一种激光焊接冷却工艺及焊接设备的制作方法
本发明涉及激光焊接,尤其是指一种激光焊接冷却工艺及焊接设备。
背景技术:
1、激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接属于热传导型焊接,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、重复频率等参数,使工件熔化,形成特定的熔池,凝固后形成焊缝,实现工件的焊接。
2、激光焊接虽然具备能量集中的优点,但是在焊接过程中始终存在工件散热不均,散热不及时而导致的工件变形缺陷,尤其是在焊接铝质薄壁工件,如散热翅片等工件时,焊接后工件扭曲变形严重。
3、现有技术中通常是在激光器上设置水冷散热或风冷散热装置来起到快速散热的作用,但其不与工件直接接触,更多是对激光器自身的散热保护,并不能有效改善工件散热不均而导致的焊接变形问题。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中在激光焊接过程中,会存在工件散热不均,散热不及时而导致工件变形的问题。
2、第一方面,为解决上述技术问题,本发明提供了一种激光焊接冷却工艺,包括:
3、设置冷却腔:
4、所述冷却腔为密封腔体,所述冷却腔的一侧壁为待焊接工件焊接面的背面,所述冷却腔上开设冷却进口和冷却出口;
5、激光焊接待焊接工件:
6、开始激光焊接待焊接工件;
7、通入冷却介质:
8、在激光焊接待焊接工件时,持续将冷却介质由所述冷却进口通入所述冷却腔内,冷却介质与待焊接工件热量交换后,由所述冷却出口排出。
9、在本发明的一个实施例中,所述冷却介质扰流通过所述冷却腔。
10、第二方面,为解决上述技术问题,本发明提供了一种焊接设备,用于实施所述的激光焊接冷却工艺,包括:
11、焊接台;
12、激光焊接器,所述激光焊接器与所述焊接台滑动连接;
13、冷却腔,所述冷却腔与所述焊接台连接,所述冷却腔顶部敞口,底部开设有冷却进口和冷却出口;
14、冷却装置,所述冷却装置与所述冷却腔连接;
15、其中,焊接时,待焊接的工件放置在所述冷却腔上,并密封所述冷却腔的顶部敞口处,所述冷却装置提供冷却介质通入所述冷却腔内。
16、在本发明的一个实施例中,所述冷却腔内设置有扰流件。
17、在本发明的一个实施例中,所述扰流件为喷淋板,所述喷淋板上开设有相互连通的喷淋通道以及多个喷淋孔,所述喷淋通道的进口与所述冷却进口连通,所述喷淋孔朝向所述冷却腔的顶部敞口处开设,所述冷却介质进入所述冷却腔后,通入所述喷淋通道,并由所述喷淋孔喷出。
18、在本发明的一个实施例中,所述扰流件为多件扰流块,多件所述扰流块交错间隔连接在所述冷却腔内,所述冷却介质进入所述冷却腔后,所述扰流块多次阻挡改变所述冷却介质的流动方向。
19、在本发明的一个实施例中,所述冷却装置包括:
20、冷却机,所述冷却机的进口与所述冷却腔的冷却出口连接;
21、泵体,所述泵体分别与所述冷却机的出口、冷却腔的冷却进口连接;
22、观察窗,所述观察窗包括观察腔和盖板,所述观察腔与所述冷却腔连通,所述盖板盖合在所述观察腔一侧,所述盖板为透明材质;
23、释放泵,所述释放泵分别与所述观察腔、外界大气连通。
24、在本发明的一个实施例中,还包括压紧组件,所述压紧组件包括压紧驱动缸和压紧块,所述压紧驱动缸与所述焊接台连接,所述压紧块与所述压紧驱动缸连接;待焊接工件放置在所述冷却腔的顶端敞口处后,所述压紧块抵紧所述待焊接工件。
25、在本发明的一个实施例中,所述压紧组件还包括转接座与转接铰链,所述转接座与所述压紧驱动缸固定连接,所述转接铰链与所述转接座铰接,所述压紧块同时与所述压紧驱动缸、转接铰链铰接。
26、在本发明的一个实施例中,还包括封堵组件,所述封堵组件包括:
27、第一封堵板,所述第一封堵板与所述焊接台连接;
28、第二封堵板,所述第二封堵板与所述焊接台连接,所述第二封堵板与所述第一封堵板平行设置;
29、第三封堵板,所述第三封堵板设置在所述第一封堵板和第二封堵板之间;
30、封堵驱动缸,所述封堵驱动缸的固定端与所述第一封堵板连接,所述封堵驱动缸的活动端与所述第三封堵板连接;
31、多件封堵柱,多件所述封堵柱均与所述第二封堵板滑动连接;
32、多件封堵弹簧,每件所述封堵弹簧的两端分别与对应的封堵柱、第二封堵板连接;
33、多件封堵螺栓,多件所述封堵螺栓均与所述第三封堵板滑动连接,每件所述封堵螺栓分别与对应的封堵柱配合连接;
34、其中,封堵驱动缸驱动所述第二封堵板朝向所述待焊接工件移动,通过所述封堵弹簧的连接,使所述封堵柱的一端封堵在所述待焊接工件的侧面开孔处。
35、本发明的上述技术方案相比现有技术具有以下优点:
36、本发明所述的激光焊接冷却工艺包括设置冷却腔、激光焊接待焊接工件以及通入冷却介质,通过在激光焊接的同时,将冷却介质通入待焊接工件背面的冷却腔内,从而对待焊接工件实现即时稳定的降温处理,改善焊接工件变形的问题,提高焊接质量。
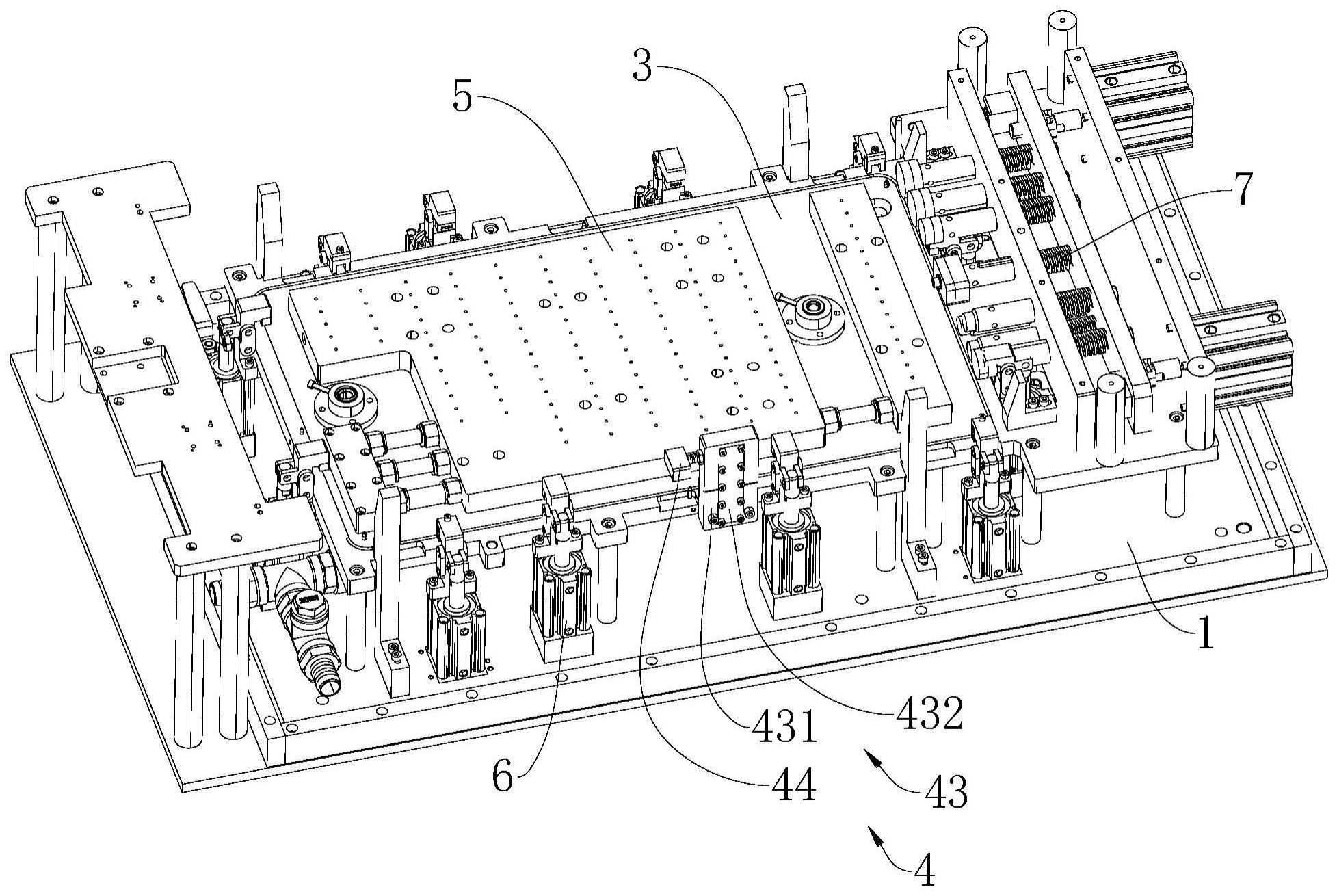
37、本发明所述的焊接设备包括焊接台、激光焊接器、冷却腔以及冷却装置,所述冷却腔与所述焊接台连接,所述冷却腔顶部敞口,底部开设有冷却进口和冷却出口;焊接时,待焊接的工件放置在所述冷却腔上,并密封所述冷却腔的顶部敞口处,所述冷却装置提供冷却介质通入所述冷却腔内。通过将待焊接工件密封冷却腔的顶部敞口,使冷却介质在通入冷却腔后能够直接与待焊接工件焊接面的背面接触,大大提高了待焊接工件的散热及时性以及均匀性,保证了焊接质量。
技术特征:
1.一种激光焊接冷却工艺,其特征在于:包括:
2.根据权利要求1所述的激光焊接冷却工艺,其特征在于:所述冷却介质扰流通过所述冷却腔。
3.一种焊接设备,用于实施如权利要求1-2中任一项所述的激光焊接冷却工艺,其特征在于:包括:
4.根据权利要求3所述的焊接设备,其特征在于:所述冷却腔内设置有扰流件。
5.根据权利要求4所述的焊接设备,其特征在于:所述扰流件为喷淋板,所述喷淋板上开设有相互连通的喷淋通道以及多个喷淋孔,所述喷淋通道的进口与所述冷却进口连通,所述喷淋孔朝向所述冷却腔的顶部敞口处开设,所述冷却介质进入所述冷却腔后,通入所述喷淋通道,并由所述喷淋孔喷出。
6.根据权利要求4所述的焊接设备,其特征在于:所述扰流件为多件扰流块,多件所述扰流块交错间隔连接在所述冷却腔内,所述冷却介质进入所述冷却腔后,所述扰流块多次阻挡改变所述冷却介质的流动方向。
7.根据权利要求3所述的焊接设备,其特征在于:所述冷却装置包括:
8.根据权利要求3所述的焊接设备,其特征在于:还包括压紧组件,所述压紧组件包括压紧驱动缸和压紧块,所述压紧驱动缸与所述焊接台连接,所述压紧块与所述压紧驱动缸连接;待焊接工件放置在所述冷却腔的顶端敞口处后,所述压紧块抵紧所述待焊接工件。
9.根据权利要求8所述的焊接设备,其特征在于:所述压紧组件还包括转接座与转接铰链,所述转接座与所述压紧驱动缸固定连接,所述转接铰链与所述转接座铰接,所述压紧块同时与所述压紧驱动缸、转接铰链铰接。
10.根据权利要求3所述的焊接设备,其特征在于:还包括封堵组件,所述封堵组件包括:
技术总结
本发明公开了一种激光焊接冷却工艺及焊接设备,涉及激光焊接技术领域,激光焊接冷却工艺包括设置冷却腔、激光焊接待焊接工件以及通入冷却介质;焊接设备包括焊接台、激光焊接器、冷却腔以及冷却装置,冷却腔与焊接台连接,冷却腔顶部敞口,底部开设有冷却进口和冷却出口;焊接时,待焊接的工件放置在冷却腔上,并密封冷却腔的顶部敞口处,冷却装置提供冷却介质通入冷却腔内。本发明所述的激光焊接冷却工艺及焊接设备使冷却介质在通入冷却腔后能够直接与待焊接工件焊接面的背面接触,具有提高待焊接工件的散热及时性和均匀性,保证焊接质量的效果。
技术研发人员:袁建新
受保护的技术使用者:菲斯达精密工业部件(苏州)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!