无级变速器的钢带周长修正装置及修正方法
本发明涉及钢带周长尺寸修正,尤其是涉及一种无级变速器的钢带周长修正装置及修正方法。
背景技术:
1、变速箱是汽车传动系统中最主要的部件之一。cvt变速箱以其独有的发动机工作高效、超速档低转速、连续平滑加速、生产成本及安装方面的技术优势逐步获得了市场的认可,越来越多的汽车生产商开始装用cvt;有资料显示至2016年为止,全球市场已有超过一千万辆带式cvt车辆,全球市场超过60款cvt车型,并且广泛应用于汽油、柴油机和混合动力。
2、随着对变速箱转矩的要求越来越高,采用压力钢带进行扭矩传递的cvt变速箱已经成为目前和未来的主流变速箱。目前,除奥迪采用的是multitronic无级变速箱(即v型摩擦片链条式无级变速器)之外,其余均采用了压力钢带式cvt型无级变速器。
3、压力钢带是无级变速器的关键部件,该产品目前未在我国建厂,并且国内尚未掌握该类压力钢带的制造技术,造成目前中国的cvt变速箱企业均需要采购该公司的压力钢带,并且压力钢带价格非常昂贵。
4、压力钢带是无级变速箱的核心部件,其很大程度地决定了变速箱的扭矩和耐用度。无级变速器的压力钢带是由数百片首尾接触的钢片和嵌套在各个钢片两侧的两组由多层钢环叠套在一起的钢套环组成。工作时,通过钢环的张力收紧各个钢片,并由钢片之间的推力来完成扭矩的传递。
5、对钢环的工况要求非常苛刻,钢环需要在高达600mpa的拉应力下,绕变速箱两个锥轮发生类似v带传动的绕过锥轮时发生弯曲,通过锥轮后又重新拉直的变形,在弯曲时,钢环的内外表面之间会形成应力差,而为了尽量减小应力差所引发的疲劳载荷,钢环的厚度往往很薄,经常低于0.2mm,由于单片钢环的强度不够,通常采用多层钢环层叠使用的方式保证钢环整体能承受足够大的拉力,钢环则通过层与层之间细微的周长差保证多层叠套后的精准配合,使各个钢环之间受力均衡,因此,在钢环制造时需要精准控制钢环的周长,其周长控制精度的误差需要小于0.1mm。
6、钢环制造的过程如下:首先将马氏体时效钢等钢板焊接成管状,然后将管状样品切割成厚环,厚环经过环扎,形成薄环,由于轧制过程中无法精确的控制周长,存在长度精度不符合多层叠装精度要求的问题;另外也会出现由于轧制变现不均匀导致钢环弯曲变形不均匀的问题,即存在钢环自然平放时不圆的问题,并且还存在多层叠装后,接触不紧密,容易脱开的问题。
7、现有技术的周长修正装置包括周长校正辊和两个固定辊,周长校正辊对卷挂在两固定辊上的钢环的周长进行修正;存在的问题是:由于钢环在被校正时会发生弹性形变,导致钢环加工完毕后与期望值有偏差,钢环经过周长修正后依然不圆,和多层叠装后容易脱开等问题
技术实现思路
1、本发明的发明目的是为了克服现有技术存在的不足,提供了一种无级变速器的钢带周长修正装置及修正方法。
2、为了实现上述目的,本发明采用以下技术方案:
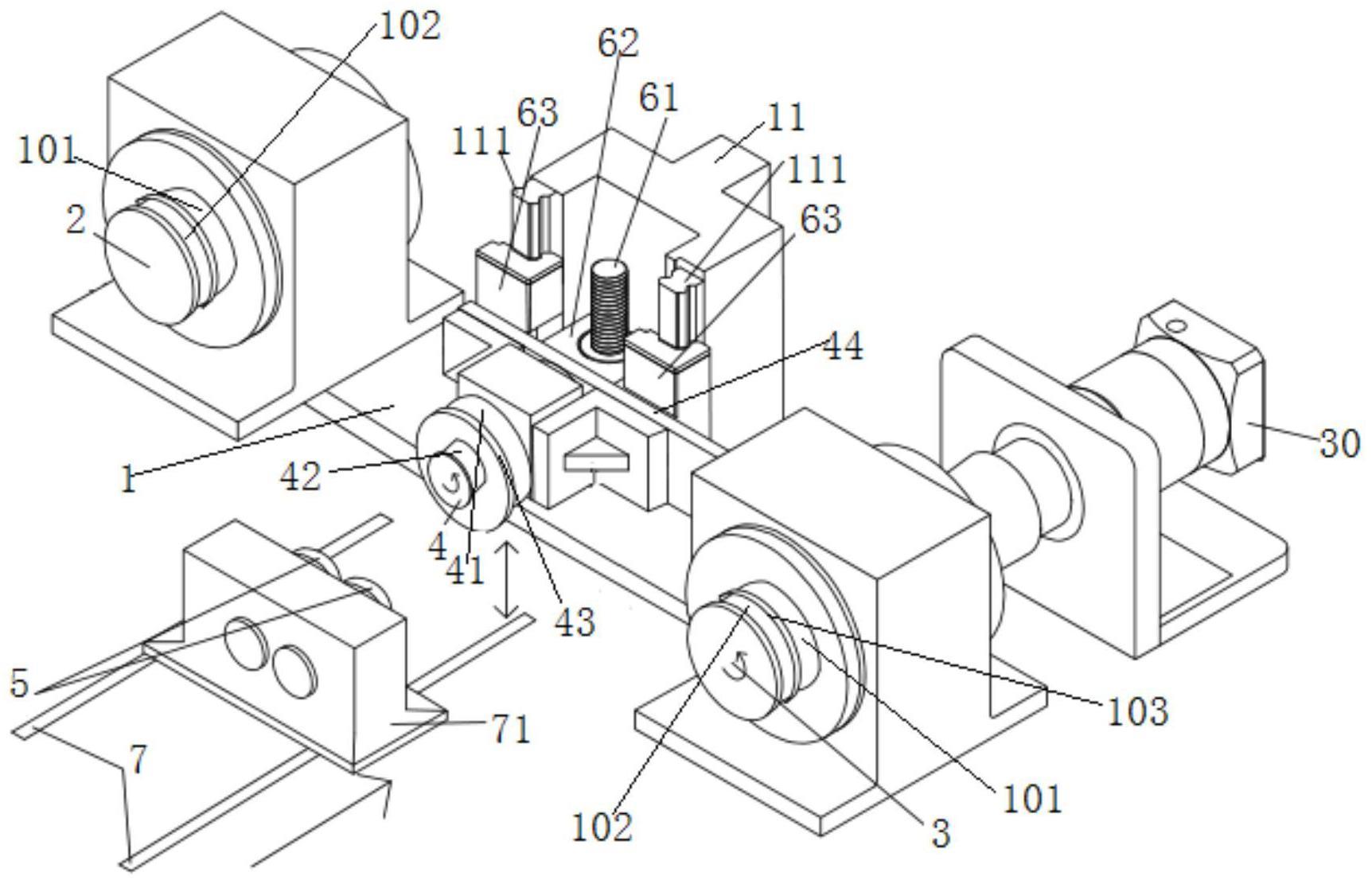
3、一种无级变速器的钢带周长修正装置,所述钢带包括若干个钢片和两个左右并列放置的钢套环,每个钢套环均包括若干个从内向外依次套装的钢环;各个钢片紧密环形排列并分别与两个钢套环卡接;包括设于工作台上的水平基板,设于水平基板上表面左部的左固定辊,设于水平基板上表面右部的右固定辊,设于水平基板上的升降辊;升降辊包括中部向外弧型拱起的第一圆弧形周面;左固定辊和右固定辊均包括中部向外弧型拱起的第二圆弧形周面;第一圆弧形周面和第二圆弧形周面的半径均为r;第一圆弧形周面上设有若干个均匀分布的第一压力传感器;水平基板上设有用于带动右固定辊顺时针旋转的主动电机,水平基板通过升降机构与升降辊连接;还包括显示器和控制器,控制器分别与主动电机、升降机构、显示器和各个第一压力传感器电连接。
4、左固定辊和右固定辊均包括第二圆弧形周面,升降辊具有第一圆环形周面,因此,本发明可以同时完成周长修正和弧面形成,提高了工作效率。
5、本发明的结构简单,功能多样,每个辊只做一种动作(移动或滚动),即可完成拉伸、矫正和拉弧等动作。
6、作为优选,所述升降机构包括设于水平基板上表面后部的固定板,设于固定板前表面上的两条竖向滑轨,设于固定板前表面下部的升降电机;升降电机的转轴通过竖向丝杆与连接套连接,连接套通过两个滑块分别与两条竖向滑轨连接,连接套还与用于安装升降辊的上连接板连接;升降电机与控制器电连接。
7、升降电机可通过竖向丝杆带动连接套沿两条竖向滑轨升降,从而带动升降辊升降,满足钢环周长修正的需要。
8、作为优选,所述水平基板前侧的工作台上设有两条纵向导轨,两条纵向导轨上设有与两条纵向导轨滑动连接的机座,机座后侧上设有两个圆度修正辊;升降辊还包括位于第一圆弧形周面前侧的第一圆环形周面,第一圆弧形周面和第一圆环形周面之间设有环形分隔板;左固定辊和右固定辊均还包括位于第二圆弧形周面前侧的第二圆环形周面,第二圆弧形周面和第二圆环形周面之间设有圆形分隔环;所述圆度修正辊包括第三圆环形周面;第二圆环形周面的半径为r,第一圆环形周面和第三圆环形周面的半径均为r,r>r;第一圆环形周面上设有若干个均匀分布的第二压力传感器,各个第二压力传感器均与控制器电连接。
9、两条纵向导轨的设置,便于前后推拉机座,从而方便调节两个圆度修正辊的位置,使本发明便于进行圆度修正,或者用于周长修正和弧面形成。
10、因此,本发明结构简单、具有多种功能,实用性强。
11、作为优选,水平基板上表面左部设有两条横向导轨,两条横向导轨上设有与两条横向导轨滑动连接的左固定座,左固定辊位于左固定座前侧。
12、在对钢环的周长修正及圆度修正的过程中,本发明的左固定辊和右固定辊之间的间距是固定的,两条横向导轨的设置,便于在修正操作之前,调节左固定辊和右固定辊之间的间距。
13、作为优选,第一圆弧形周面、第二圆弧形周面和第三圆环形周面的弯曲程度d的取值范围如下:
14、
15、其中,b为钢环的厚度。
16、一种无级变速器的钢带周长修正装置的修正方法,包括如下步骤:
17、步骤1,工作人员将钢环套在左固定辊和右固定辊的第二圆弧形周面以及升降辊的第一圆弧形周面上,工作人员通过控制器控制升降电机带动竖向丝杆旋转,使连接套及升降辊下降,使左固定辊、右固定辊和升降辊上的钢环被张紧,控制器根据升降辊的轴心距离左固定辊和右固定辊的轴心的连线的初始垂直距离h0和钢环被张紧时竖向丝杆转动的导程,计算当前升降辊的轴心距离左固定辊和右固定辊的轴心的连线的张紧垂直距离h1;
18、步骤2,工作人员在控制器中输入期望的金属环周长值cq,并选定升降辊的移动速度v,输入金属环的截面积a;控制器控制主动电机工作,使右固定辊转动,钢环在左固定辊、右固定辊和升降辊上转动;
19、步骤3,控制器通过升降电机控制竖向丝杆旋转,使连接套带动升降辊按照速度v向下移动,控制器利用h=h1+vt计算当前时刻t,升降辊的轴心距离左固定辊和右固定辊的轴心的连线的当前垂直距离h;随着升降辊向下移动,钢环发生塑性变形,钢环周长逐渐变大,钢环逐渐变成中部向外弧形拱起的形状;
20、步骤3-1,在钢环周长逐渐变大的过程中,控制器利用如下公式计算当前时刻的钢环实际周长值c:
21、计算钢环理想周长c1:
22、
23、
24、其中,l为左固定辊和右固定辊的轴心之间的距离,c0为钢环在修正前的原始周长,其中,σs为钢环的屈服强度;
25、计算钢环的弹性变形量x:
26、
27、其中,f为所有第一压力传感器检测的压力值中的最大值,e为钢环的杨氏模量;
28、计算c:
29、c=c1-x;
30、显示器显示钢环当前的周长c;步骤4,
31、当0.1mm<(cq-c)≤0.5mm时,控制器控制升降辊的移动速度变为v/10;
32、当(cq-c)≤0.1mm时,控制器控制升降辊的移动速度变为v/100;
33、当c=cq时,控制器控制升降辊向上移动使钢环变松后控制升降电机停止工作,控制主动电机减速并停止工作;当左固定辊、右固定辊和升降辊停止转动后,将钢环从左固定辊、右固定辊和升降辊上取下来,钢环的周长修正结束。
34、本发明在测量钢环周长时,可自动计算钢环受力时发生的弹性变量,从而更加准确地得出钢环在无应力状态下的实际周长,以免修正过度。
35、升降辊具有第一圆弧形周面和第一圆环形周面,左固定辊和右固定辊均包括第二圆环形周面和第二圆弧形周面,因此,本发明可以先后完成钢环的圆度修正、周长修正和弧面形成,提高了工作效率;
36、当周长逐渐靠近期望值时,升降辊会降低其移动速度,使钢环最后的周长更接近于期望值;通过控制升降辊移动的速度,控制修正的精度,避免过度修正或者修正速度过快而导致钢环内部应力增加。
37、本发明可以将钢环截面加工为中间向外鼓出的圆弧截面,因此多层叠套钢环后,由于外层的边缘周长小于与其相邻的内层钢环中间周长,不易脱开。
38、作为优选,水平基板前侧的工作台上设有两条纵向导轨,两条纵向导轨上设有与两条纵向导轨滑动连接的机座,机座后侧上设有两个圆度修正辊;升降辊还包括位于第一圆弧形周面前侧的第一圆环形周面,第一圆弧形周面和第一圆环形周面之间设有环形分隔板;左固定辊和右固定辊均还包括位于第二圆弧形周面前侧的第二圆环形周面,所述圆度修正辊包括第三圆环形周面;第二圆环形周面的半径为r,第一圆环形周面和第三圆环形周面的半径均为r,r>r;第一圆环形周面上设有若干个均匀分布的第二压力传感器,各个第二压力传感器均与控制器电连接;其特征是,在步骤1之前还包括如下的圆度修正的过程:
39、步骤01,工作人员向后推动机座,使两个圆度修正辊位于升降辊的左上侧和右上侧,将机座固定在两条纵向导轨上;
40、步骤02,工作人员将钢环套在左固定辊和右固定辊的第二圆环形周面及两个圆度修正辊的第三圆环形周面上,通过控制器控制升降电机带动竖向丝杆转动,竖向丝杆带动升降辊升降,使升降辊的第一圆环形周面与钢环下侧接触;
41、步骤03,控制器控制升降电机带动连接套及升降辊垂直向上移动,使升降辊向上压紧钢环下侧;
42、当所有第二压力传感器检测的压力值中的最大值达到f1时,控制器控制升降电机停止工作;
43、
44、步骤04,控制器控制主动电机工作,当钢环在左固定辊、右固定辊、两个圆度修正辊和升降辊上转动若干圈后,控制器控制主动电机减速后停止工作,控制器控制升降电机带动升降辊垂直向下移动,使钢环在各个辊上变松,将钢环从各个辊上取下来;
45、步骤05,工作人员将机座沿两条纵向导轨向前推,使两个圆度修正辊离开升降辊的左上侧和右上侧。
46、本发明的钢环经过圆度修正加工之后,更加接近整圆,使其在工作时受力更加均匀,不易失效,延长了使用寿命。
47、作为优选,
48、因此,本发明具有如下有益效果:
49、在钢环修正的过程中,可以实时计算钢环的周长,在经过钢环修正之后,使钢环的周长可以更加接近于期望值;
50、钢环的圆弧修正过程,可以将钢环截面加工为中部向外鼓起的圆弧截面,钢环多层叠套后,由于外层的边缘周长小于与其相邻的内层钢环中间周长,钢套环不易脱开;
51、钢环在经过圆度修正之后,更加接近整圆,使钢环在工作时受力更加均匀,不易失效,延长了钢环的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!