一种幕墙装饰用铝单板的加工方法与流程
本发明涉及的是铝单板,具体地说是一种幕墙装饰用铝单板的加工方法。
背景技术:
1、铝单板是指经过铬化等处理后,再采用氟碳喷涂技术,加工形成的建筑装饰材料。铝单板有氟碳喷涂铝单板和辊涂两种,目前比较常用的是氟碳喷涂铝单板,铝单板氟碳喷涂生产主要是指聚偏氟乙烯树脂,分底漆、面漆、清漆三种。喷涂过程一般分为二涂、三涂或四涂。铝单板具有抗腐蚀性和耐候性,能抗酸雨、盐雾和各种空气污染物,耐冷热性能极好,能抵御强烈紫外线的照射,能长期保持不褪色、不粉化,使用寿命长。铝单板应用于大型项目、标志性建筑物和高级商用住宅楼的内外装修。
2、喷涂生产铝单板分为两大步骤:第一步是钣金加工,这个过程主要是通过对平板经过裁剪、折边、弯弧、焊接及打磨等工序,把铝单板加工成施工所需的形状和尺寸;第二步就是喷涂,喷涂就是在加工好的钣金上喷涂需要采用的油漆。
3、铝单板幕墙一般采用优质高强度铝合金板材,其常用厚度为1.5mm、2.0mm、2.5mm和3.0mm,根据客户要求,采用现有的加工方法,在裁剪过程中,先需要对折边作刨槽处理,导致其开料过程需要进行两次加工,一是雕刻刨槽,二是转塔开料,采取现有的两次加工方式,不仅会存在一定的加工误差,经折边后形成的产品,容易导致板面对角线误差超标,从而影响后期的安装质量,还影响其生产效率低,导致生产成本增加。另外,采用现有加工方法制备而成的铝单板,其角码是通过铆装或螺接方式与铝单板固定连接,在铆装或螺接位置处,存在向外凸起部位,导致安装后的相邻两块铝单板之间的间隙增大,影响其整体效果,当铝单板拼接完成后,还需要使用填缝剂或封边条对缝隙进行填补修饰,其整个安装过程操作流程繁多,安装操作麻烦,安装效率不高。因此,针对现有的铝单板,为了方便安装,提高其互换性,使密拼后的效果更好,从而对现有的加工方法进行改进,以便提高生产效率及板材精度,方便加工的产品后续安装,从而满足幕墙装饰需求。
技术实现思路
1、本发明要解决的技术问题是针对背景技术中存在的问题,提供一种用于铝单板的加工方法,利用现有数控雕刻机设备,将现有的两次开料加工合并为单次开料加工,以便提高生产效率及板材精度,方便加工的产品后续安装,从而满足幕墙装饰需求,具体地说是一种幕墙装饰用铝单板的加工方法。
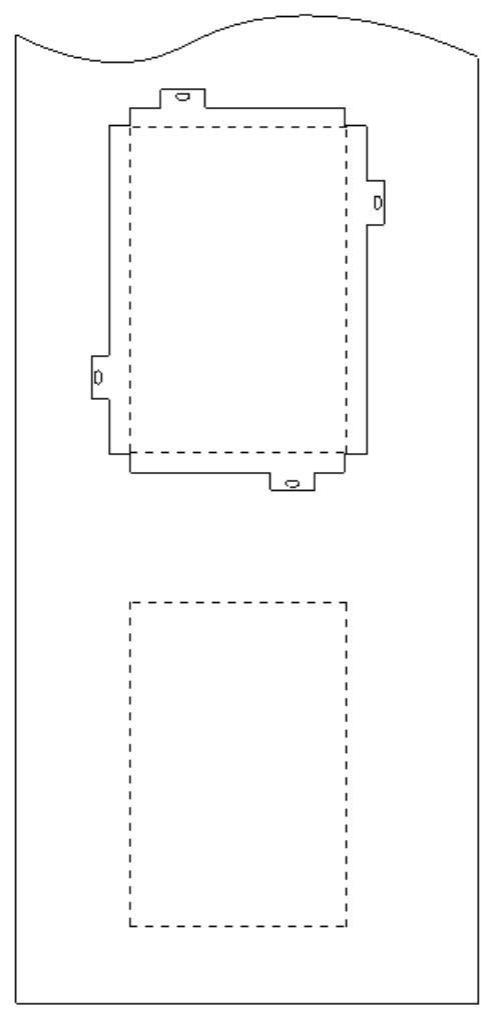
2、为解决上述技术问题,本发明所采用的技术方案为:一种幕墙装饰用铝单板的加工方法,所述铝单板包括有面板,位于面板四周的折边,以及设置于折边上的连体角码,三者由一块铝板经开料及弯折而成,并在相邻折边之间采用焊接方式固定,形成一体结构,具体加工方法包括以下步骤:
3、s1、开料处理,将选择的铝板放置于工作台面上,采用数控雕刻机按设计尺寸规格先对铝板进行刨槽处理,刨槽完成后,再通过数控雕刻机进行边角切割及角码雕刻,即得铝面板单体;
4、s2、弯折处理,将经开料处理得到的铝面板单体,采用弯折机沿刨槽位置处进行弯折处理,使折边与面板之间呈垂直状态布置,即得铝单板框架;
5、s3、焊接处理,将经弯折处理得到的铝单板框架,采用焊接机对相邻折边交接处进行焊接,并对焊接处做防锈处理,最后按常规方法对焊接后的铝单板框架表面进行整体的面板喷涂,经喷涂处理后,即得铝单板产品。
6、进一步地,采用本发明所述的一种幕墙装饰用铝单板的加工方法,在步骤s1开料处理过程中,其刨槽处理的具体方式为,数控雕刻机根据设计尺寸规格,其刀具头沿面板四周,按上折边、右折边、下折边至左折边的顺序,依次沿面板与折边相交处进行刨槽处理,其刨槽深度根据铝板厚度确定,通过刨槽处理,使面板与折边之间的r角变小;而边角切割及角码雕刻的具体方式为,数控雕刻机根据设计尺寸规格,其刀具头沿面板四周,按下折边、左折边、上折边至右折边的顺序,依次沿相应折边的外边缘进行切割,并在切割过程中,对相应折边上的连体角码,在其中央区域雕刻出呈椭圆形的键槽通孔。
7、进一步地,采用本发明所述的一种幕墙装饰用铝单板的加工方法,在步骤s2弯折处理过程中,其弯折处理的具体方式为,操作人员手持铝面板单体,沿其刨槽位置处将铝面板单体放置于弯折机的机头部位,采取对称弯折方式,先对左折边及右折边进行弯折处理,然后在对上折边及下折边进行弯折处理,使面板四周的折边与面板之间弯折呈垂直状态,即得铝单板框架。
8、进一步地,采用本发明所述的一种幕墙装饰用铝单板的加工方法,其中,所述连体角码设有四个,在面板四周的折边上分别设有一个连体角码,位于面板四周折边上的四个连体角码采用错位对称式分布,使相邻两块铝单板在进行安装时彼此的连体角码不会相互重叠。
9、进一步地,采用本发明所述的一种幕墙装饰用铝单板的加工方法,其中,所述面板上侧的连体角码设置于所述面板的纵向中轴线与左折边之间的居中位置处的上折边中,而所述面板下侧的连体角码设置于所述面板的纵向中轴线与右折边之间的居中位置处的下折边中;所述面板左侧的连体角码设置于所述面板的横向中轴线与下折边之间的居中位置处的左折边中,而所述面板右侧的连体角码设置于所述面板的横向中轴线与上折边之间的居中位置处的右折边中;其中,所述面板上侧的连体角码与其下侧的连体角码沿所述面板的纵向中轴线呈对称状态布置,而所述面板左侧的连体角码与其右侧的连体角码沿所述面板的横向中轴线呈对称状态布置。
10、进一步地,采用本发明所述的一种幕墙装饰用铝单板的加工方法,所述连体角码设有4n个,其中n为大于1,并小于5的自然数,在面板四周的折边上分别设有n个连体角码,位于面板四周折边上的4n个连体角码采用错位对称式分布,使相邻两块铝单板在进行安装时彼此的连体角码不会相互重叠;其中,所述面板上侧的n个连体角码均匀分布于所述面板的纵向中轴线左侧的左折边上,而所述面板下侧的n个连体角码均匀分布于所述面板的纵向中轴线右侧的下折边中;所述面板左侧的n个连体角码均匀分布于所述面板的横向中轴线下方的左折边中,而所述面板右侧的n个连体角码均匀分布于所述面板的横向中轴线上方的右折边中;其中,所述面板上侧的n个连体角码与其下侧的n个连体角码沿所述面板的纵向中轴线呈对称状态布置,而所述面板左侧的n个连体角码与其右侧的n个连体角码沿所述面板的横向中轴线呈对称状态布置。
11、采用本发明所述的一种幕墙装饰用铝单板的加工方法,与现有技术相比,其有益效果在于:利用现有数控雕刻机设备,通过对加工工序进行优化,将雕刻刨槽和转塔开料两个开料加工合并为单次开料加工,能够有效避免二次加工存在的加工误差,从而提高其加工精度,另外,在现有的生产工艺上把沉头角码更改为连体角码,使其折边与角码做一个整体,不仅可以避免焊接处产生过烧现象,以及后期使用过程中因防锈蚀处理不当,导致连接可靠性风险增加,还能避免因角码与折边相连接处所产生的多处凸起,导致安装后相邻两块铝单板之间的缝隙增大,可免去后期还需要采用填缝剂或封边条来处理缝隙问题。
12、由此可见,采用本发明所述方法制备的铝单板,通过优化加工方法,使面板、折边及连体角码制作为一体成形结构,并通过刨槽处理,在折弯过程中,可以使面板与折边之间的r角变小,能够有效避免板面对角线误差超标问题,还通过减少折边与角码之间的连接工序,可以降低加工成本,不仅提高了生产效率和板材精度,同时也能提高其安装效率,还能使产品安装后的外观效果及整体质量更好,从而满足幕墙装饰需求,为扩大铝单板的使用提供了一种有效解决方案。
- 还没有人留言评论。精彩留言会获得点赞!