一种热处理态风塔钢轧制方法与流程
本申请涉及冶金领域,尤其涉及一种热处理态风塔钢轧制方法。
背景技术:
1、热处理态风塔钢终轧温度高,轧制过程中翘扣头难以控制,表面氧化铁难以清除干净,导致后续波浪及硬弯需压平、表面氧化铁压入需修磨等,增加了工作量,同时一次合格率低,严重影响生产效率。
技术实现思路
1、有鉴于此,有必要提供一种热处理态风塔钢轧制方法以改善钢板表面质量及板型。
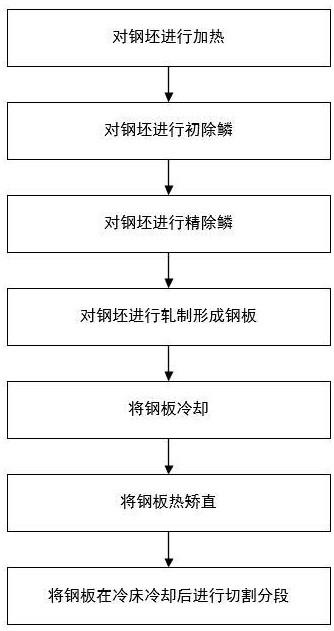
2、一种热处理态风塔钢轧制方法,包括步骤:
3、对钢坯进行加热;
4、对钢坯进行初除鳞;
5、对钢坯进行精除鳞;
6、对钢坯进行轧制形成钢板,选用1160mm及以上辊径上机,其中上辊辊径大于下辊辊径1.5-5mm,末道次使用辊缝大于钢板设定厚度3-5mm平整道次,末道次轧制速度不大于3.5m/s;
7、将钢板冷却;
8、将钢板热矫直,设置矫直辊缝比钢板设定厚度大5mm,仅矫直一道次;
9、将钢板在冷床冷却后进行切割分段。
10、进一步的,对钢坯进行加热步骤中,依次包括热回收段、预热段、一加热段、二加热段及均热段;其中,热回收段温度≤950℃,预热段温度位于1000-1150℃,一加热段温度位于1100-1200℃,二加热段温度位于1150-1200℃,均热段温度位于1110-1180℃,钢板在炉时间≥360分钟。
11、进一步的,在对钢坯进行初除鳞步骤中,出炉后钢坯自动通过出钢辊道进入除鳞箱,辊道速度设定1.0m/s。
12、进一步的,在对钢坯进行精除鳞步骤中,钢坯开始轧制前打水一道次,第二道次轧前打水一道次,轧制二道次连续打水二道次,最后一道次轧完后出口精除鳞打水一道次,以降低轧件表面温度,细化表面氧化铁厚度。
13、进一步的,在对钢坯进行轧制形成钢板步骤中,釆用正火轧制工艺,中间不待温直接连续性轧完,入口出成品模式,末道次使用辊缝比设定厚度大3-5mm空过,利用轧辊平整尾部翘头。
14、进一步的,在对钢坯进行轧制形成钢板步骤中,最大压下量限定为45mm,前二道次压下量≥35mm,展宽结束转钢后前二道次压下量≥35mm,其余道次压下量≥25mm。
15、进一步的,在对钢坯进行轧制形成钢板步骤中,钢板成品设定厚度为80mm以上时,轧制不超过9道次;钢板成品设定厚度为80mm以下时,轧制不超过13道次。
16、进一步的,在将钢板在冷床冷却后进行切割分段步骤之后还包括:表面检查--喷印--入库。
17、进一步的,在将钢板冷床冷却后,还包括温矫,温矫矫直力限定最大3000吨。
18、有益效果
19、(1)通过重新优化、设计热处理态风塔钢生产模式,通过采用轧后精除鳞打水一道次、末道次降速轧制、入口出成品、使用预热矫、热矫辊缝大于合同厚度5mm矫直、温矫限制矫直力等多种方式,改善了钢板表面质量及板型,减轻了职工劳动强度的同时提高了产品合格率,达到降本增效的目的。
技术特征:
1.一种热处理态风塔钢轧制方法,其特征在于,包括步骤:
2.根据权利要求1所述的热处理态风塔钢轧制方法,其特征在于,在对钢坯进行加热步骤中,依次包括热回收段、预热段、一加热段、二加热段及均热段;其中,热回收段温度≤950℃,预热段温度位于1000-1150℃,一加热段温度位于1100-1200℃,二加热段温度位于1150-1200℃,均热段温度位于1110-1180℃,钢板在炉时间≥360分钟。
3.根据权利要求1所述的热处理态风塔钢轧制方法,其特征在于,在对钢坯进行初除鳞步骤中,出炉后钢坯自动通过出钢辊道进入除鳞箱,辊道速度设定1.0m/s。
4.根据权利要求1所述的热处理态风塔钢轧制方法,其特征在于,在对钢坯进行精除鳞步骤中,钢坯开始轧制前打水一道次,第二道次轧前打水一道次,轧制二道次连续打水二道次,最后一道次轧完后出口精除鳞打水一道次,以降低轧件表面温度,细化表面氧化铁厚度。
5.根据权利要求1所述的热处理态风塔钢轧制方法,其特征在于,在对钢坯进行轧制形成钢板步骤中,釆用正火轧制工艺,中间不待温直接连续性轧完,入口出成品模式,末道次使用辊缝比设定厚度大3-5mm空过,利用轧辊平整尾部翘头。
6.根据权利要求5所述的热处理态风塔钢轧制方法,其特征在于,在对钢坯进行轧制形成钢板步骤中,最大压下量限定为45mm,前二道次压下量≥35mm,展宽结束转钢后前二道次压下量≥35mm,其余道次压下量≥25mm。
7.根据权利要求6所述的热处理态风塔钢轧制方法,其特征在于,在对钢坯进行轧制形成钢板步骤中,钢板成品设定厚度为80mm以上时,轧制不超过9道次;钢板成品设定厚度为80mm以下时,轧制不超过13道次。
8.根据权利要求1所述的热处理态风塔钢轧制方法,其特征在于,在将钢板在冷床冷却后进行切割分段步骤之后还包括:表面检查--喷印--入库。
9.根据权利要求1所述的热处理态风塔钢轧制方法,其特征在于,在将钢板冷床冷却后之后,还包括温矫,温矫矫直力限定最大3000吨。
技术总结
本发明提供一种热处理态风塔钢轧制方法,包括步骤:对钢坯进行加热;对钢坯进行初除鳞;对钢坯进行精除鳞;对钢坯进行轧制形成钢板,选用1160mm及以上辊径上机,其中上辊辊径大于下辊辊径4mm,末道次使用辊缝大于设定厚度3‑5mm平整道次,末道次轧制速度不大于3.5m/s;将钢板冷却;将钢板热矫直,设置矫直辊缝比钢板设定厚度大5mm,仅矫直一道次;将钢板在冷床冷却后进行切割分段。本方法能够改善钢板表面质量及板型。
技术研发人员:王文荣,杨怀永,何荣平,赖家富,杨胜清
受保护的技术使用者:张家港宏昌钢板有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!