一种非对称深腔铝合金唇口形性一体化成形方法与流程
本发明涉及金属成形,具体涉及一种非对称深腔铝合金唇口形性一体化成形方法。
背景技术:
1、大型高强铝合金薄壁件是飞机发动机短舱唇口、飞机舱门、口盖罩体等实现轻量化的关键结构。该类结构具有以下特点:①尺寸大:②深腔非对称且壁厚超薄;③尺寸精度高。大尺寸、弱刚度与高精度三者耦合,材料为难变形高强铝合金,其成形的难度极大。
2、针对该类大尺寸高强铝合金唇口结构,目前,欧美等主流制造机构(dynamic、lisiaerospace)采用的成形方法为分瓣落锤成形、液压成形、旋压与温成形。对于室温成形,高强铝合金室温塑性差、弹性模量低回弹大,无法整体成形;采用传统分块冷成形再焊接的工艺路线,成形后零件回弹大,分块焊接难度大且存在明显的焊接畸变,无法保证大尺寸构件宏域尺寸精度。同时,对于可时效强化高强铝合金,如2219、7075等,成形后为提高强度力学性能,需进行固溶-淬火-时效热处理,淬火热应力导致零件发生明显变形,无法满足后续装配需求。若采用液压成形技术,则存在成形工序多、模具与装备复杂、生产周期长的问题,且需多道次成形与中间退火以消除加工硬化。成形后构件仍需要热处理以提高强度,仍无法从本质上避免热处理导致的精度超差。采用热成形技术,如超塑性或等温成形,高强铝合金具有高淬火敏感性的固有组织属性,强化相析出演变不可控,无法保证构件的成形性能。
3、综上所述,现有成形工艺无法满足上述深腔非对称大尺寸唇口控形控性成形需求,无法同时满足成形零件高精度-高效率-高性能的需求。因此,迫切需求深腔非对称大尺寸唇口控形控性成形方法。
4、因此,发明人提供了一种非对称深腔铝合金唇口形性一体化成形方法。
技术实现思路
1、(1)要解决的技术问题
2、本发明实施例提供了一种非对称深腔铝合金唇口形性一体化成形方法,解决了现有成形工艺无法满足深腔非对称唇口控形控性成形需求的技术问题。
3、(2)技术方案
4、本发明提供了一种非对称深腔铝合金唇口形性一体化成形方法,包括以下步骤:
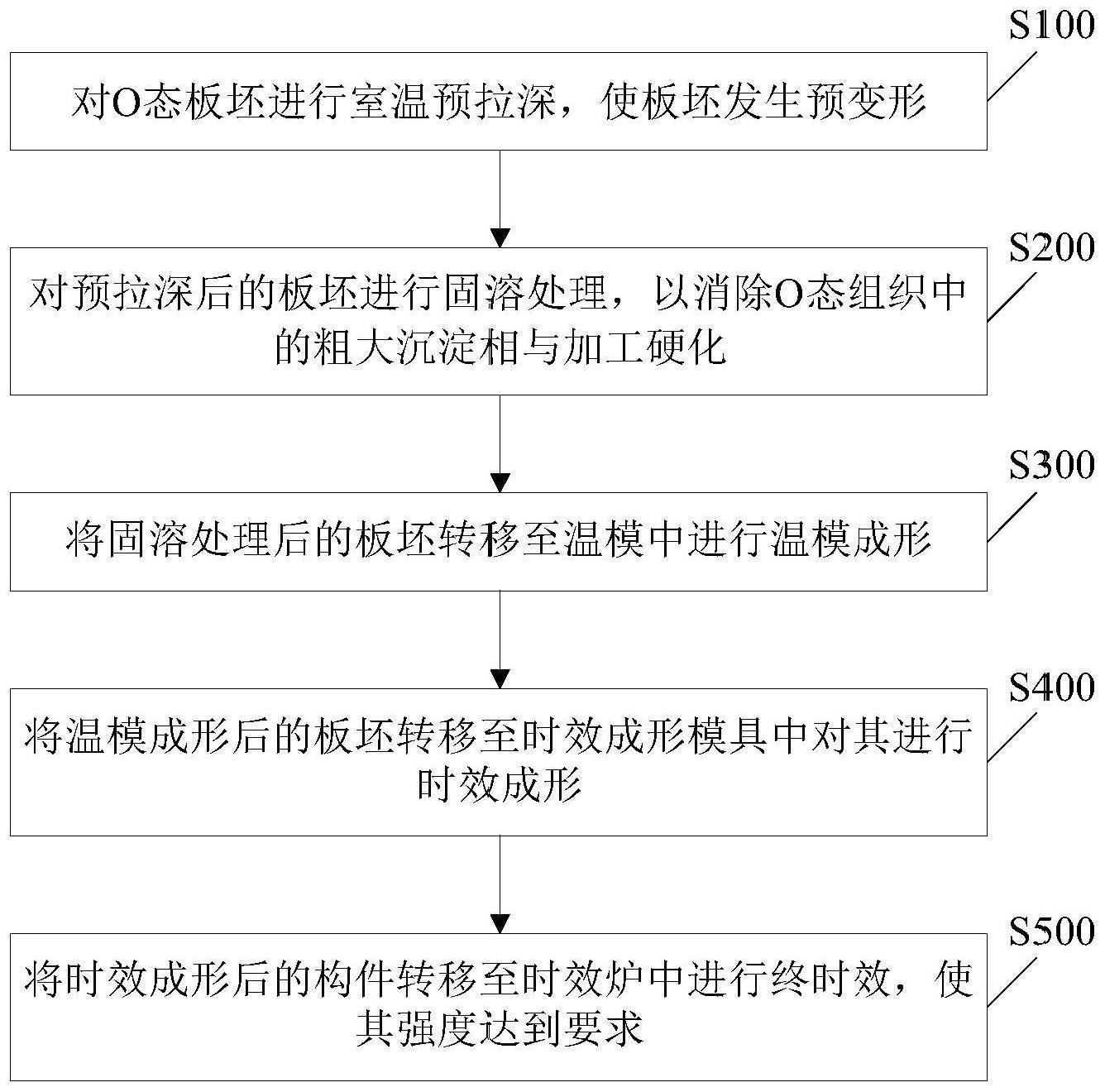
5、对o态板坯进行室温预拉深,使板坯发生预变形;
6、对预拉深后的板坯进行固溶处理,以消除o态组织中的粗大沉淀相与加工硬化;
7、将固溶处理后的板坯转移至温模中进行温模成形;
8、将温模成形后的板坯转移至时效成形模具中对其进行时效成形;
9、将时效成形后的构件转移至时效炉中进行终时效,使其强度达到要求。
10、进一步地,室温预拉深的变形量根据铝合金粗晶临界变形量确定。
11、进一步地,室温预拉深的变形量小于10%。
12、进一步地,所述对预拉深后的板坯进行固溶处理,以消除o态组织中的粗大沉淀相与加工硬化,具体为:
13、将所述板坯转移至环境加热炉中,在500~550℃温度下进行固溶处理,以同时消除初始退火态组织的粗大沉淀相与前期预变形产生的加工硬化,获得均一且塑性良好的微观组织。
14、进一步地,固溶处理的时间为25~40min。
15、进一步地,所述将固溶处理后的板坯转移至温模中进行温模成形,具体为:将所述板坯从所述环境加热炉中转移至温度为220~240℃的成形模具上,转移时间为5~20s。
16、进一步地,所述将温模成形后的板坯转移至时效成形模具中对其进行时效成形,具体为:在温度为220~240℃的所述时效成形模具中,对所述板坯进行模内淬火与时长为5~20min的温模成形。
17、进一步地,成形过程中上模与下模迅速合模,成形速度为150~400mm/s,并成形至预设高度。
18、进一步地,所述将时效成形后的构件转移至时效炉中进行终时效,使其强度达到要求,具体为:将经过温模成形的构件转移至温度为150~180℃的时效炉中进行终时效,使所述构件达到t62或t6的强度要求。
19、进一步地,时效时长为0.5~4h。
20、(3)有益效果
21、综上,本发明通过温模成形与时效成形,实现了成形控性一体化,在温模成形与时效成形的过程中,构件发生应力松弛,使得回弹量减小,尺寸精度提升;与此同时实现构件的淬火与时效强化,总时效时长与传统的炉内时效相比大幅缩短,生产效率有所提高。
技术特征:
1.一种非对称深腔铝合金唇口形性一体化成形方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,室温预拉深的变形量根据铝合金粗晶临界变形量确定。
3.根据权利要求2所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,室温预拉深的变形量小于10%。
4.根据权利要求1所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,所述对预拉深后的板坯进行固溶处理,以消除o态组织中的粗大沉淀相与加工硬化,具体为:
5.根据权利要求1或4所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,固溶处理的时间为25~40min。
6.根据权利要求4所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,所述将固溶处理后的板坯转移至温模中进行温模成形,具体为:
7.根据权利要求1所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,所述将温模成形后的板坯转移至时效成形模具中对其进行时效成形,具体为:
8.根据权利要求7所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,成形过程中上模与下模迅速合模,成形速度为150~400mm/s,并成形至预设高度。
9.根据权利要求1所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,所述将时效成形后的构件转移至时效炉中进行终时效,使其强度达到要求,具体为:
10.根据权利要求9所述的非对称深腔铝合金唇口形性一体化成形方法,其特征在于,时效时长为0.5~4h。
技术总结
本发明涉及金属成形技术领域,具体涉及一种非对称深腔铝合金唇口形性一体化成形方法,其包括步骤:对O态板坯进行室温预拉深,使板坯发生预变形;对预拉深后的板坯进行固溶处理,以消除O态组织中的粗大沉淀相与加工硬化;将固溶处理后的板坯转移至温模中进行温模成形;将温模成形后的板坯转移至时效成形模具中对其进行时效成形;将时效成形后的构件转移至时效炉中进行终时效,使其强度达到要求。该非对称深腔铝合金唇口形性一体化成形方法的目的是解决现有成形工艺无法满足深腔非对称大尺寸唇口控形控性成形需求的问题。
技术研发人员:陈福龙,韩玉杰,曲海涛,张艳苓,黄京东,郑凯伦,石佳瑗,曹宏东
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!