一种新能源车用锻件脱模装置的制作方法
本发明涉及锻件模具领域,尤其涉及一种新能源车用锻件脱模装置。
背景技术:
1、目前生产中的节叉锻件锻造模具,是压力机主模座顶出模具部位设置一个圆柱顶出杆,这种节叉锻件锻造模具下模顶杆设计在顶出模具部位中间部位设置一个顶杆。
2、现有的节叉锻件锻造模具由于锻件形状复杂脱模力大,节叉锻件被顶出部位壁厚较薄,锻件被顶杆顶出后,锻件的被顶出部位变形严重甚至还会发生被顶穿的情况,由于顶杆设置在模芯中心位置,锻件的被顶出部位很容易开裂失效,且顶杆配合位置易磨损产生毛刺多肉使模具寿命降低。
技术实现思路
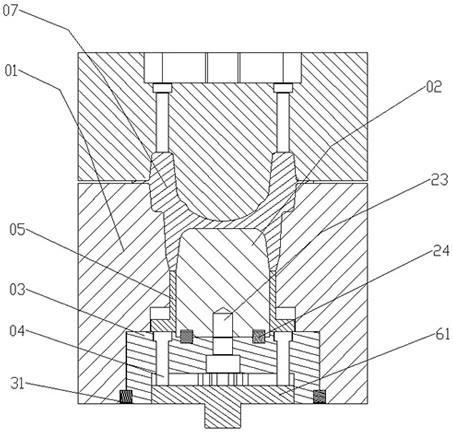
1、为解决现有的锻造模具被顶出位置变形严重,底座上顶杆孔位置容易开裂,顶杆与锻件配合位置易磨损产生毛刺多肉的问题,本发明提供了一种新能源车用锻件脱模装置,包括:包括下模、十字顶料块、模芯底座、圆形顶杆、环形顶料圈和模芯,所述模芯设置在所述下模的型腔内,所述环形顶料圈设置在所述下模和所述模芯之间,所述模芯的顶部端面到所述下模的上端面的距离为l1,所述环形顶料圈的上端面到所述下模的上端面的距离为l2,其中l2≥l1;
2、所述下模的型腔的内周面、所述是环形顶料圈的上端面、所述模芯的外周面和所述模芯的顶部端面共同形成锻件的成型轮廓;
3、所述环形顶料圈和所述下模沿上下方向滑动连接,所述环形顶料圈和所述模芯沿上下方向滑动连接;
4、所述十字顶料块和所述模芯底座沿上下方向滑动连接,所述圆形顶杆和所述模芯底座沿上下方向滑动连接,所述圆形顶杆的上端和所述环形顶料圈的下端抵接,所述圆形顶杆的下端和所述十字顶料块的上端抵接,所述模芯和所述模芯底座固定连接;
5、当锻件脱模时,所述环形顶料圈向上滑动推动锻件向上运动,锻件和模芯分离。
6、在一些实施例中,所述下模的下端面设置第一台阶安装孔,所述模芯底座固定设置在第一台阶安装孔;
7、所述下模的下端面设置第一模芯底座定位销半孔,所述模芯底座的下端面设置第二模芯底座定位销半孔,所述第一模芯底座定位销半孔和第二模芯底座定位销半孔形成模芯底座定位销孔。
8、在一些实施例中,靠近所述第一台阶安装孔朝向上方向设置第二台阶安装孔,所述环形顶料圈下端具有法兰部,所述法兰部的厚度为l3,所述第二台阶安装孔的深度为l4,其中l4≥l3,所述法兰部的下端面和所述圆形顶杆的上端面抵接。
9、在一些实施例中,所述模芯底座的下端面沿上下方向设置十字形凹槽,所述十字顶料块滑动安装在所述十字形凹槽内,所述十字形顶料块在所述十字形凹槽内沿上下方向滑动。
10、在一些实施例中,所述模芯底座的上端面设置圆形顶杆安装台阶孔和圆形顶杆安装通孔,所述圆形顶杆安装通孔,所述圆形顶杆上端具有圆台凸起部,所述圆台凸起部安装在所述圆形顶杆安装台阶孔,所述圆形顶杆的下端穿过所述圆形顶杆安装通孔和所述十字顶料块抵接。
11、在一些实施例中,所述圆形顶杆安装台阶孔的数量为四个,所述圆形顶杆安装台阶孔在模芯底座的上端面上周向均布设置。
12、在一些实施例中,所述模芯底座的上端面设置模芯安装台阶孔、模芯定位销孔,所述模芯安装台阶孔的中心部设置连接螺栓孔,所述模芯固定设置在所述模芯安装台阶孔内。
13、在一些实施例中,所述模芯定位销孔数量为两个,所述模芯定位销孔在所述模芯安装台阶孔上对称布置。
14、本发明有以下优点:该新能源车用锻件脱模装置顶出位置设置在型腔最深处,顶出压力面位于锻件底部环形表面,顶出部分接触面积大,环形顶出锻件顶出受力均匀,顶出平稳,不会造成顶出变形及锻件顶穿情况,取消了模芯中心的顶杆,模芯不会出现开裂失效的现象,大幅提高模具寿命,而且锻件底部为机加工位置,锻件在环形顶出位置产生少许毛刺后,可用机加工去除,解决了锻件多肉的不良的问题,该模具翻新或者重新制作时,只需加工模芯和下模模体即可,模芯底座和各级顶出部件可重复利用,节省资源提高工作效率。
技术特征:
1.一种新能源车用锻件脱模装置,其特征在于,所述新能源车用锻件脱模装置包括:
2.根据权利要求1所述的一种新能源车用锻件脱模装置,其特征在于,所述下模的下端面设置第一台阶安装孔,所述模芯底座固定设置在第一台阶安装孔;
3.根据权利要求2所述的一种新能源车用锻件脱模装置,其特征在于,靠近所述第一台阶安装孔朝向上方向设置第二台阶安装孔,所述环形顶料圈下端具有法兰部,所述法兰部的厚度为l3,所述第二台阶安装孔的深度为l4,其中l4≥l3,所述法兰部的下端面和所述圆形顶杆的上端面抵接。
4.根据权利要求1所述的一种新能源车用锻件脱模装置,其特征在于,所述模芯底座的下端面沿上下方向设置十字形凹槽,所述十字顶料块滑动安装在所述十字形凹槽内,所述十字形顶料块在所述十字形凹槽内沿上下方向滑动。
5.根据权利要求4所述的一种新能源车用锻件脱模装置,其特征在于,所述模芯底座的上端面设置圆形顶杆安装台阶孔和圆形顶杆安装通孔,所述圆形顶杆安装通孔,所述圆形顶杆上端具有圆台凸起部,所述圆台凸起部安装在所述圆形顶杆安装台阶孔,所述圆形顶杆的下端穿过所述圆形顶杆安装通孔和所述十字顶料块抵接。
6.根据权利要求5所述的一种新能源车用锻件脱模装置,其特征在于,所述圆形顶杆安装台阶孔的数量为四个,所述圆形顶杆安装台阶孔在模芯底座的上端面上周向均布设置。
7.根据权利要求4所述的一种新能源车用锻件脱模装置,其特征在于,所述模芯底座的上端面设置模芯安装台阶孔、模芯定位销孔,所述模芯安装台阶孔的中心部设置连接螺栓孔,所述模芯固定设置在所述模芯安装台阶孔内。
8.根据权利要求7所述的一种新能源车用锻件脱模装置,其特征在于,所述模芯定位销孔数量为两个,所述模芯定位销孔在所述模芯安装台阶孔上对称布置。
技术总结
本发明涉及锻件模具领域,尤其涉及一种新能源车用锻件脱模装置。包括下模、十字顶料块、模芯底座、圆形顶杆、环形顶料圈和模芯,模芯设置在下模的型腔内,环形顶料圈设置在下模和模芯之间,十字顶料块和模芯底座沿上下方向滑动连接,圆形顶杆和模芯底座沿上下方向滑动连接,圆形顶杆的上端和环形顶料圈的下端抵接,圆形顶杆的下端和十字顶料块的上端抵接,模芯和模芯底座固定连接,当锻件脱模时,环形顶料圈向上滑动推动锻件向上运动,锻件和模芯分离,这样就解决了现有的锻造模具被顶出位置变形严重,底座上顶杆孔位置容易开裂,顶杆与锻件配合位置易磨损产生毛刺多肉的问题。
技术研发人员:郑加友,叶建锋,朱春亚,杨旭,张俊杰
受保护的技术使用者:万向钱潮股份公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!