一种多车型汽车吊具抱臂焊接工装的制作方法
本发明属于汽车生产线设备,具体涉及一种多车型汽车吊具抱臂焊接工装。
背景技术:
1、多车型汽车吊具是汽车混装生产线上可用于吊装不同车型汽车的吊装装备,主要由上框架、左抱臂、右抱臂组成,左抱臂、右抱臂相对铰装于上框架上。左抱臂、右抱臂结构相同,方向相反,均由抱臂座、固定抱臂体52、活动抱臂体组成,固定抱臂体固装于抱臂座底面,活动抱臂体滑动设置于抱臂座底面。抱臂座由上主梁64、下主梁53、第一连接梁、第二连接梁组成,第一连接梁、第二连接梁连接于上主梁、下主梁之间。第一连接梁由第一竖直连接梁55、第一斜连接梁57组成,第一竖直连接梁、第一斜连接梁呈一定角度相互连接;第二连接梁由第二竖直连接梁60、第二斜连接梁62组成,第二竖直连接梁、第二斜连接梁呈一定角度相互连接;第一竖直连接梁与第一斜连接梁、第二竖直连接梁与第二斜连接梁之间均设置有加强垫块56、61;第一斜连接梁、第二斜连接梁与上主梁连接一端制有与第一斜连接梁、第二斜连接梁倾斜角度相匹配的直角型燕尾槽。上主梁上设置有感应板装配座一67、感应板装配座二63、限位销安装座66。感应板装配座一、感应板装配座二顶端分别设置有感应板安装盘一58、感应板安装盘二59;感应板安装盘一、感应板安装盘二上均制有呈矩形分布的感应板装配孔。上主梁为矩形方管,两端对称设置有矩形轴头座68,矩形轴头座上制有轴头装配孔,轴头装配孔内设置有轴头65。下主梁上制有滑轨装配孔69、吊具调型孔54;吊具调型孔内设置有调型套筒35,调型套筒内制有环形凸台37。
2、以往吊具抱臂的组装焊接,没有专用工装,多采用三坐标定位法逐件定位或盲焊。这两种方法,有的定位费时费力,速度慢,效率低,有的精度差,无法满足需要。针对上述问题,我公司自主研发设计了一种多车型汽车吊具抱臂焊接工装,可一次性完成多车型汽车吊具抱臂的定位组装,组装精度高、速度快,并适用于不同规格的多车型汽车吊具,取得了十分满意的效果。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种可一次性对多车型汽车吊具定位组装、组装速度快、定位精度高、适用范围广的多车型汽车吊具抱臂焊接工装。
2、本发明解决其技术问题是通过以下技术方案实现的:
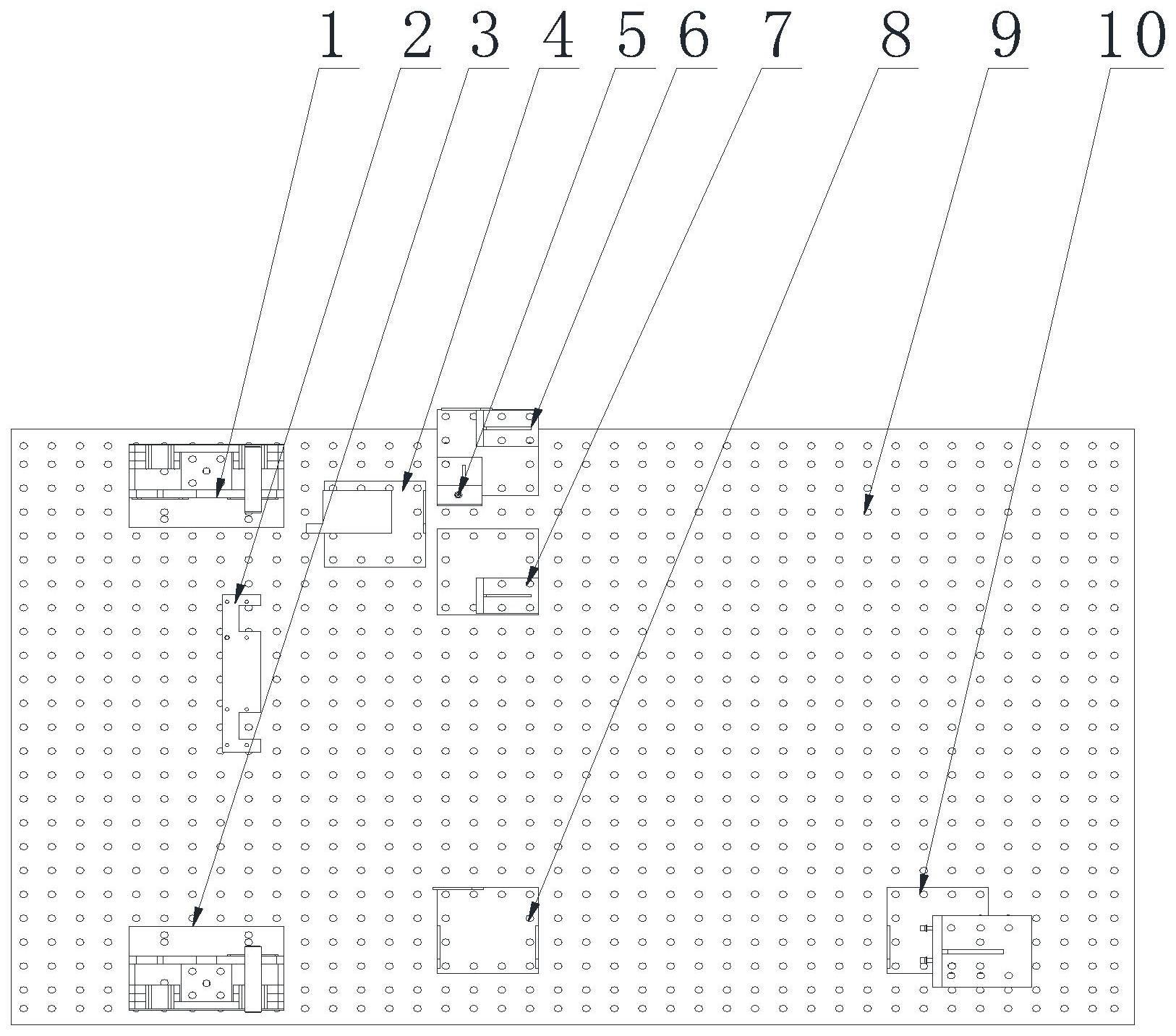
3、一种多车型汽车吊具抱臂焊接工装,包括柔性平台,其特征在于:还包括左抱臂焊接工装、右抱臂焊接工装,左抱臂焊接工装、右抱臂焊接工装对称设置于柔性平台上,所述左抱臂焊接工装、右抱臂焊接工装结构相同,方向相反,均由共用上主梁定位座一、共用上主梁定位座二、下主梁定位座一、下主梁定位座二、下主梁定位座三、定位板、第一连接梁定位座、基准定位座、固定抱臂体定位座组成,共用上主梁定位座一、共用上主梁定位座二、下主梁定位座一、下主梁定位座二、下主梁定位座三、第一连接梁定位座、固定抱臂定位座均设置于柔性平台上,基准定位座设置于下主梁定位座一上。
4、而且,所述共用上主梁定位座一、共用上主梁定位座二结构相同,方向相反,均由共用底座、左抱臂上主梁轴头座、右抱臂上主梁轴头座组成,左抱臂上主梁轴头座、右抱臂上主梁轴头座对称设置于共用底座顶面。
5、而且,所述左抱臂上主梁轴头轴座、右抱臂上主梁轴头座结构相同,均由半圆形上主梁轴头定位槽、上主梁限位板、支撑板组成,半圆形上主梁轴头定位槽设置于共用底座上顶面,上主梁限位板对称设置于共用底座上半圆形上主梁轴头定位槽两侧,支撑板设置于共用底座上半圆形上主梁轴头定位槽内侧面。
6、而且,所述下主梁定位座一,由支架一、下主梁定位板一、下主梁定位板二组成,支架一设置于柔性平台上,下主梁定位板一、下主梁定位板二均竖直设置于支架一上顶面。
7、而且,所述下主梁定位座二,由支架二、下主梁定位板三组成,支架二设置于柔性平台上,下主梁定位板三竖直设置于支架二顶面。
8、而且,所述下主梁定位座三,由支架三、下主梁定位板四、第二竖直连接梁定位板组成,支架三设置于柔性平台上,下主梁定位板四、第二竖直连接梁定位板均竖直设置于支架三顶面。
9、而且,所述第一连接梁定位座,由支架四、第一竖直连接梁定位板、第一斜连接梁定位板组成,支架四设置于柔性平台上,第一竖直连接梁定位板竖直设置于支架四顶面,第一斜连接梁定位板水平设置于支架四顶面。
10、而且,所述定位板,其上制有卡槽一、卡槽二,卡槽一、卡槽二周围均制有呈矩形分布的安装盘定位孔。
11、而且,所述基准定位座,由基准底座、基准底座顶盖、大定位套筒、小定位套筒、基准定位销钉组成,基准底座设置于支架一顶面,基准底座顶盖水平设置于基准底座顶面,大定位套筒预设于调型套筒内下部,小定位套筒设置于基准底座顶板底面,基准定位销钉插装于大定位套筒、基准底座顶盖、小定位套筒内。
12、而且,所述基准底座顶盖,其上中心制有基准定位孔,其顶面为基准定位面。
13、而且,所述基准定位销钉,由基准定位销钉上销体、基准定位销钉下销体组成,基准定位销钉上销体、基准定位销钉下销体上下连接制为一体,其连接处制有挡箍。
14、而且,所述大定位套筒、小定位套筒,其内径与基准定位孔直径相同。
15、而且,所述固定抱臂体定位座,由支架五、固定抱臂体定位板一、固定抱臂体定位板二、固定抱臂体定位板三组成,支架五设置于柔性平台上,固定抱臂体定位板一竖直设置于支架三顶面,固定抱臂体定位板二、固定抱臂体定位板三均竖直设置于支架五顶面。
16、而且,所述下主梁定位板一、下主梁定位板四、第一竖直连接梁定位板、第一斜连接梁定位板、第二竖直连接梁定位板、固定抱臂体定位板一、固定抱臂体定位板二结构相同或相似,其上均制有高低定位面、竖直定位面。
17、而且,所述下主梁定位板二、下主梁定位板三结构相同,其上均制有定位面、定位孔。
18、而且,所述固定抱臂体定位板三,其上制有呈矩形分布的固定抱臂体底盘定位孔。
19、本发明的优点和有益效果为:
20、1、本发明多车型汽车吊具抱臂焊接工装,可一次性对多车型汽车吊具抱臂的各个部件定位组装、定位精度高、组装速度快、效率高。
21、2、本发明多车型汽车吊具抱臂焊接工装设置有基准定位座,既便于其他定位点面的确定制作,又可提高定位速度和精度。
22、3、本发明多车型汽车吊具抱臂焊接工装,其半圆形上主梁轴头定位槽有多种规格,可适用于不同规格吊具的组装定位。
23、4、本发明多车型汽车吊具抱臂焊接工装结构设计科学合理,具有可一次性对多车型汽车吊具抱臂的各个部件定位组装、定位精度高、组装定位速度快、适用范围广等优点,是一种具有较高创新性的多车型汽车吊具抱臂焊接工装。
技术特征:
1.一种多车型汽车吊具抱臂焊接工装,包括柔性平台,其特征在于:还包括左抱臂焊接工装、右抱臂焊接工装,左抱臂焊接工装、右抱臂焊接工装对称设置于柔性平台上,所述左抱臂焊接工装、右抱臂焊接工装结构相同,方向相反,均由共用上主梁定位座一、共用上主梁定位座二、下主梁定位座一、下主梁定位座二、下主梁定位座三、定位板、第一连接梁定位座、基准定位座、固定抱臂体定位座组成,共用上主梁定位座一、共用上主梁定位座二、下主梁定位座一、下主梁定位座二、下主梁定位座三、第一连接梁定位座、固定抱臂定位座均设置于柔性平台上,基准定位座设置于下主梁定位座一上。
2.根据权利要求1所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述共用上主梁定位座一、共用上主梁定位座二结构相同,方向相反,均由共用底座、左抱臂上主梁轴头座、右抱臂上主梁轴头座组成,左抱臂上主梁轴头座、右抱臂上主梁轴头座对称设置于共用底座顶面。
3.根据权利要求2所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述左抱臂上主梁轴头轴座、右抱臂上主梁轴头座结构相同,均由半圆形上主梁轴头定位槽、上主梁限位板、支撑板组成,半圆形上主梁轴头定位槽设置于共用底座上顶面,上主梁限位板对称设置于共用底座上半圆形上主梁轴头定位槽两侧,支撑板设置于共用底座上半圆形上主梁轴头定位槽内侧面。
4.根据权利要求1所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述下主梁定位座一,由支架一、下主梁定位板一、下主梁定位板二组成,支架一设置于柔性平台上,下主梁定位板一、下主梁定位板二均竖直设置于支架一上顶面。
5.根据权利要求1所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述下主梁定位座二,由支架二、下主梁定位板三组成,支架二设置于柔性平台上,下主梁定位板三竖直设置于支架二顶面。
6.根据权利要求1所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述下主梁定位座三,由支架三、下主梁定位板四、第二竖直连接梁定位板组成,支架三设置于柔性平台上,下主梁定位板四、第二竖直连接梁定位板均竖直设置于支架三顶面。
7.根据权利要求1所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述第一连接梁定位座,由支架四、第一竖直连接梁定位板、第一斜连接梁定位板组成,支架四设置于柔性平台上,第一竖直连接梁定位板竖直设置于支架四顶面,第一斜连接梁定位板水平设置于支架四顶面。
8.根据权利要求1所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述定位板,其上制有卡槽一、卡槽二,卡槽一、卡槽二周围均制有呈矩形分布的安装盘定位孔。
9.根据权利要求1所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述基准定位座,由基准底座、基准底座顶盖、大定位套筒、小定位套筒、基准定位销钉组成,基准底座设置于支架一顶面,基准底座顶盖水平设置于基准底座顶面,大定位套筒预设于调型套筒内下部,小定位套筒设置于基准底座顶板底面,基准定位销钉插装于大定位套筒、基准底座顶盖、小定位套筒内。
10.根据权利要求9所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述基准底座顶盖,其上中心制有基准定位孔,其顶面为基准定位面。
11.根据权利要求9所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述基准定位销钉,由基准定位销钉上销体、基准定位销钉下销体组成,基准定位销钉上销体、基准定位销钉下销体上下连接制为一体,其连接处制有挡箍。
12.根据权利要求9所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述大定位套筒、小定位套筒,其内径与基准定位孔直径相同。
13.根据权利要求1所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述固定抱臂体定位座,由支架五、固定抱臂体定位板一、固定抱臂体定位板二、固定抱臂体定位板三组成,支架五设置于柔性平台上,固定抱臂体定位板一竖直设置于支架三顶面,固定抱臂体定位板二、固定抱臂体定位板三均竖直设置于支架五顶面。
14.根据权利要求4、6、7、13所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述下主梁定位板一、下主梁定位板四、第一竖直连接梁定位板、第一斜连接梁定位板、第二竖直连接梁定位板、固定抱臂体定位板一、固定抱臂体定位板二结构相同或相似,其上均制有高低定位面、竖直定位面。
15.根据权利要求4、5所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述下主梁定位板二、下主梁定位板三结构相同,其上均制有定位面、定位孔。
16.根据权利要求14所述的多车型汽车吊具抱臂焊接工装,其特征在于:所述固定抱臂体定位板三,其上制有呈矩形分布的固定抱臂体底盘定位孔。
技术总结
本发明属汽车生产线设备技术领域,涉及一种多车型汽车吊具抱臂焊接工装,包括柔性平台,还包括左抱臂焊接工装、右抱臂焊接工装,左抱臂焊接工装、右抱臂焊接工装对称设置于柔性平台上,所述左抱臂焊接工装、右抱臂焊接工装结构相同,方向相反,均由共用上主梁定位座一、共用上主梁定位座二、下主梁定位座一、下主梁定位座二、下主梁定位座三、定位板、第一连接梁定位座、基准定位座、固定抱臂体定位座组成。本发明结构设计科学合理,具有可一次性对多车型汽车吊具抱臂的各个部件定位组装、定位精度高、组装定位速度快、适用范围广等优点,是一种具有较高创新性的多车型汽车吊具抱臂焊接工装。
技术研发人员:杜乐天,杨志敏,昝鹏,辛明英,朱胜男,曹亚坤,康杰,邢学梦,王斌,姜帅
受保护的技术使用者:中汽(天津)汽车装备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!