用于光伏XBC电池组件的激光高速焊接方法及分光组件与流程
本发明涉及光伏电池组件的制造和加工,特别是涉及一种用于光伏xbc电池组件的激光高速焊接方法及分光组件。
背景技术:
1、随着光伏技术的不断进步和创新,激光焊接技术也在不断发展,以满足越来越高的质量标准和生产需求。现有的光伏电池片激光焊接方式为振镜控制激光光源直接照射在与电池片紧贴的焊带上,使其对应位置直接吸收热量将电池片相应位置通过焊带进行焊接。使用振镜的激光焊接方式焊接前需要对振镜进行多次点位校准,同一时间只能加工单个焊接点位,操作繁琐且加工效率低。
技术实现思路
1、本发明的目的是提供一种用于光伏xbc电池组件的激光高速焊接方法及分光组件,以提高激光焊接速度和效率。
2、为实现上述目的,本发明提供了如下方案:
3、本发明提供一种用于光伏xbc电池组件的激光高速焊接方法,所述方法包括如下步骤:
4、制备待焊物料;所述待焊物料至少包括电池片和焊带;
5、使用真空吸附压板方式对待焊物料中的焊带和电池片施加压力,使焊带和电池片贴合;
6、采用激光分束加工方式对焊带和电池片贴合后的待焊物料进行多焊接点位加工。
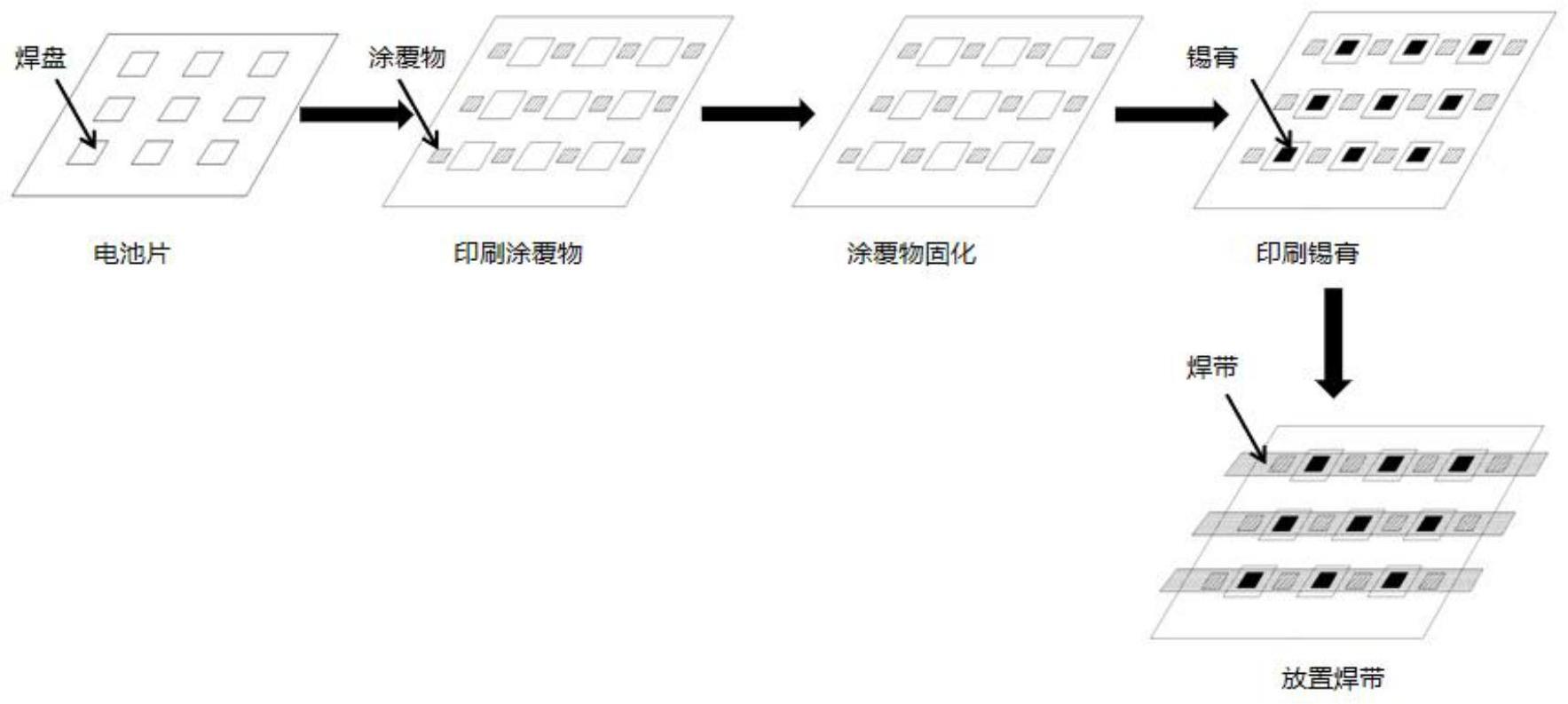
7、可选的,所述制备待焊物料,具体包括:
8、在电池片的焊盘周围的预设位置印刷涂覆物,并进行固化;
9、在电池片的焊盘上印刷锡膏;
10、在印刷有涂覆物和锡膏的电池片上放置焊带,形成所述待焊物料。
11、可选的,使用真空吸附压板方式对待焊物料中的焊带和电池片施加压力,使焊带和电池片贴合,具体包括:
12、将待焊物料放置于承载组件上;
13、将压板组件设置在所述承载组件上,使压板组件与所述承载组件之间形成真空密封空间,使承载组件和压板组件之间形成吸附压力,进而使焊带和电池片贴合。
14、可选的,所述压板组件包括透明刚性板及设置于所述透明刚性板上的柔性件;
15、所述柔性件上开设有条形孔,所述条形孔与电池片的焊盘位置对应。
16、可选的,所述采用激光分束加工方式对焊带和电池片贴合后的待焊物料进行多焊接点位加工,具体包括:
17、利用分光组件将激光束分成多束激光,得到阵列激光束;
18、基于所述阵列激光束对焊带和电池片贴合后的待焊物料的待焊位置的焊接点位进行加工;待焊位置为焊带和电池片贴合后的待焊物料上的一个或多个焊盘位置。
19、可选的,所述分光组件包括沿激光传输方向依次设置的准直镜、扩束镜、分光光学元件、整形光学元件和聚焦镜。
20、可选的,所述分光组件还包括平面镜,所述平面镜设置在准直镜的出射光路上,所述平面镜用于将通过准直镜准直后的激光束反射至所述扩束镜。
21、可选的,所述分光光学元件包括各种能量分光的光学镜片或光学分束器,所述整形光学元件包括对单个激光光斑的形状和大小进行整形的光学元件,或对阵列激光束进行整形的光学元件。
22、一种分光组件,所述分光组件应用于上述的用于光伏xbc电池组件的激光高速焊接方法,所述分光组件包括沿激光传输方向依次设置的准直镜、扩束镜、分光光学元件、整形光学元件和聚焦镜。
23、可选的,所述分光组件还包括平面镜,所述平面镜设置在准直镜的出射光路上,所述平面镜用于将通过准直镜准直后的激光束反射至所述扩束镜。
24、根据本发明提供的具体实施例,本发明公开了以下技术效果:
25、本发明实施例提供一种用于光伏xbc电池组件的激光高速焊接方法及分光组件,所述方法包括如下步骤:制备待焊物料;所述待焊物料至少包括电池片和焊带;使用真空吸附压板方式对待焊物料中的焊带和电池片施加压力,使焊带和电池片贴合;采用激光分束加工方式对焊带和电池片贴合后的待焊物料进行多焊接点位加工。本发明采用激光分束加工方式实现多焊接点位同时加工,无需针对每个焊接点位进行多次校准,提高了激光焊接速度和效率。
26、本发明还设置了整形光学元件对光斑形状进行整形,具体为椭圆形光斑或方形光斑,使激光形状与焊盘形状更相近,防止激光边缘部分直接打到电池片上导致电池片损伤。
27、本发明使用真空吸附压板方式对焊带和电池片施加压力使其之间进行贴合,代替传统压针施加压力的方式。压力更加均匀且可靠,便于后期维护。
28、本发明在电池片焊盘左右印刷涂覆物(uv胶)使太阳能组件焊接过程中焊带与电池片焊盘贴合紧密的同时,又能使紧邻电池片焊盘左右两侧局部位置电池片和焊带之间不直接接触,减小焊接过程焊带导出的热量对电池片效率的影响,同时也降低了电池片短路风险,有效提高了太阳能组件焊接制备的焊接良率。
技术特征:
1.一种用于光伏xbc电池组件的激光高速焊接方法,其特征在于,所述方法包括如下步骤:
2.根据权利要求1所述的用于光伏xbc电池组件的激光高速焊接方法,其特征在于,所述制备待焊物料,具体包括:
3.根据权利要求1所述的用于光伏xbc电池组件的激光高速焊接方法,其特征在于,使用真空吸附压板方式对待焊物料中的焊带和电池片施加压力,使焊带和电池片贴合,具体包括:
4.根据权利要求3所述的用于光伏xbc电池组件的激光高速焊接方法,其特征在于,所述压板组件包括透明刚性板及设置于所述透明刚性板上的柔性件;
5.根据权利要求1所述的用于光伏xbc电池组件的激光高速焊接方法,其特征在于,所述采用激光分束加工方式对焊带和电池片贴合后的待焊物料进行多焊接点位加工,具体包括:
6.根据权利要求5所述的用于光伏xbc电池组件的激光高速焊接方法,其特征在于,所述分光组件包括沿激光传输方向依次设置的准直镜、扩束镜、分光光学元件、整形光学元件和聚焦镜。
7.根据权利要求6所述的用于光伏xbc电池组件的激光高速焊接方法,其特征在于,所述分光组件还包括平面镜,所述平面镜设置在准直镜的出射光路上,所述平面镜用于将通过准直镜准直后的激光束反射至所述扩束镜。
8.根据权利要求6所述的用于光伏xbc电池组件的激光高速焊接方法,其特征在于,所述分光光学元件包括各种能量分光的光学镜片或光学分束器,所述整形光学元件包括对单个激光光斑的形状和大小进行整形的光学元件,或对阵列激光束进行整形的光学元件。
9.一种分光组件,其特征在于,所述分光组件应用于权利要求1-8任一项所述的用于光伏xbc电池组件的激光高速焊接方法,所述分光组件包括沿激光传输方向依次设置的准直镜、扩束镜、分光光学元件、整形光学元件和聚焦镜。
10.根据权利要求9所述的分光组件,其特征在于,所述分光组件还包括平面镜,所述平面镜设置在准直镜的出射光路上,所述平面镜用于将通过准直镜准直后的激光束反射至所述扩束镜。
技术总结
本发明公开一种用于光伏XBC电池组件的激光高速焊接方法及分光组件,属于光伏电池组件的制造和加工技术领域。所述方法包括如下步骤:制备待焊物料;所述待焊物料至少包括电池片和焊带;使用真空吸附压板方式对待焊物料中的焊带和电池片施加压力,使焊带和电池片贴合;采用激光分束加工方式对焊带和电池片贴合后的待焊物料进行多焊接点位加工。本发明采用激光分束加工方式实现多焊接点位同时加工,无需针对每个焊接点位进行多次校准,提高了激光焊接速度和效率。
技术研发人员:鲁乾坤,李金泽
受保护的技术使用者:苏州沃特维自动化系统有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!