冷轧机控制方法和带材加工系统与流程
本发明涉及金属加工领域,尤其是涉及一种冷轧机控制方法和带材加工系统。
背景技术:
1、相关技术中,在金属带材的加工系统中,通常包括冷轧机和卷取机,冷轧机用于对带材进行加工,卷取机的卷轴用于卷取冷轧机加工后的带材,但是在卷取机卷取带材的过程中,存在卷轴上的带材沿卷轴的轴向的松紧度不相同的问题。
技术实现思路
1、本发明旨在至少解决卷取机上的带材沿卷轴的轴向的松紧度不相同的技术问题之一。为此,本发明的一个目的在于提出一种冷轧机控制方法,该冷轧机控制方法能够根据卷取机的卷轴上带材的卷径的变化,调整冷轧机加工出的带材的平直度,在卷轴的轴向上使卷取机上带材的卷径的变化速度相同或者相近,从而保证带材受力均匀,防止出现撕裂的情况,且具有带材平直度好等优点。
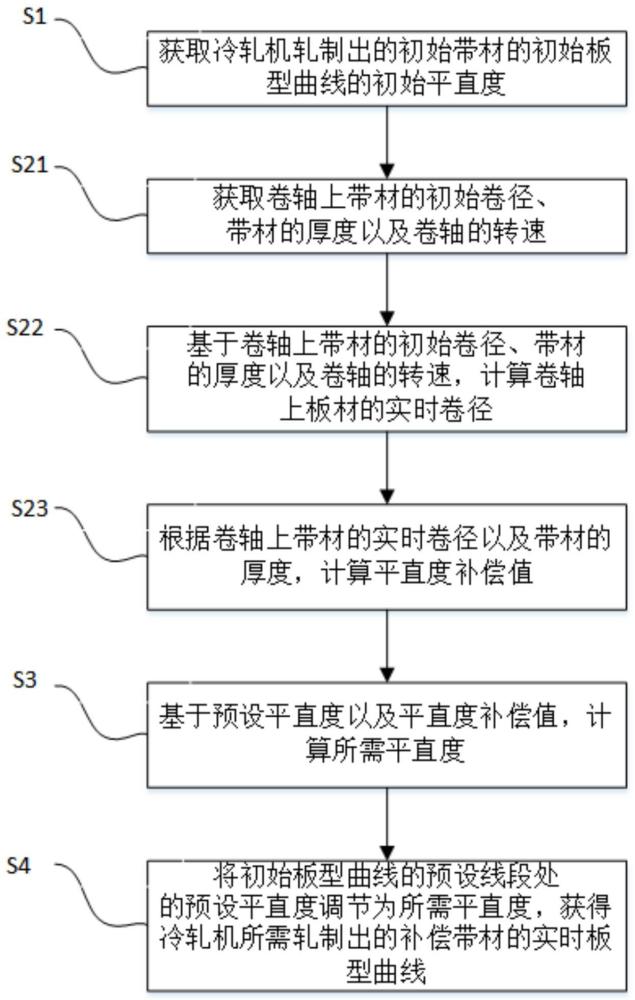
2、为了实现上述目的,根据本发明的第一方面实施例提出了一种冷轧机控制方法,包括:获取冷轧机轧制出的初始带材的初始板型曲线的初始平直度;根据卷取机的卷轴上带材的实时卷径,计算平直度补偿值;基于所述初始平直度以及所述平直度补偿值,计算所需平直度;将所述初始板型曲线的预设线段处的平直度调节为所述所需平直度,获得所述冷轧机所需轧制出的补偿带材的实时板型曲线。
3、根据本发明的第一方面实施例的冷轧机控制方法能够根据卷取机的卷轴上带材的卷径的变化,调整冷轧机加工出带材的平直度,在卷轴的轴向上使卷取机上带材的卷径的变化速度相同或者相近,从而保证带材受力均匀,防止出现撕裂的情况,且具有带材平直度好等优点。
4、根据本发明的一些实施例,所述根据卷取机的卷轴上带材的实时卷径,计算所述平直度补偿值,包括:获取所述卷轴上所述带材的初始卷径、所述带材的厚度以及所述卷轴的转速;基于所述卷轴上所述带材的初始卷径、所述带材的厚度以及所述卷轴的转速,计算所述卷轴上所述带材的实时卷径。
5、根据本发明的一些实施例,所述根据卷取机的卷轴上带材的实时卷径,计算平直度补偿值,包括:根据所述卷轴上所述带材的实时卷径以及所述带材的厚度,计算平直度补偿值。
6、根据本发明的一些实施例,所述根据卷取机的卷轴上带材的实时卷径以及所述带材的厚度,计算所述平直度补偿值,包括:基于所述卷轴上所述带材的实时卷径获取第一补偿参数;基于所述带材的厚度获取第二补偿参数;获取预设补偿参数;所述平直度补偿值为所述第一补偿参数、所述第二补偿参数与所述预设补偿参数之积。
7、根据本发明的一些实施例,所述卷取机的卷轴上所述带材的实时卷径与所述第一补偿参数之间正相关。
8、根据本发明的一些实施例,所述带材的厚度与所述第二补偿参数之间负相关。
9、根据本发明的一些实施例,在所述卷轴上所述带材的实时卷径小于预设卷径时所述第一补偿参数为负数,在所述卷轴上所述带材的实时卷径不小于所述预设卷径时所述第一补偿参数不小于零。
10、根据本发明的一些实施例,所述实时板型曲线在其长度方向具有中心线,所述实时板型曲线关于所述中心线对称设置;其中,所述实时板型曲线构造为,其长度方向的中心相对于其两端凸出的曲线。
11、根据本发明的一些实施例,所述中心线经过所述预设线段,所述预设线段关于所述中心线对称设置,所述预设线段的长度与所述实时板型曲线的长度之比为1/2。
12、根据本发明的第二方面实施例提出了一种带材加工系统,应用根据本发明的第一方面实施例所述的冷轧机控制方法,包括:冷轧机,用于加工带材;卷取机,具有卷轴,所述卷轴用于卷取所述冷轧机加工后的带材;控制器,用于获取所述冷轧机轧制出的初始带材的初始板型曲线的初始平直度,且根据所述卷取机上所述带材的实时卷径,计算平直度补偿值,基于所述初始平直度以及所述平直度补偿值,计算所需平直度,将所述初始板型曲线的预设线段处的平直度调节为所述所需平直度,获得所述冷轧机所需轧制出的补偿带材的实时板型曲线。
13、根据本发明的第二方面实施例的带材加工系统能够根据卷取机的卷轴上带材的卷径的变化,调整冷轧机加工出带材的平直度,在卷轴的轴向上使卷取机上带材的卷径的变化速度相同或者相近,从而保证带材受力均匀,防止出现撕裂的情况,且具有带材平直度好等优点。
14、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种冷轧机控制方法,其特征在于,包括:
2.根据权利要求1所述的冷轧机控制方法,其特征在于,所述根据卷取机的卷轴上带材的实时卷径,计算所述平直度补偿值,包括:
3.根据权利要求1所述的冷轧机控制方法,其特征在于,所述根据卷取机的卷轴上带材的实时卷径,计算平直度补偿值,包括:
4.根据权利要求3所述的冷轧机控制方法,其特征在于,所述根据所述卷取机的卷轴上所述带材的实时卷径以及所述带材的厚度,计算所述平直度补偿值,包括:
5.根据权利要求4所述的冷轧机控制方法,其特征在于,所述卷取机的卷轴上所述带材的实时卷径与所述第一补偿参数之间正相关。
6.根据权利要求4所述的冷轧机控制方法,其特征在于,所述带材的厚度与所述第二补偿参数之间负相关。
7.根据权利要求4所述的冷轧机控制方法,其特征在于,在所述卷轴上所述带材的实时卷径小于预设卷径时所述第一补偿参数为负数,在所述卷轴上所述带材的实时卷径不小于所述预设卷径时所述第一补偿参数不小于零。
8.根据权利要求1所述的冷轧机控制方法,其特征在于,所述实时板型曲线在其长度方向具有中心线,所述实时板型曲线关于所述中心线对称设置;
9.根据权利要求8所述的冷轧机控制方法,其特征在于,所述中心线经过所述预设线段,所述预设线段关于所述中心线对称设置,所述预设线段的长度与所述实时板型曲线的长度之比为1/2。
10.一种带材加工系统,应用上述权利要求1-9中任一项所述的冷轧机控制方法,其特征在于,包括:
技术总结
本发明公开了一种冷轧机控制方法和带材加工系统,所述冷轧机控制方法包括:获取冷轧机轧制出的初始带材的初始板型曲线的初始平直度;根据卷取机的卷轴上带材的实时卷径,计算平直度补偿值;基于所述初始平直度以及所述平直度补偿值,计算所需平直度;将所述初始板型曲线的预设线段处的平直度调节为所述所需平直度,获得所述冷轧机所需轧制出的补偿带材的实时板型曲线。根据本发明实施例的冷轧机控制方法能够根据卷取机的卷轴上带材的卷径的变化,调整冷轧机加工出的带材的平直度,在卷轴的轴向上使卷取机上带材的卷径的变化速度相同或者相近,从而保证带材受力均匀,防止出现撕裂的情况,且具有带材平直度好等优点。
技术研发人员:李书显,张国栋,路肖男,孙元林,张海萍,贾风龙
受保护的技术使用者:山东宏桥新型材料有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!