一种高效提高75N390HB级别钢轨焊接接头性能的方法与流程
本发明属于钢轨焊接,具体涉及一种高效提高75n 390hb级别钢轨焊接接头性能的方法。
背景技术:
1、我国珠光体钢轨的研发都属于“高碳、低硅、中锰”,为主要元素,并且根据强度、硬度要求不同,增加铬和矾等合金强化元素。由于重载铁路用高硬度珠光体钢轨具有高强度、高硬度的特点,钢轨碳含量可达1%左右,且其合金含量也较高,使其焊接性能非常差,主要表现为:①焊接过热区缺陷较多,闪光焊的过热区存在沿奥氏体晶界的碳、锰成分偏析,造成过冷状态下接头出现贝氏体或马氏体等异常显微组织,且在热影响区附近易出现二次渗碳体,导致接头脆性增加。②由于焊接热影响区的循环加热,使其晶粒度明显增加,且接头快速加热和冷却的非平衡过程,导致闪光焊接头韧性的降低,接头冲击仅为母材的50%左右,钢轨线路服役时易在接头处发生断轨的风险。③由于焊接过程中碳及合金的烧损,接头力学性能降低明显,特别是接头硬度明显降低,接头与母材性能匹配较差,线路服役过程中会出现鞍型磨耗和接头剥离掉块的现象,严重影响无缝线路的平顺性。高硬度钢轨较差的焊接性能,严重制约钢轨在无缝、重载线路的大范围应用。
2、本申请人在专利申请号为2023108878831的文献(以下称文献1)中已经公开一种高硬度75n 390hb级别钢轨固定闪光焊接及接头热处理方法,其首先对高硬度75n 390hb级别钢轨接头进行固定闪光焊,随后再进行热处理,能够使得高硬度75n 390hb级别钢轨接头的硬度平均值hj与母材硬度平均值hp的比值满足:hj/hp≥0.90,接头软点硬度平均值hj1与母材硬度平均值hp的比值满足:hj1/hp≥0.83,软化区域w≤20mm,满足标准要求。然而,该文献1公开的方法需要采用闪光焊接处理后的热处理操作,耗时较长,效率较低。
技术实现思路
1、针对现有技术中存在的一个或多个问题,本发明提供一种高效提高75n 390hb级别钢轨焊接接头性能的方法,其对所述75n 390hb级别钢轨的接头进行所述固定闪光焊接后,不再进行热处理操作,其中所述固定闪光焊焊接方法包括以下步骤:
2、1)将75n 390hb级别钢轨端面打磨除锈及电极夹持端除锈打磨;
3、2)采用固定闪光焊机进行钢轨接头焊接;焊机油温控制在38-42℃,水温控制在18-22℃,电网电压在416-425v之间;
4、3)接头固定闪光焊接工艺:钢轨焊缝合缝量控制在10-12mm之间,起拱量控制在0.35-0.55mm之间,闪光焊接预热次数控制在10-12次之间,二次预热电流控制在58-60ka之间,闪光焊接顶锻量控制在10-13mm之间,顶锻力控制在550-570kn之间,焊接时间控制在160-170s之间,熔化末速度控制在2.20~2.30mm/s之间;
5、4)将高温的焊态接头空冷至200℃以下,保证接头每个位置都完全相变,接头温度小于300℃时可以适当的加速冷却;
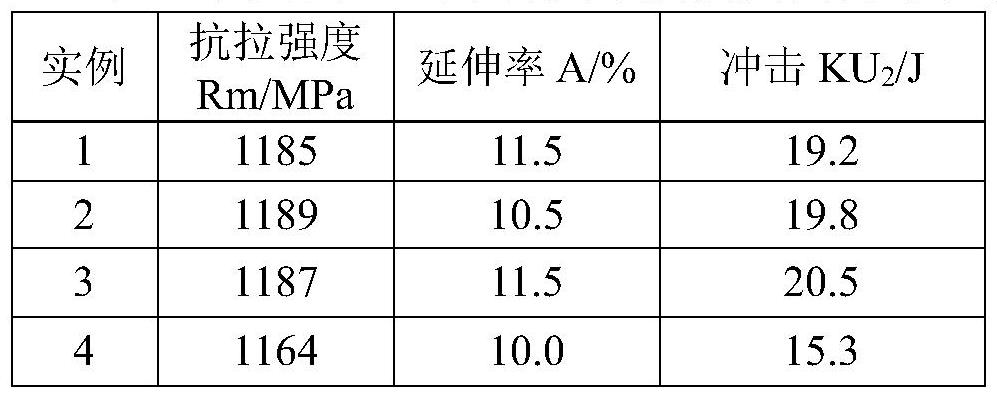
6、经所述固定闪光焊接方法焊接的75n 390hb级别钢轨接头的力学性能满足:抗拉强度rm≥1185mpa,接头延伸a≥10.5%,接头冲击ku2≥19.2j,接头的硬度平均值hj与母材硬度平均值hp的比值满足:hj/hp≥0.94,接头软点硬度平均值hj1与母材硬度平均值hp的比值:hj1/hp≥0.85,软化区域w≤16mm。
7、在一些实施方式中,所述75n 390hb级别钢轨的化学成分的重量百分比为c:0.78~0.86%,si:0.50~0.80%,mn:0.80~1.20%,cr:0.20~0.55%,nb:0.01~0.03%,re:0.0005~0.0020%,p≤0.010%,s≤0.005%,al≤0.004%,其余为fe和不可避免的杂质;
8、在一些实施方式中,所述固定闪光焊机为gaas80/580固定闪光焊机。
9、在一些实施方式中,所述75n 390hb级别钢轨经冶炼、连铸、铸坯缓冷、轧制工艺生产获得,其中控制铸坯的尺寸为280mm×380mm。
10、基于以上技术方案提供的提高75n 390hb级别钢轨焊接接头性能的方法通过优化控制固定闪光焊焊接工艺参数,钢轨接头的焊接性能提高,具有和母材相近的硬度,同时该焊接方法焊接的钢轨不需要进行焊接后的热处理操作,即可有效改善钢轨接头的力学性能,因此耗时较短,效率较高,满足:抗拉强度rm≥1185mpa,接头延伸a≥10.5%,接头冲击ku2≥19.2j,而且得到了与母材性能相匹配的优良接头,其中焊接接头的硬度平均值hj与母材硬度平均值hp的比值满足:hj/hp≥0.94,接头软点硬度平均值hj1与母材硬度平均值hp的比值:hj1/hp≥0.85,软化区域w≤16mm,达到甚至超过上述文献1的焊接接头性能。
技术特征:
1.一种高效提高75n 390hb级别钢轨焊接接头性能的方法,其特征在于,对所述75n390hb级别钢轨的接头进行所述固定闪光焊接后,不再进行热处理操作,其中所述固定闪光焊焊接方法包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述75n 390hb级别钢轨的化学成分的重量百分比为c:0.78~0.86%,si:0.50~0.80%,mn:0.80~1.20%,cr:0.20~0.55%,nb:0.01~0.03%,re:0.0005~0.0020%,p≤0.010%,s≤0.005%,al≤0.004%,其余为fe和不可避免的杂质。
3.根据权利要求1或2所述的方法,其特征在于,所述固定闪光焊机为gaas80/580固定闪光焊机。
4.根据权利要求1-3中任一项所述的方法,其特征在于,所述75n 390hb级别钢轨经冶炼、连铸、铸坯缓冷、轧制工艺生产获得,其中控制铸坯的尺寸为280mm×380mm。
技术总结
本发明公开一种高效提高75N 390HB级别钢轨焊接接头性能的方法,其包括采用固定闪光焊机对75N 390HB级别钢轨接头进行焊接而不需要进行焊接后的热处理,在焊接工艺中控制顶锻力在550‑570kN之间,焊接时间在160‑170s之间,熔化末速度在2.20~2.30mm/s之间,焊接后接头硬度平均值HJ与母材硬度平均值HP比值:HJ/HP≥0.94,接头软点硬度平均值HJ1与母材硬度平均值HP比值:HJ1/HP≥0.85,软化区域W≤16mm。
技术研发人员:赵桂英,张凤明,赵晨辉,王嘉伟,董捷
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!