一种超高强度钛合金棒丝材的加工方法与流程
本发明涉及机械加工,具体是一种超高强度钛合金棒丝材的加工方法。
背景技术:
1、tb9(对应国外牌号ti-38644,也称β-c)高强钛合金属于亚稳β钛合金,具有优异的综合力学性能、良好的淬透性、室温变形能力和抗腐蚀性能,是制造紧固件和航空弹簧的理想材料。高强、高韧的轻质tb9钛合金不仅可以满足1300mpa~1400mpa级的强度需求,且在-100℃具有优异的低温性能,非常适合制作耐-100℃低温的紧固件零件。ti-38644是一种高合金化的亚稳定β型钛合金,β稳定元素含量很高,合金中的钼当量接近20。因此,它可以进行多种冷热工艺匹配,即通过改变冷热成形工艺及热处理规范使合金得到不同的强度和塑性匹配。高强钛合金是指室温拉伸强度在1100-1400mpa之间的钛合金。ti-38644合金最初的商业应用是作为航空弹簧,应用部位包括起落架牵引装置、舱门平衡装置、飞行控制装置和液压系统复位装置等。ti-38644合金作为高强紧固件用在航空、航天及舰船上,紧固件用φ4.75mm~φ15.88mm材料强度可以达到1240mpa~1450mpa。
2、公告号为cn107138523b的发明专利公开了一种tb9钛合金丝棒材的轧制方法,具体为:将tb9钛合金锻坯在相变点以上加热40~150min,获得轧制棒坯;然后将所得轧制棒坯使用轧机进行6~14道次轧制,获得目标规格丝棒材;轧制道次变形量为10%~15%;轧制道次间进行5s~10s道次停滞。但上述专利对tb9钛合金丝材和棒材均采用同一种轧制方法,单一的加工方法无法同时兼顾棒材和丝材都能得到超高强度,力学性能控制难度大。
技术实现思路
1、本发明的目的在于提供一种超高强度钛合金棒丝材的加工方法,对tb9钛合金丝材和棒材分别采用针对性的轧制方法进行轧制,以精确控制成品力学性能。
2、为实现上述目的,本发明提供如下技术方案:
3、本发明公布了一种超高强度钛合金棒丝材的加工方法,该方法制备的棒材成品直径为φ7.0mm~φ25.4mm,丝材成品直径φ2.0mm~φ7.0mm,分别包括以下步骤:
4、对φ9.5mm~φ50mm热轧棒材进行固溶处理,然后经过冷变形处理,冷变形棒材的总变形量为20%~54%,再经过扒皮、冷矫直、磨削获得棒材成品;
5、对φ9.5mm热轧盘圆坯料,经过中间退火,冷拉拔道次处理,将每道次的拉拔变形量为10%~30%,固溶后再进行最后一道次拉拔获得丝材成品;
6、所述步骤中还包括对棒材和丝材的时效处理,时效温度tβ/α+β以下为150℃~300℃,到温入炉,保温4h-30h后出炉空冷。
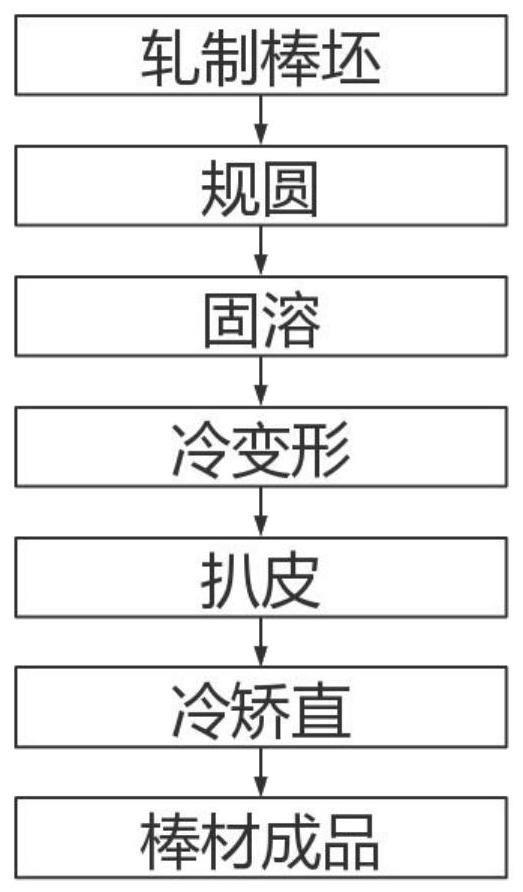
7、上述超高强度钛合金棒丝材的加工方法中,棒材成品的加工包括以下步骤:
8、步骤一:首先将轧制坯料经过旋锻处理;
9、步骤二:在相变点以上50℃-100℃固溶,保温时间10min~60min,空冷;
10、步骤三:经过多道次旋锻下量,冷变形量为20%-54%;
11、步骤四:最后扒皮去除旋锻表面缺陷,再用两辊矫直机进行矫直,最终机加至棒材成品。
12、上述超高强度钛合金棒丝材的加工方法中,丝材成品的加工包括以下步骤:
13、步骤一:首先将轧制坯料经规圆、扒皮处理;
14、步骤二:在相变点以上50℃-100℃固溶,保温时间10min~60min,空冷;
15、步骤三:经过多道次拉拔,变形量为20%-38%;
16、步骤四:最后600℃-700℃去应力退火,采用正弦开卷机进行开卷调直,裁断成直条丝材成品。
17、本发明的有益效果是:
18、丝材成品轧制选用冷拉方式可增加棒丝材晶粒内部的位错密度,从而可加速后续的时效反应,使其时效过程析出的α相均匀、弥散。冷变形采用冷旋锻、冷拉等方式,棒材成品轧制选用冷旋锻三向压应力的变形方式使破碎晶粒更为充分。
19、本发明通过对tb9钛合金丝材和棒材分别采用不同的轧制方法处理,结合时效制度的优化,解决了tb9的力学性能控制难度大的问题,使tb9钛合金固溶态棒丝材力学性能达到ams4958、固溶+冷变形态棒丝材力学性能达到ams4957的指标要求,满足1600mpa级使用条件要求。
技术特征:
1.一种超高强度钛合金棒丝材的加工方法,其特征在于,该方法制备的棒材成品直径为φ7.0mm~φ25.4mm,丝材成品直径φ2.0mm~φ7.0mm,分别包括以下步骤:
2.根据权利要求1所述的超高强度钛合金棒丝材的加工方法,其特征在于,所述棒材成品的加工包括以下步骤:
3.根据权利要求1所述的超高强度钛合金棒丝材的加工方法,其特征在于,所述丝材成品的加工包括以下步骤:
技术总结
本发明涉及一种超高强度钛合金棒丝材的加工方法,对Φ9.5mm~Φ50mm热轧棒材进行固溶处理,然后经过冷变形处理,冷变形棒材的总变形量为20%~54%,再经过扒皮、冷矫直、磨削获得棒材成品;对Φ9.5mm热轧盘圆坯料,经过中间退火,冷拉拔道次处理,将每道次变形量为10%~30%,固溶后再进行最后一道次变形获得成品丝材;本发明通过对TB9钛合金丝材和棒材分别采用不同的变形方法处理,结合时效制度的优化,解决了TB9的力学性能控制难度大的问题,使TB9钛合金固溶态棒丝材力学性能达到AMS4958、固溶+冷变形态棒丝材力学性能达到AMS4957的指标要求,满足1600MPa级使用条件要求。
技术研发人员:乔琳,李晓峰,高蕾,赵瑜琳,杨廷西,马宝宝
受保护的技术使用者:西安科恩钛新材料科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!