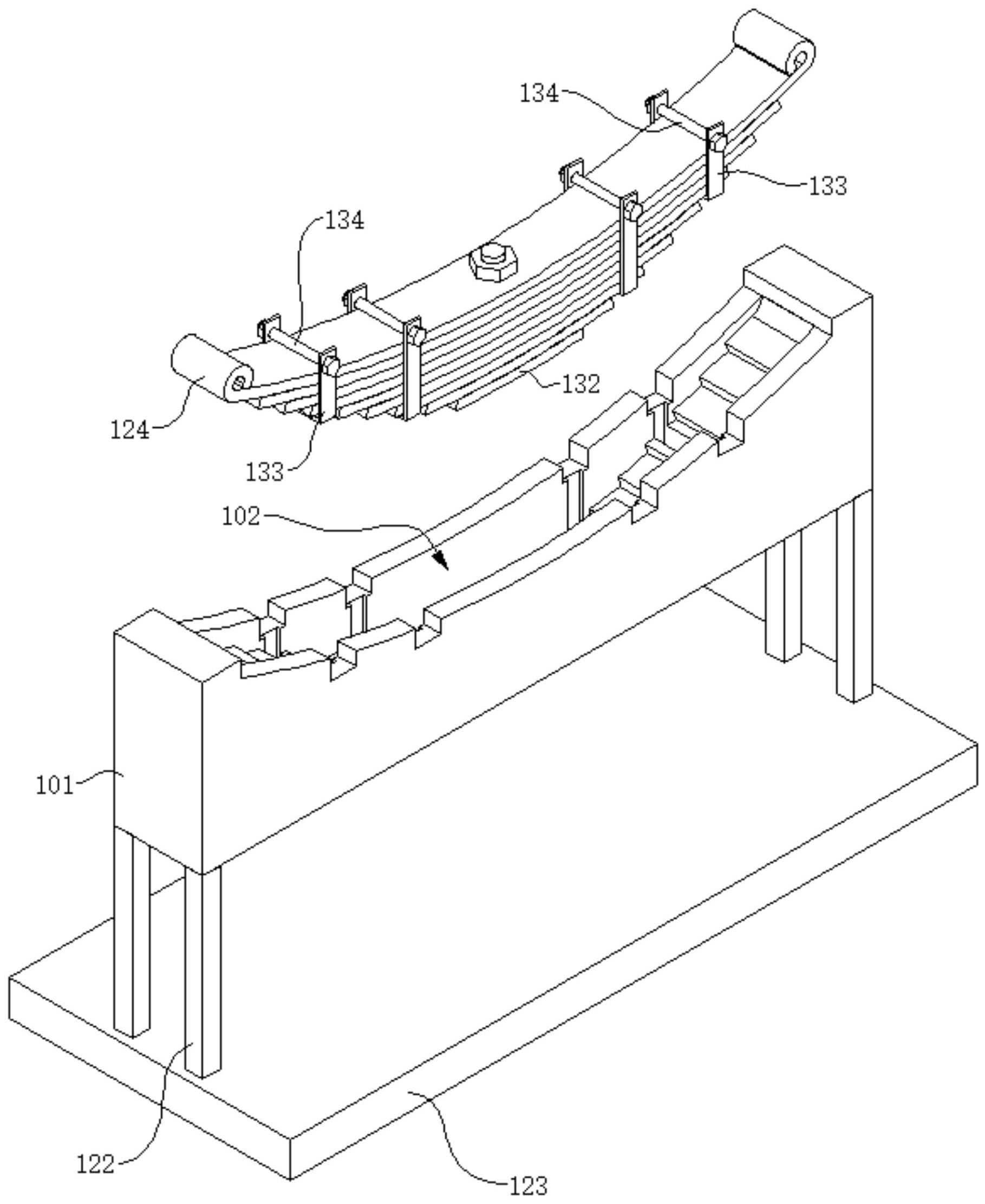
3、一种半挂车悬挂组装设备,包括座体,所述座体的上表面设有仿形槽,所述仿形槽能够与半挂车悬挂匹配,所述座体的下表面设有安装通道,所述仿形槽的宽度小于或等于所述安装通道的宽度,所述安装通道沿竖直方向设置,所述安装通道的上端与所述仿形槽连通;所述座体在左右两端之间的中心位置具有断面,所述断面将所述座体分割为左右两部分,所述座体的一部分的断面上固定连接有插销,所述座体的另一部分的断面上设有与所述插销对应的插孔,所述插销与所述插孔沿左右方向插接。
4、一些实施方式中,所述座体的上表面设有第一仿形槽,所述第一仿形槽的下表面设有第二仿形槽,所述第二仿形槽的下表面设有第三仿形槽,所述第三仿形槽的下表面设有第四仿形槽,所述第四仿形槽的下表面设有第五仿形槽,所述第五仿形槽的下表面设有第六仿形槽,所述第六仿形槽的下表面设有第七仿形槽,所述第七仿形槽的下表面设有第八仿形槽,所述第八仿形槽的下表面设有第九仿形槽;
5、所述仿形槽由所述第一仿形槽、所述第二仿形槽、所述第三仿形槽、所述第四仿形槽、所述第五仿形槽、所述第六仿形槽、所述第七仿形槽、所述第八仿形槽、所述第九仿形槽组成;
6、所述第一仿形槽的下表面、所述第二仿形槽的下表面、所述第三仿形槽的下表面、所述第四仿形槽的下表面、所述第五仿形槽的下表面、所述第六仿形槽的下表面、所述第七仿形槽的下表面、所述第八仿形槽的下表面、所述第九仿形槽的下表面为弧形;
7、所述第一仿形槽的下表面的曲率中心、所述第二仿形槽的下表面的曲率中心、所述第三仿形槽的下表面的曲率中心、所述第四仿形槽的下表面的曲率中心、所述第五仿形槽的下表面的曲率中心、所述第六仿形槽的下表面的曲率中心、所述第七仿形槽的下表面的曲率中心、所述第八仿形槽的下表面的曲率中心、所述第九仿形槽的下表面的曲率中心重合;
8、所述第一仿形槽的下表面的曲率中心、所述第二仿形槽的下表面的曲率中心、所述第三仿形槽的下表面的曲率中心、所述第四仿形槽的下表面的曲率中心、所述第五仿形槽的下表面的曲率中心、所述第六仿形槽的下表面的曲率中心、所述第七仿形槽的下表面的曲率中心、所述第八仿形槽的下表面的曲率中心、所述第九仿形槽的下表面的曲率中心位于所述第一仿形槽的上方;
9、所述第一仿形槽的中心、所述第二仿形槽的中心、所述第三仿形槽的中心、所述第四仿形槽的中心、所述第五仿形槽的中心、所述第六仿形槽的中心、所述第七仿形槽的中心、所述第八仿形槽的中心、所述第九仿形槽的中心位于同一竖直线上;
10、所述第一仿形槽的下表面的弧长、所述第二仿形槽的下表面的弧长、所述第三仿形槽的下表面的弧长、所述第四仿形槽的下表面的弧长、所述第五仿形槽的下表面的弧长、所述第六仿形槽的下表面的弧长、所述第七仿形槽的下表面的弧长、所述第八仿形槽的下表面的弧长、所述第九仿形槽的下表面的弧长依次减小;
11、所述第一仿形槽的侧面、所述第二仿形槽的侧面、所述第三仿形槽的侧面、所述第四仿形槽的侧面、所述第五仿形槽的侧面、所述第六仿形槽的侧面、所述第七仿形槽的侧面、所述第八仿形槽的侧面、所述第九仿形槽的侧面沿竖直方向对齐;
12、所述第一仿形槽的深度、所述第二仿形槽的深度、所述第三仿形槽的深度、所述第四仿形槽的深度、所述第五仿形槽的深度、所述第六仿形槽的深度、所述第七仿形槽的深度、所述第八仿形槽的深度、所述第九仿形槽的深度相等,所述第一仿形槽的深度等于第一钢板的厚度;
13、所述第一仿形槽与第一钢板匹配、所述第二仿形槽与第二钢板匹配、所述第三仿形槽与第三钢板匹配、所述第四仿形槽与第四钢板匹配、所述第五仿形槽与第五钢板匹配、所述第六仿形槽与第六钢板匹配、所述第七仿形槽第七钢板匹配、所述第八仿形槽与第八钢板匹配、所述第九仿形槽与第九钢板匹配;
14、所述安装通道包括第一通道、第二通道、第三通道、第四通道;
15、所述第一通道沿竖直方向设置,所述第一通道的上端与所述第四仿形槽的左端连通,所述第一通道的宽度大于所述第四仿形槽的宽度,所述第四仿形槽位于所述第一通道的两侧面之间;
16、所述第二通道沿竖直方向设置,所述第二通道的上端与所述第七仿形槽的左端连通,所述第二通道的宽度大于所述第七仿形槽的宽度,所述第七仿形槽位于所述第二通道的两侧面之间;
17、所述第三通道沿竖直方向设置,所述第三通道的上端与所述第七仿形槽的右端连通,所述第三通道的宽度大于所述第七仿形槽的宽度,所述第七仿形槽位于所述第三通道的两侧面之间;
18、所述第四通道沿竖直方向设置,所述第四通道的上端与所述第四仿形槽的右端连通所述第四通道的宽度大于所述第四仿形槽的宽度,所述第四仿形槽位于所述第四通道的两侧面之间。
19、一些实施方式中,所述座体的上表面为弧形面,所述座体的上表面的曲率中心位于所述座体的上方,所述座体的上表面的曲率中心与所述第一仿形槽的曲率中心重合。
20、一些实施方式中,所述座体的下表面设有中心孔,所述中心孔的中轴线沿竖直方向设置,所述中心孔的中心位于所述第九仿形槽的中心的正下方。
21、一些实施方式中,所述第一仿形槽的侧壁上设有第一避让口,所述第一避让口沿垂直于所述第一仿形槽侧壁的方向贯穿所述第一仿形槽的两个侧壁,所述第一避让口位于所述第一通道的上方,所述第一通道的上端与所述第一避让口连通。
22、一些实施方式中,所述第一仿形槽的侧壁上设有第二避让口,所述第二避让口沿垂直于所述第一仿形槽侧壁的方向贯穿所述第一仿形槽的两个侧壁,所述第二避让口位于所述第二通道的上方,所述第二通道的上端与所述第二避让口连通。
23、一些实施方式中,所述第一仿形槽的侧壁上设有第三避让口,所述第三避让口沿垂直于所述第一仿形槽侧壁的方向贯穿所述第一仿形槽的两个侧壁,所述第三避让口位于所述第三通道的上方,所述第三通道的上端与所述第三避让口连通。
24、一些实施方式中,所述第一仿形槽的侧壁上设有第四避让口,所述第四避让口沿垂直于所述第一仿形槽侧壁的方向贯穿所述第一仿形槽的两个侧壁,所述第四避让口位于所述第四通道的上方,所述第四通道的上端与所述第四避让口连通。
25、一些实施方式中,所述半挂车悬挂组装设备还包括至少三个支脚,所述支脚位于所述座体的下方,所述支脚竖直设置,所述支脚的上端与所述座体的下表面固定连接,所述支脚围绕所述座体下表面的中心设置,所述支脚的长度大于或等于30厘米;所述半挂车悬挂组装设备还包括底板,所述底板位于所述支脚的下方,所述底板水平设置,所述支脚的下端与所述底板的上表面固定连接。
26、一些实施方式中,所述支脚具有弹性。
27、有益效果:
28、本实施例提供的半挂车悬挂组装设备,将半挂车悬挂的钢板逐个平放入到仿形槽内,然后将u形卡箍的开口朝上,使u形卡箍从安装通道的下端向上插入,直到u形卡箍的内壁与半挂车悬挂的下表面抵接,此时,u形卡箍的上端从半挂车悬挂的上表面的上方露出,使用锁紧螺栓将u形卡箍的上端锁紧连接,从而将半挂车悬挂捆扎在一起,仿形槽的内壁能够与各钢板的下表面、两端面以及两侧面紧密配合,相对于现有技术中手动叠放手动对齐而言,采用本实施例中的半挂车悬挂组装设备对半挂车悬挂进行组装,定位更加准确,组装效率更高,组装精度个更高,组装的过程更加省力。
- 还没有人留言评论。精彩留言会获得点赞!