一种方位分罗经同心装配方法与流程
本发明属于校正需装配零件的,具体涉及一种方位分罗经同心装配方法。
背景技术:
1、方位分罗经是指不用平衡环,直接固定在支架上,用以复示主罗经航向,并借助于光学方位仪测定物标方位和舷角的一种分罗经,一般安装在安装在船舶中轴线上或两舷。方位分罗经包括壳体,壳体的上端呈圆筒状,壳体内水平设有安装板,电机基于安装板固定于壳体内,电机的输出轴朝上,内刻度盘同轴转动连接于电机的输出轴上,外刻度盘安装在壳体的上端面并与内刻度盘同轴设置,外刻度盘呈环形且内侧连接有环形的透明盘以便于读取内刻度盘的数值,透明盘的内侧设有连接套,连接套的内孔供与光学方位仪下端的连接轴插入以使光学方位仪与外刻度盘同心。
2、在方位分罗经的装配过程中,内刻度盘、外刻度盘、光学方位仪三者的同心度越高,则方位分罗经与光学方位仪的配合使用时测量更精准,即需要在装配时分别保证内刻度盘和外刻度盘中心的重合度以及外刻度盘中心与连接套内孔的重合度。中国专利cn106041512a公开了一种用于方位分罗经装配的同心度校准装置及校准方法,该方案主要针对已初步完成装配的方位分罗经,对内刻度盘、外刻度盘、光学方位仪三者的同心度作进一步微调校准;为便于对三者的同心度进一步微调校准,提高方位分罗经的测量精度,以及缩短微调校准所需的时间,提高效率,方位分罗经的初步装配也应使三者达到较高的同心度,而目前方位分罗经的装配方法难以实现。
技术实现思路
1、针对现有技术的上述不足,本发明的目的在于提供一种方位分罗经同心装配方法,解决目前内刻度盘、外刻度盘、光学方位仪三者装配的同心度较差的技术问题,取得提高方位分罗经测量精度的效果。
2、为解决上述技术问题,本发明采用如下技术方案:
3、一种方位分罗经同心装配方法,包括如下步骤:
4、1)以壳体为基准,将电机同轴安装在壳体内;
5、2)将内刻度盘同轴安装在电机的输出轴上;
6、3)将外刻度盘同轴安装在壳体上端;
7、4)调整连接套并使其内孔与外刻度盘同心,然后将连接套固定在外刻度盘上;
8、5)安装光学方位仪。
9、进一步地,步骤1)对应的装配结构包括上端呈圆筒状的壳体,壳体上端面开设有至少两个周向间隔的销孔;壳体内设有电机,电机的输出轴朝上并套设有轴套,轴套通过开设于下端面上的下孔套设在电机的输出轴上,轴套的上端面还开设有上孔;壳体上端设有定位板,定位板上开设有与壳体上端面的销孔对应的销孔,通过销轴一对一穿过定位板和壳体上端面的销孔实现定位板与壳体定位连接;定位板的中心贯穿设有定位孔,定位孔内插设有第一定位轴,第一定位轴包括自上而下直径依次缩小的第一中径段和第一小径段,第一中径段的直径与定位孔的直径相匹配并插接在定位孔内,第一定位轴向下延伸且第一小径段的直径与轴套上端面的上孔的直径相匹配并插接在上孔内;
10、其中,预先保证:壳体上端面各销孔所在的圆与壳体内孔的加工达到技术要求的同轴度;定位板上各销孔所在的圆与定位孔的加工达到技术要求的同轴度;轴套上的下孔与上孔的加工达到技术要求的同轴度;第一定位轴的第一中径段与第一小径段的加工达到技术要求的同轴度;
11、步骤1)对应的装配结构的具体操作为:将输出轴上套设有轴套的电机置于壳体内,将定位板置于壳体的上端并通过销轴定位连接,从而保证定位孔与壳体的同轴度,将第一定位轴插入定位孔,第一中径段与定位孔配合,调整电机并使轴套上的上孔套在第一小径段上,从而保证电机与壳体的同轴度,将电机与壳体固定连接。
12、进一步地,定位板包括定位环板和连接于定位环板内侧的中心块,定位孔开设于中心块上,中心块与定位环板通过周向分布的多个辐条板连接。
13、进一步地,所述步骤1)对应的装配结构中,定位板的下表面上凸起形成有外定位环和内定位环,外定位环位于壳体外,内定位环位于壳体内;
14、其中,预先保证:定位板上外定位环的内圆面、内定位环的外圆面与定位孔的加工达到技术要求的同轴度;在步骤1)中,将定位板置于壳体的上端时,先使壳体上端位于外定位环和内定位环之间,实现定位板初步定位,后调整定位板并通过销轴定位连接于壳体上。
15、进一步地,所述步骤1)对应的装配结构中,第一定位轴包括自上而下直径依次缩小的第一大径段、第一中径段和第一小径段,第一大径段位于定位板上方并抵接。
16、进一步地,步骤2)对应的装配结构包括设于轴套上端的内刻度盘,内刻度盘的中心贯穿设有连接孔,轴套上端于上孔外凸起形成有连接环台,连接环台的外径与连接孔的内径相匹配,连接环台位于连接孔内且低于内刻度盘的上端面,内刻度盘上设有压板,压板通过竖向设置的螺栓拉紧固定于连接环台上并将内刻度盘压紧固定在轴套上;
17、其中,预先保证:连接孔与内刻度盘(内刻度盘上刻度线所在的圆)的加工达到技术要求的同轴度;轴套上连接环台的外圆面、下孔及上孔的加工达到技术要求的同轴度;
18、步骤2)对应的装配结构的具体操作为:取出第一定位轴,退出各销轴并卸下定位板,将内刻度盘置于轴套上并使连接环台位于连接孔内,从而保证内刻度盘与电机的同轴度,通过螺栓将压板拉紧固定于连接环台上以夹紧固定内刻度盘。
19、进一步地,步骤3)对应的装配结构包括设于壳体上端的外刻度盘,外刻度盘的下端面开设有与壳体上端面的销孔对应的销孔,通过销轴一对一穿过壳体上端面和外刻度盘下端面的销孔实现外刻度盘与壳体定位连接;
20、其中,预先保证:外刻度盘下端面上各销孔所在的圆与外刻度盘(外刻度盘上刻度线所在的圆)的加工达到技术要求的同轴度;步骤3)对应的装配结构的具体操作为:将外刻度盘置于壳体上端并通过销轴定位连接,从而保证外刻度盘与壳体的同轴度,用紧固件固定连接外刻度盘和壳体。
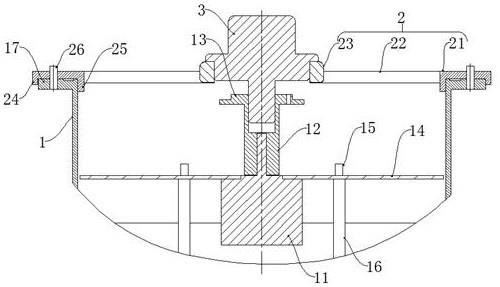
21、进一步地,步骤4)对应的装配结构包括设于壳体上端的外刻度盘,外刻度盘包括刻度环板和连接于刻度环板内侧的定位套,定位套的上端高于刻度环板,定位套的上端套设有旋压套并螺纹连接,旋压套的上端高于定位套且内侧凸起形成有一圈环形压板,环形压板与定位套的上端之间抵接有连接套,连接套的内径小于定位套和环形压板的内径;连接套的内孔中插设有第二定位轴,第二定位轴包括自上而下直径依次缩小的第二大径段和第二小径段,第二大径段的直径与环形压板的内径相匹配并插接于环形压板的内孔中,第二定位轴向下延伸且第二小径段直径与连接套的内径相匹配并插接于连接套的内孔中;
22、其中,外刻度盘上的各销孔加工在刻度环板上,旋压套螺纹连接在定位套上,定位套装配连接在刻度环板上;预先保证:刻度环板的内孔与刻度环板上各销孔所在的圆的加工达到技术要求的同轴度,定位套、旋压套和刻度环板装配使环形压板的内孔与刻度环板上各销孔所在的圆到技术要求的同轴度;第二定位轴上第二大径段与第二小径段的加工达到技术要求的同轴度;
23、步骤4)对应的装配结构的具体操作为:拧松旋压套使连接套在环形压板和定位套上端之间处于活动状态,将第二小径段插入连接套的内孔中,调整第二定位轴直至将第二大径段插入环形压板的内孔中,从而保证连接套的内孔与外刻度盘的同轴度,拧紧旋压套将连接套压紧固定。
24、进一步地,刻度环板的内侧连接有透明环板,定位套连接于透明环板的内侧,定位套的上端高于透明环板。
25、进一步地,步骤5)的具体操作为:取出第二定位轴,将光学方位仪的连接轴插入连接套的内孔中,从而保证光学方位仪与方位分罗经的同轴度。
26、相比现有技术,本发明具有如下有益效果:
27、本发明所述方位分罗经同心装配方法,以壳体为初始基准定位安装电机,然后将电机输出轴上的轴套作为第二基准定位安装内刻度盘,使内刻度盘与壳体有较高的同心度;然后以壳体为基准定位安装外刻度盘,使外刻度盘与内刻度盘有较高的同心度;最后调整连接套与外刻度盘同心,光学方位仪下端的连接轴插入连接套,使光学方位仪与外刻度盘有较高的同心度;内刻度盘和光学方位仪均与外刻度盘有较高的同心度,从而使装配完成后,内刻度盘、外刻度盘和光学方位仪三者具有较高的同心度,便于对三者的同心度进一步微调校准,提高方位分罗经的测量精度。
- 还没有人留言评论。精彩留言会获得点赞!