一种按压合盖装置的制作方法
本发明涉及机械生产设备领域,具体而言,特别是涉及一种按压合盖装置。
背景技术:
1、目前市面上的许多产品,多是上盖与下盖形成空腔以装夹住产品元器件,其中上盖与下盖多是通过卡扣连接,在现有技术中,上盖与下盖的组装,多通过工人手工组装,市面上也存在一些组装设备,其直接通过按压产品的上下表面进行组装,虽然在一定程度上解放了人力,当仍存在许多的不足。在合盖过程中,部分产品由于整体较扁平,且材料强度低易变形,会导致上盖向下扣紧过程中变形,导致卡口和卡扣偏离,或者卡扣变形,从而产生卡扣断裂或者卡扣不能扣紧的现象。故,现有技术中的这种组装设备存在容易产生卡扣折断,以及部分卡扣未卡紧的现象,对产品的品质造成较大的影响,亟待改善。
技术实现思路
1、有鉴于此,本发明提供一种按压合盖装置,包括纵向按压组件和侧向按压组件两个部分,其中纵向按压组件从第一方向按压产品表面,而侧向按压组件则从第二方向滚压产品的每一个卡扣,确保所有卡扣都精准扣合,避免个别卡扣未扣紧的现象,有效保证产品合盖装配作业的可靠性,提升产品品质。
2、本发明的目的通过以下技术方案实现:
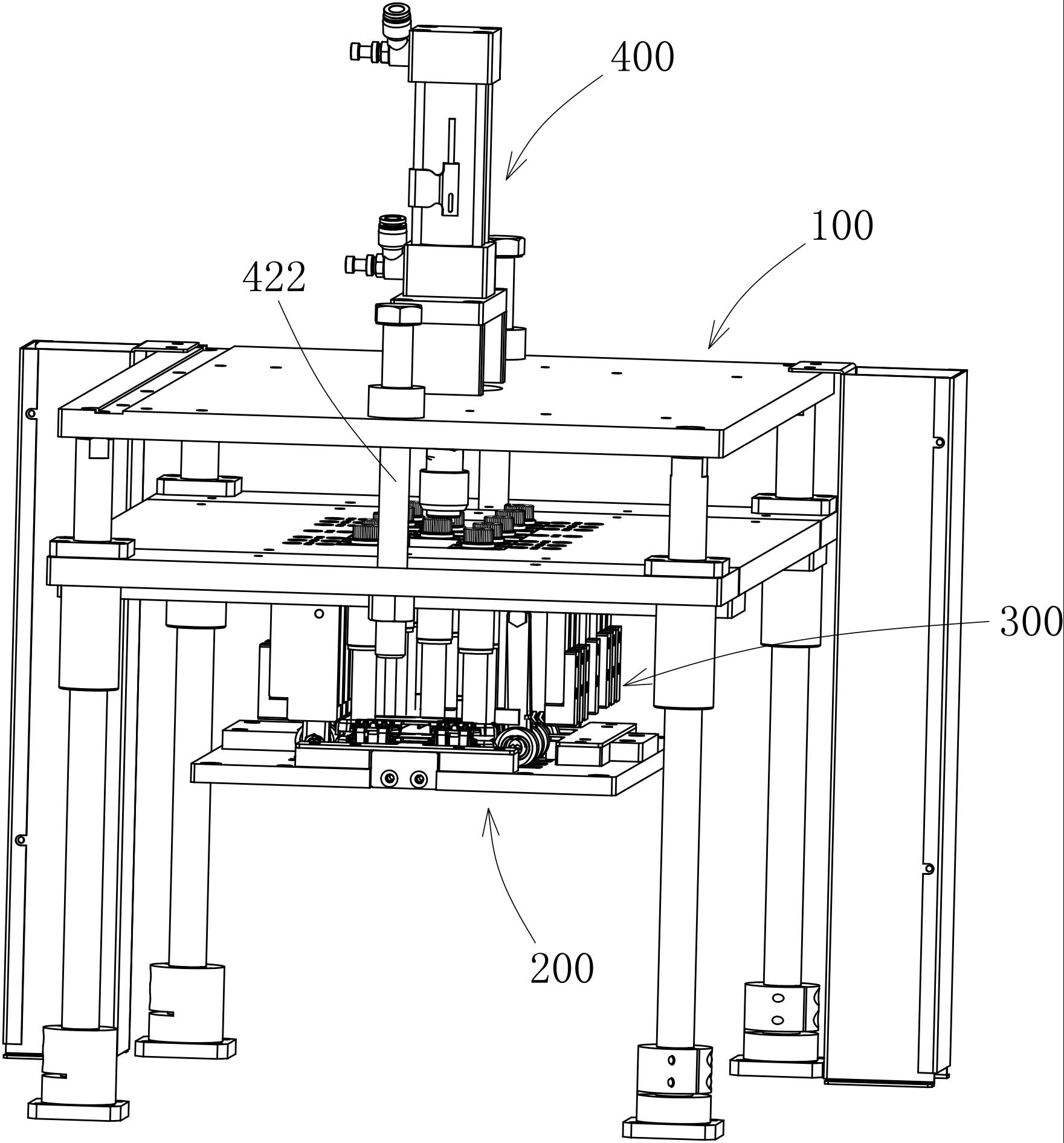
3、一种按压合盖装置,包括机台、产品治具、按压合盖机构和按压驱动模组;所述产品治具用于放置并定位产品;所述按压合盖机构用于按压产品的表面以使卡扣扣合,包括从第一方向按压产品表面的纵向按压组件、以及从第二方向按压产品卡扣处的侧向按压组件;所述纵向按压组件包括纵向按压块,所述侧向按压组件包括侧向按压座、与侧向按压座转动连接的侧向按压轮;所述按压驱动模组用于作为按压合盖机构的动力源,所述第二方向与所述第一方向在一平面上垂直。
4、按压合盖机构可通过按压产品的表面使卡扣扣合,完成产品的合盖装配作业,其具体包括纵向按压组件和侧向按压组件两个部分,其中纵向按压组件从第一方向按压产品表面,基本完成大部分卡扣的扣合,而侧向按压组件则从第二方向滚压产品的每一个卡扣,确保所有卡扣都精准扣合,避免个别卡扣未扣紧的现象,有效保证产品合盖装配作业的可靠性,提升产品品质。
5、优选的,所述侧向按压组件还包括与侧向按压座连接的侧向按压连杆、以及与侧向按压连杆连接的侧向按压抵接件,所述侧向按压连杆的一端与侧向按压座转动连接、另一端与侧向按压轮转动连接,所述侧向按压抵接件的一端抵接于侧向按压连杆、另一端抵接于侧向按压座。
6、与产品接触的部分为侧向按压轮,通过滚压的方式与产品接触,区别于传统的滑动摩擦的接触方式,滚压的接触方式是滚动摩擦,具有摩擦力小的优点,可降低卡扣在压入过程中张开的阻力,更容易保证卡扣的扣合。侧向按压抵接件顶住侧向按压连杆,对侧向按压连杆的转动起到限位作用,用于约束侧向按压连杆及侧向按压轮的运动轨迹和范围,进而对侧向按压轮进行限位,由此完成对卡扣的滚压,是卡扣卡紧的动力来源。避免了产品按压后卡扣未卡紧的现象。
7、优选的,所述侧向按压抵接件具有弹性。
8、侧向按压抵接件具有弹性,使得侧向按压轮在限定的运动轨迹和范围内可进行一定程度的偏移,从而实现对对卡扣的滚压,进而驱使卡扣卡紧。
9、优选的,所述侧向按压座设置有限位部,所述限位部用于限制侧向按压连杆的转动行程。
10、限位部的限制,使得侧向按压连杆及侧向按压轮只能按照预定的运动轨迹和范围,避免侧向按压轮侧向滑脱于卡扣,确保实现侧向按压轮对卡扣的滚压。
11、优选的,所述侧向按压座挖有凹陷槽,所述侧向按压连杆和所述侧向按压抵接件位于凹陷槽内。
12、通过利用凹陷槽来保护侧向按压组件,可确保外物不容易干涉侧向按压组件的作业,保证侧向按压组件对卡扣的稳定滚压。
13、优选的,所述纵向按压组件还包括纵向按压弹性件和纵向按压导向件,所述纵向按压块通过纵向按压弹性件和纵向按压导向件与按压驱动模组相接。
14、纵向按压块压在产品的表面,使得大部分卡扣的扣合,基本完成合盖扣合作业,其中纵向按压导向件可限制纵向按压块的行程方向,确保纵向按压块正面施力压于产品的表面,纵向按压弹性件则可控制纵向按压块的按压力量,保证按压力度处于合适范围,在不损伤产品的情况下,将尽可能多的卡扣扣合。
15、优选的,所述侧向按压轮为包胶轴承。
16、侧向按压轮可以是包胶轴承和转轴构成,通过包胶轴承的旋转实现与产品间的滚动摩擦的滚压方式,可有效减小摩擦力,以降低包胶轴承在驱使卡扣扣合的过程中的阻力。
17、优选的,所述侧向按压组件有多个,多个所述侧向按压组件分布在产品治具上的产品的两侧,位于产品两侧的任意两个侧向按压组件的间距在第二方向上的投影小于产品的宽度或长度。
18、侧向按压组件有多个,每个侧向按压组件与一个卡扣的位置相对应,可单独滚压一个卡扣,避免因为产品变形而导致的未卡紧现象发生,确保每个卡扣都能卡紧。
19、优选的,所述按压驱动模组包括驱动单元、由驱动单元驱使移动的移载板,所述纵向按压组件和所述侧向按压组件安装于所述移载板。
20、纵向按压组件和侧向按压组件可由驱动单元同步驱动,无需设置两套动力单元,不仅节约空间,而且降低成本。驱动单元驱使移载板移动,移载板移动带动纵向按压块下压,纵向按压块压在产品的表面,使得大部分卡扣的扣合,基本完成合盖扣合作业;与此同时,侧向按压组件也随移载板同步移动,可在纵向按压块下压产品的表面时,对每一个卡扣进行滚压,有效保证每一个卡扣都完成了扣合。
21、优选的,所述移载板通过直线轴承和限位柱与机台连接。
22、直线轴承可对移载板的移动方向进行导向,在移动方向上进行限定,而限位柱则可移载板的移动距离进行限位,保证装置稳定运作。
23、本发明相较于现有技术的有益效果是:
24、本发明的按压合盖装置,按压合盖机构可通过按压产品的表面使卡扣扣合,完成产品的合盖装配作业,其具体包括纵向按压组件和侧向按压组件两个部分,其中纵向按压组件从第一方向按压产品表面,基本完成大部分卡扣的扣合,而侧向按压组件则从第二方向滚压产品的每一个卡扣,确保所有卡扣都精准扣合,避免个别卡扣未扣紧的现象,有效保证产品合盖装配作业的可靠性,提升产品品质。
技术特征:
1.一种按压合盖装置,其特征在于,包括
2.根据权利要求1所述的按压合盖装置,其特征在于,所述侧向按压组件还包括与侧向按压座连接的侧向按压连杆、以及与侧向按压连杆连接的侧向按压抵接件,所述侧向按压连杆的一端与侧向按压座转动连接、另一端与侧向按压轮转动连接,所述侧向按压抵接件的一端抵接于侧向按压连杆、另一端抵接于侧向按压座。
3.根据权利要求2所述的按压合盖装置,其特征在于,所述侧向按压抵接件具有弹性。
4.根据权利要求2所述的按压合盖装置,其特征在于,所述侧向按压座设置有限位部,所述限位部用于限制侧向按压连杆的转动行程。
5.根据权利要求2所述的按压合盖装置,其特征在于,所述侧向按压座挖有凹陷槽,所述侧向按压连杆和所述侧向按压抵接件位于凹陷槽内。
6.根据权利要求1所述的按压合盖装置,其特征在于,所述纵向按压组件还包括纵向按压弹性件和纵向按压导向件,所述纵向按压块通过纵向按压弹性件和纵向按压导向件与按压驱动模组相接。
7.根据权利要求2所述的按压合盖装置,其特征在于,所述侧向按压轮为包胶轴承。
8.根据权利要求2所述的按压合盖装置,其特征在于,还包括用于放置并定位产品产品治具;所述侧向按压组件有多个,多个所述侧向按压组件分布在产品治具上的产品的两侧。
9.根据权利要求1所述的按压合盖装置,其特征在于,所述按压驱动模组包括驱动单元、由驱动单元驱使移动的移载板,所述纵向按压组件和所述侧向按压组件安装于所述移载板。
10.根据权利要求9所述的按压合盖装置,其特征在于,所述移载板通过直线轴承和限位柱与机台连接。
技术总结
本发明涉及一种按压合盖装置,包括机台、产品治具、按压合盖机构和按压驱动模组;产品治具用于放置并定位产品;按压合盖机构用于按压产品的表面以使卡扣扣合,包括从第一方向按压产品表面的纵向按压组件、以及从第二方向按压产品卡扣处的侧向按压组件;纵向按压组件包括纵向按压块,侧向按压组件包括侧向按压座、与侧向按压座转动连接的侧向按压轮。本发明提供一种按压合盖装置,包括纵向按压组件和侧向按压组件两个部分,其中纵向按压组件从第一方向按压产品表面,而侧向按压组件则从第二方向滚压产品的每一个卡扣,确保所有卡扣都精准扣合,避免个别卡扣未扣紧的现象,有效保证产品合盖装配作业的可靠性,提升产品品质。
技术研发人员:钟逸龙,胡剑华,邱度金,尹林华
受保护的技术使用者:惠州市华阳智能技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!