一种全铣工装及铣削加工方法与流程
本发明属于加工工装,具体涉及一种全铣工装及铣削加工方法。
背景技术:
1、正反面全铣的工件,其加工工艺一般为:在夹具上夹紧工件;先加工正面;在夹具上拆掉工件;进行测量操作;翻面后在夹具上再次夹紧工件;再加工反面。或者是按上述步骤先加工反面再加工正面为两序分开加工;两序制作工装才能完成加工,产生工装成本及转序时间,工件二次装夹容易产生误差。
技术实现思路
1、本发明的目的在于提供一种全铣工装及铣削加工方法,以缩短转序时间,提高加工效率,减小加工误差。
2、本发明是通过以下技术方案实现的:
3、一种全铣工装,包括:
4、底座,设置有第一固定位置和第二固定位置,所述第一固定位置对应于第一加工工序,所述第二固定位置对应于第二加工工序;
5、第一装夹结构,包括第一装夹块和第一压板,用于夹持第一待加工工件,当夹持第一待加工工件时,第一待加工工件的第一面朝向第一压板,第二面朝向第一装夹块;
6、第二装夹结构,包括第二装夹块和第二压板,用于夹持第二待加工工件,当夹持第二待加工工件时,第二待加工工件的第一面朝向第二压板,第二面朝向第二装夹块;
7、第一次加工时,所述第一装夹结构固定于所述第一固定装置,所述第一待加工件的第一面朝向底座,所述第二装夹结构固定于所述第二固定装置,所述第二待加工件的第二面朝向底座,第二次加工时,第一装夹结构和第二装夹结构分别固定于所述第二固定位置和所述第一固定位置,所述第一待加工件的第二面和所述第二待加工件的第一面朝向底座。
8、作为上述全铣工装的一种优选方案,所述第一装夹块和所述第一压板之间通过第一螺钉连接,所述第二装夹块和所述第二压板之间通过第二螺钉连接。
9、作为上述全铣工装的一种优选方案,所述底座的第一固定位置设置有避让孔,所述避让孔用于避让所述第一螺钉的螺帽和所述第二螺钉的螺帽。
10、作为上述全铣工装的一种优选方案,所述底座上设置有第一定位件,所述第一装夹块和所述第二装夹块上均设有第二定位件,所述第一定位件与所述第二定位件插接配合。
11、作为上述全铣工装的一种优选方案,所述第一装夹块和所述第二装夹块与所述底座通过固定螺丝固定连接。
12、作为上述全铣工装的一种优选方案,所述底座的第一固定位置和第二固定位置外侧均设置有支撑块,所述支撑块连接于所述底座的外边缘。
13、作为上述全铣工装的一种优选方案,还包括去毛刺夹具,去毛刺夹具包括仿形装夹块以及第三压板,所述仿形装夹块固定于所述底座上,所述仿形装夹块上设置有用于容置待加工件的仿形槽,所述第三压板连接于所述仿形装夹块。
14、作为上述全铣工装的一种优选方案,所述第三压板通过第三螺钉连接于所述仿形装夹块,当第三螺钉锁紧时,所述第三压板压紧待加工件,当第三螺钉松开时,所述第三压板能够避开所述仿形槽。
15、作为上述全铣工装的一种优选方案,所述底座上设置把手。
16、一种铣削加工方法,采用上述的全铣工装进行铣削,包括如下步骤:
17、将第一待加工件装夹于第一装夹结构,并将所述第一装夹结构固定于底座的第一固定位置,使得第一待加工件的第一面朝向底座;
18、将第二待加工件装夹于第二装夹结构,并将所述第二装夹结构固定于底座的第二固定位置,使得第二待加工件的第二面朝向底座;
19、对第一待加工件的第二面和第二待加工件的第一面进行铣削加工;
20、将第一装夹结构和第二装夹结构分别由第一固定位置和第二固定位置拆下;
21、将第一装夹结构和第二装夹结构翻面后分别固定于第二固定位置和第一固定位置;
22、对第一待加工件的第一面和第二待加工件的第二面进行铣削加工。
23、本发明的有益效果是:
24、本发明提供了一种全铣工装及铣削加工方法,适用于使用三轴加工中心需要正反面全铣的工件;无需拆下工件,简化了工序,提高效率及加工的合格率。
技术特征:
1.一种全铣工装,其特征在于:包括:
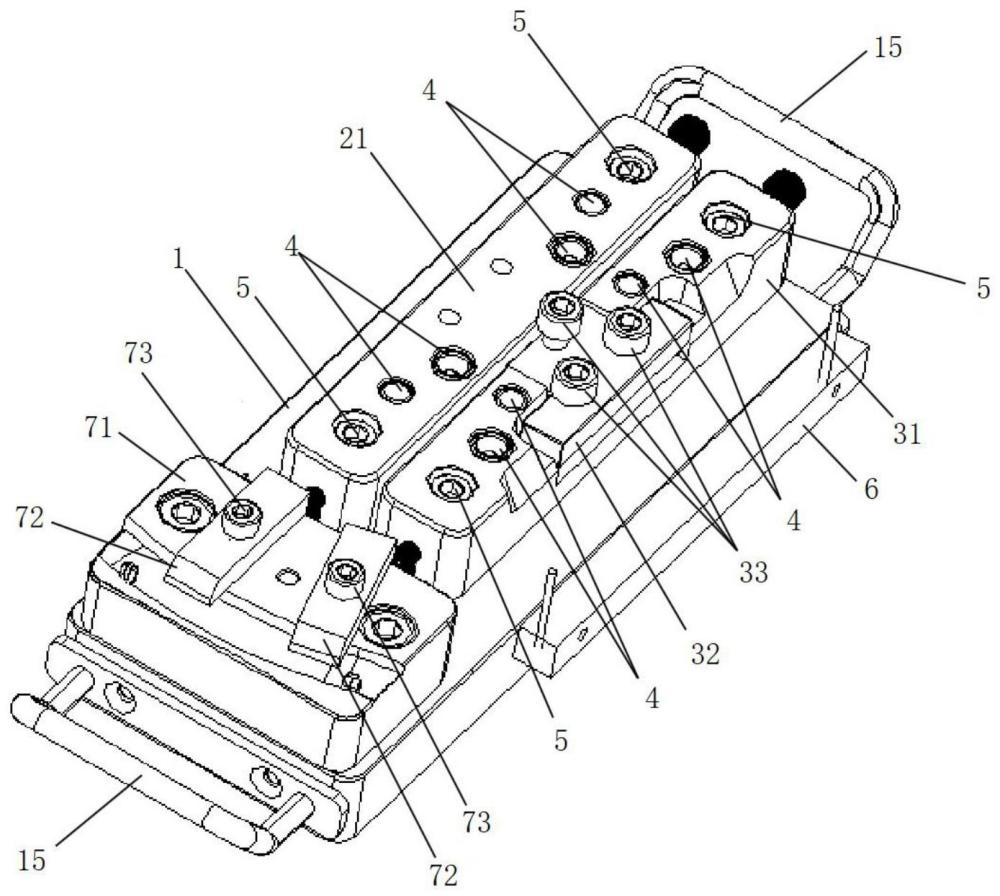
2.根据权利要求1所述的全铣工装,其特征在于:所述第一装夹块(21)和所述第一压板(22)之间通过第一螺钉(23)连接,所述第二装夹块(31)和所述第二压板(32)之间通过第二螺钉(33)连接。
3.根据权利要求2所述的全铣工装,其特征在于:所述底座(1)的第一固定位置(11)设置有避让孔,所述避让孔用于避让所述第一螺钉(23)的螺帽和所述第二螺钉(33)的螺帽。
4.根据权利要求1所述的全铣工装,其特征在于:所述底座(1)上设置有第一定位件(14),所述第一装夹块(21)和所述第二装夹块(31)上均设有第二定位件(4),所述第一定位件(14)与所述第二定位件(4)插接配合。
5.根据权利要求1所述的全铣工装,其特征在于:所述第一装夹块(21)和所述第二装夹块(31)与所述底座(1)通过固定螺丝(5)固定连接。
6.根据权利要求5所述的全铣工装,其特征在于:所述底座(1)的第一固定位置(11)和第二固定位置(12)外侧均设置有支撑块(6),所述支撑块(6)连接于所述底座(1)的外边缘。
7.根据权利要求1所述的全铣工装,其特征在于:还包括去毛刺夹具(7),去毛刺夹具(7)包括仿形装夹块(71)以及第三压板(72),所述仿形装夹块(71)固定于所述底座(1)上,所述仿形装夹块(71)上设置有用于容置待加工件的仿形槽(711),所述第三压板(72)连接于所述仿形装夹块(71)。
8.根据权利要求7所述的全铣工装,其特征在于:所述第三压板(72)通过第三螺钉(73)连接于所述仿形装夹块(71),当第三螺钉(73)锁紧时,所述第三压板(72)压紧待加工件,当第三螺钉(73)松开时,所述第三压板(72)能够避开所述仿形槽(711)。
9.根据权利要求1所述的全铣工装,其特征在于:所述底座(1)上设置把手(15)。
10.一种铣削加工方法,其特征在于,采用权利要求1~9之一所述的全铣工装进行铣削,包括如下步骤:
技术总结
本发明公开了一种全铣工装及铣削加工方法。全铣工装包括底座设置有第一固定位置和第二固定位置,第一固定位置对应于第一加工工序,第二固定位置对应于第二加工工序;第一装夹结构,包括第一装夹块和第一压板,用于夹持第一待加工工件;第二装夹结构,包括第二装夹块和第二压板,用于夹持第二待加工工件;第一次加工时,第一装夹结构固定于第一固定装置,第一待加工件的第一面朝向底座,第二装夹结构固定于第二固定装置,第二待加工件的第二面朝向底座,第二次加工时,第一装夹结构和第二装夹结构分别固定于第二固定位置和第一固定位置,第一待加工件的第二面和第二待加工件的第一面朝向底座。本发明提高了加工效率。
技术研发人员:崔克强,廖涛,刘欢
受保护的技术使用者:天津正天医疗器械有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!